También podría gustarte
- NRF 175 Pemex 2013Documento24 páginasNRF 175 Pemex 2013Hector ChavezAún no hay calificaciones
- Guia 2 Medidores de Caudal y BombasDocumento2 páginasGuia 2 Medidores de Caudal y BombasJavier Osvaldo Obal CastilloAún no hay calificaciones
- Normas MetrologicasDocumento32 páginasNormas MetrologicasAlbert Merma HilarioAún no hay calificaciones
- Mantenimiento de Centrifugadora y EtiquetadoraDocumento60 páginasMantenimiento de Centrifugadora y EtiquetadorageoswaldAún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Calificación: 4.5 de 5 estrellas4.5/5 (8)
- Entrenamiento PBE Leaky FeederDocumento110 páginasEntrenamiento PBE Leaky Feedervagner honorato100% (1)
- Manual Operador JD 8400 IgradeDocumento52 páginasManual Operador JD 8400 Igradecanpipa0% (1)
- Absorcion Atomica, Determinacion de Cu PDFDocumento8 páginasAbsorcion Atomica, Determinacion de Cu PDFmikichiko2349Aún no hay calificaciones
- FLS Ball Mill Audit - En.esDocumento6 páginasFLS Ball Mill Audit - En.esGerman Gabriel Anaya VegaAún no hay calificaciones
- EstatiControlII PDFDocumento106 páginasEstatiControlII PDFMartín Matías Pérez ZanónAún no hay calificaciones
- Taller GuiaDocumento32 páginasTaller GuiaCarolinaAún no hay calificaciones
- Troyes LaboraqtorioDocumento8 páginasTroyes LaboraqtorioCesar Suarez VillegasAún no hay calificaciones
- Parcial 2 Metrologia PaolaReveloDocumento17 páginasParcial 2 Metrologia PaolaReveloPaola ReveloAún no hay calificaciones
- 03 GrupoA 3 InformeLaboratorio BombasDocumento68 páginas03 GrupoA 3 InformeLaboratorio BombasAlberth PedemonteAún no hay calificaciones
- Toberas SónicasDocumento34 páginasToberas SónicasAndrés Vanegas PatiñoAún no hay calificaciones
- Instrucciones para Verificación de Equipos de MediciónDocumento37 páginasInstrucciones para Verificación de Equipos de MediciónJina Paola Dangond Gil50% (2)
- Cap 02Documento40 páginasCap 02Carlos AlañaAún no hay calificaciones
- Estaciones de Monitoreo Del Aire PDFDocumento17 páginasEstaciones de Monitoreo Del Aire PDFJhon Anthony Panta SosaAún no hay calificaciones
- Medicion Del Gas IAPDocumento53 páginasMedicion Del Gas IAPSantiago Garcia100% (3)
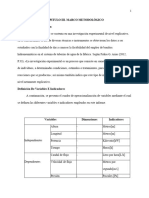
- Capitulo 3 Marco Metodologico Maria ArismendiDocumento6 páginasCapitulo 3 Marco Metodologico Maria ArismendiMaría Verónica Arismendi PérezAún no hay calificaciones
- Medidor de Flujo en Sistema Con Bomba JetDocumento6 páginasMedidor de Flujo en Sistema Con Bomba JetJosé María Rodríguez RiveraAún no hay calificaciones
- MOMENTO 3. Red de Monitoreo y Calidad Del Aire PDFDocumento11 páginasMOMENTO 3. Red de Monitoreo y Calidad Del Aire PDFAnonymous o3QE0kGt1UAún no hay calificaciones
- Mantenimiento de BombasDocumento7 páginasMantenimiento de BombasAlba María PérezAún no hay calificaciones
- Ventilador CentrífugoDocumento18 páginasVentilador Centrífugokikin312012Aún no hay calificaciones
- Medidas para El Incremento de La Eficiencia Energética en Una TurbinaDocumento9 páginasMedidas para El Incremento de La Eficiencia Energética en Una TurbinaErick AzcárateAún no hay calificaciones
- Instrumentos en Ventilacion MineraDocumento14 páginasInstrumentos en Ventilacion Mineraluis fuentesAún no hay calificaciones
- CONAE Evaluación Calderas PDFDocumento16 páginasCONAE Evaluación Calderas PDFMichelHernadezMazonAún no hay calificaciones
- TurbomaquinaDocumento45 páginasTurbomaquinaCarlos Sebastian Sanchez BancesAún no hay calificaciones
- Recomendaciones de Filtro HepaDocumento6 páginasRecomendaciones de Filtro HepaluisrayvcAún no hay calificaciones
- Investigacion de Exposicion - Metrologia y Normalizacion - Equipo 4 - Grupo 304BDocumento17 páginasInvestigacion de Exposicion - Metrologia y Normalizacion - Equipo 4 - Grupo 304BMax FernándezAún no hay calificaciones
- Cap 02Documento31 páginasCap 02ReneMartinezGutierrezAún no hay calificaciones
- Ensayos de Un Generador de IPDocumento8 páginasEnsayos de Un Generador de IPAndrésAndrésAún no hay calificaciones
- Reporte 1 - ManómetrosDocumento3 páginasReporte 1 - ManómetrosJoshua LeónAún no hay calificaciones
- Trabajo de Higiene IDocumento9 páginasTrabajo de Higiene IJOAQUINAAún no hay calificaciones
- Como Medir La Velosidad Del AireDocumento18 páginasComo Medir La Velosidad Del AirefranciscoAún no hay calificaciones
- Sistemas ProbadoresDocumento23 páginasSistemas ProbadoresIsrael RodriguezAún no hay calificaciones
- Capit-13-1-Mantenimiento TurbinasDocumento40 páginasCapit-13-1-Mantenimiento TurbinasDiego RamonAún no hay calificaciones
- Manual 4. Operación de Estaciones de Medición de La Calidad Del Aire, Mantenimiento y Calibración de Sus Componentes PDFDocumento75 páginasManual 4. Operación de Estaciones de Medición de La Calidad Del Aire, Mantenimiento y Calibración de Sus Componentes PDFherAún no hay calificaciones
- Criterios de Ev CentrifugasDocumento11 páginasCriterios de Ev CentrifugasSergio Ivan CasillasAún no hay calificaciones
- Tarea 5 Huayhua PumaDocumento14 páginasTarea 5 Huayhua PumaWILLIAN HPAún no hay calificaciones
- Calibracion 2Documento11 páginasCalibracion 2wiAún no hay calificaciones
- Monitoreo y Diagnostico Compresores Recip y de TornilloDocumento217 páginasMonitoreo y Diagnostico Compresores Recip y de TornilloVILLANUEVA_DANIEL20640% (2)
- 3 - RTM-003-Equipos de Comercialización GLP (Borrador) .Documento31 páginas3 - RTM-003-Equipos de Comercialización GLP (Borrador) .lechavarriaAún no hay calificaciones
- Protocolo Calificacion Operativa Sistema Aire MedicinalDocumento10 páginasProtocolo Calificacion Operativa Sistema Aire Medicinalcarlos andresAún no hay calificaciones
- MH Lab 3Documento13 páginasMH Lab 3Cristopher AntonioAún no hay calificaciones
- Gma-02-002 Procedimiento de Metrologia Rev 3Documento8 páginasGma-02-002 Procedimiento de Metrologia Rev 3INGENEGREANUAún no hay calificaciones
- Reporte Funcionamiento VentiladoresDocumento9 páginasReporte Funcionamiento Ventiladoresj leonAún no hay calificaciones
- Mantenimiento PredictivoDocumento12 páginasMantenimiento PredictivoTina SalasAún no hay calificaciones
- Ensayos Hormigón - DHC-PC-004A Procedimiento para El Aseguramiento de La Validez de Los Resultados de La DHC - Ver 03-12Documento16 páginasEnsayos Hormigón - DHC-PC-004A Procedimiento para El Aseguramiento de La Validez de Los Resultados de La DHC - Ver 03-12René Nicolas Valenzuela RosasAún no hay calificaciones
- Medición Del Gas 90Documento55 páginasMedición Del Gas 90luis alfredoAún no hay calificaciones
- Disposiciones Administrativas de Carácter General en MateriaDocumento42 páginasDisposiciones Administrativas de Carácter General en MateriaRoxana apazaAún no hay calificaciones
- Prueba HidrostaticaDocumento36 páginasPrueba HidrostaticaJhonatan Gonzalez100% (1)
- Grupo 8 Transferencia de CustodiaDocumento64 páginasGrupo 8 Transferencia de CustodiaLuis RiveraAún no hay calificaciones
- Practica 5 Calibracion de Un ManometroDocumento7 páginasPractica 5 Calibracion de Un ManometroEricka TreviñoAún no hay calificaciones
- Cap 02Documento41 páginasCap 02JoseMi Vacaflor IllanesAún no hay calificaciones
- Anexo 3.11 Mantenimiento, Verificación y Calibración Medidores de Flujo Tipo TurbinaDocumento7 páginasAnexo 3.11 Mantenimiento, Verificación y Calibración Medidores de Flujo Tipo TurbinaCarlos Jhoel Puchoc ReyesAún no hay calificaciones
- Banco de Pruebas MCIDocumento8 páginasBanco de Pruebas MCIIrving Leon SantosAún no hay calificaciones
- Analizadores de GasesDocumento16 páginasAnalizadores de GasesNicolás Quezada SaavedraAún no hay calificaciones
- 3059-Oe-Pc-Iimm-006 Procedimiento de Prueba de Hermeticidad para Tuberías de GNDocumento11 páginas3059-Oe-Pc-Iimm-006 Procedimiento de Prueba de Hermeticidad para Tuberías de GNabilioAún no hay calificaciones
- 2007 Estudio Cenica MmaDocumento312 páginas2007 Estudio Cenica MmaMary ValdiviaAún no hay calificaciones
- Preguntas Unidad 5Documento11 páginasPreguntas Unidad 5Chuy HernandezAún no hay calificaciones
- 3 Manual de Operación Skid Medición de Crudo DiluidoDocumento37 páginas3 Manual de Operación Skid Medición de Crudo DiluidoLenin Tacora AguíAún no hay calificaciones
- Equilibrios de Fases y Transiciones de Fases: Parte IDe EverandEquilibrios de Fases y Transiciones de Fases: Parte IAún no hay calificaciones
- UF1668 - Análisis de agua potable y residualDe EverandUF1668 - Análisis de agua potable y residualAún no hay calificaciones
- Practica 5 - Calibracion de Manometro Bourdon - 1930203Documento9 páginasPractica 5 - Calibracion de Manometro Bourdon - 1930203Marco Aguilar100% (1)
- Manpcp SDocumento14 páginasManpcp SAlejandro Adame100% (1)
- Protocolo de Medición Niveles Lumínicos Resol. 84-12Documento7 páginasProtocolo de Medición Niveles Lumínicos Resol. 84-12Carlos PobleteAún no hay calificaciones
- ISO 19011 - Taller Profundización 1Documento6 páginasISO 19011 - Taller Profundización 1Juli RendónAún no hay calificaciones
- Capitulo 7 Apoyo ISO 9001 2015Documento22 páginasCapitulo 7 Apoyo ISO 9001 2015Fresia Espinosa CortesAún no hay calificaciones
- S-TAL-JJ4-ITC-QUA-PRD-0013: Procedimiento de Montaje de Tableros Rev. 00Documento16 páginasS-TAL-JJ4-ITC-QUA-PRD-0013: Procedimiento de Montaje de Tableros Rev. 00Carlos Ditmar Jiménez RivasAún no hay calificaciones
- A302 Especificacion Tecnica Ob - Civil (A.0)Documento65 páginasA302 Especificacion Tecnica Ob - Civil (A.0)Boris Soto MatosAún no hay calificaciones
- 5iv82b Vmgy Pesos MuertosDocumento5 páginas5iv82b Vmgy Pesos MuertosYohnatan VegaAún no hay calificaciones
- Guía para La Operación de FarmaciasDocumento19 páginasGuía para La Operación de FarmaciasAlejandra DuceAún no hay calificaciones
- Integración de Sistemas Automaticos ContenidoDocumento19 páginasIntegración de Sistemas Automaticos ContenidoJose Ignacio Rodriguez NegreteAún no hay calificaciones
- Practica 14-Lab MetrologíaDocumento9 páginasPractica 14-Lab MetrologíaDaniel Loera0% (1)
- Instrumentacion AntologiaDocumento69 páginasInstrumentacion AntologiaMiguel Hernandez RomeroAún no hay calificaciones
- Diseño de Un Banco para Pruebas de Excentricidad en Ejes de Los Rotores Principales de Helicopteros MedianosDocumento110 páginasDiseño de Un Banco para Pruebas de Excentricidad en Ejes de Los Rotores Principales de Helicopteros Medianosdeltaterra100% (1)
- Habilitacion de Pista de Aterrizaje Estancia InviernoDocumento10 páginasHabilitacion de Pista de Aterrizaje Estancia InviernoGonzalo Gallardo MarquezAún no hay calificaciones
- Construccion de InstrumentosDocumento21 páginasConstruccion de Instrumentoslmartinezr9017Aún no hay calificaciones
- (Ex) Une-En 1776 2017Documento8 páginas(Ex) Une-En 1776 2017Álvaro Mendoza FigueresAún no hay calificaciones
- Manual Microgas 3Documento28 páginasManual Microgas 3liz angelicaAún no hay calificaciones
- IND560XDocumento8 páginasIND560XFranz Huanay MartínezAún no hay calificaciones
- Check List 17025 Vrs Curso SAE 17025 - 20151109Documento18 páginasCheck List 17025 Vrs Curso SAE 17025 - 20151109Esteban LopezAún no hay calificaciones
- Glossary ST NAR 26 SDocumento50 páginasGlossary ST NAR 26 SBrido ClarosAún no hay calificaciones
- CC - RG-04 Cuadro de Calibración de Equipos VS03-eneroDocumento1 páginaCC - RG-04 Cuadro de Calibración de Equipos VS03-eneropaul herreraAún no hay calificaciones
- Calibracion Del RotametroDocumento2 páginasCalibracion Del Rotametroluis pretellAún no hay calificaciones
- CC - PRO.01 Control TopográficoDocumento6 páginasCC - PRO.01 Control TopográficoJerson Lozada VergaraAún no hay calificaciones
- Publicacion Cenam FlujoDocumento8 páginasPublicacion Cenam FlujoJASN1980Aún no hay calificaciones
- Norma MantenimientoDocumento12 páginasNorma MantenimientogeronimotoltekaAún no hay calificaciones
- Estimacion de La Incertidumbre PDFDocumento10 páginasEstimacion de La Incertidumbre PDFanatobonAún no hay calificaciones