También podría gustarte
- Desarrollo de Sistemas Neumáticos V3Documento32 páginasDesarrollo de Sistemas Neumáticos V3Andree Manchego HuamaniAún no hay calificaciones
- Válvulas Procesadoras de Señal II V3Documento23 páginasVálvulas Procesadoras de Señal II V3Andree Manchego HuamaniAún no hay calificaciones
- S04.s1 - Localización Del ProyectoDocumento45 páginasS04.s1 - Localización Del ProyectoAndree Manchego HuamaniAún no hay calificaciones
- Electroneumática IV - Método Paso A Paso - V1Documento20 páginasElectroneumática IV - Método Paso A Paso - V1Andree Manchego HuamaniAún no hay calificaciones
- Electroneumática III - Desarrollo Con Fluidsim - V1Documento11 páginasElectroneumática III - Desarrollo Con Fluidsim - V1Andree Manchego HuamaniAún no hay calificaciones
- Mando Directo e Indirecto Regulación de Velocidad V3Documento17 páginasMando Directo e Indirecto Regulación de Velocidad V3Andree Manchego HuamaniAún no hay calificaciones
- Seleccion Actuadores, Valvulas Procesadoras de Señal V2Documento19 páginasSeleccion Actuadores, Valvulas Procesadoras de Señal V2Andree Manchego HuamaniAún no hay calificaciones
- Caso PracticoDocumento4 páginasCaso PracticoAndree Manchego HuamaniAún no hay calificaciones
- PLC - Parte II V2Documento20 páginasPLC - Parte II V2Andree Manchego HuamaniAún no hay calificaciones
- INTERPRETACIoN DEL GRAFICO (Manchego Huamaní Roberto Andreé)Documento4 páginasINTERPRETACIoN DEL GRAFICO (Manchego Huamaní Roberto Andreé)Andree Manchego HuamaniAún no hay calificaciones
- Informe de Analisis de Esfuerzos-Estructura para Techo (MANCHEGO HUAMANI ROBERTO ANDREE)Documento18 páginasInforme de Analisis de Esfuerzos-Estructura para Techo (MANCHEGO HUAMANI ROBERTO ANDREE)Andree Manchego HuamaniAún no hay calificaciones
- Plan de MantenimientoDocumento6 páginasPlan de MantenimientoAndree Manchego HuamaniAún no hay calificaciones
- Matriz de Indicadores de La CalidadDocumento1 páginaMatriz de Indicadores de La CalidadAndree Manchego HuamaniAún no hay calificaciones
- Clase 02 - Introducción y Programación Con Logixpro (2018.2)Documento29 páginasClase 02 - Introducción y Programación Con Logixpro (2018.2)Andree Manchego HuamaniAún no hay calificaciones
- LAB 06 Ablandamiento de AguaDocumento8 páginasLAB 06 Ablandamiento de AguaAndree Manchego HuamaniAún no hay calificaciones
- DOP Tablero PortapapelesDocumento1 páginaDOP Tablero PortapapelesAndree Manchego HuamaniAún no hay calificaciones
- Trabajo Equipo CasoDocumento53 páginasTrabajo Equipo CasoAndree Manchego HuamaniAún no hay calificaciones
- Estadistica InferencialDocumento20 páginasEstadistica InferencialAndree Manchego HuamaniAún no hay calificaciones
- Codigos G para Fresa y TornoDocumento8 páginasCodigos G para Fresa y TornoAndree Manchego HuamaniAún no hay calificaciones
- Tipos de RefrigerantesDocumento8 páginasTipos de RefrigerantesAndree Manchego HuamaniAún no hay calificaciones
- Casos Clinicos de AnemiasDocumento27 páginasCasos Clinicos de AnemiasAna Vzr50% (2)
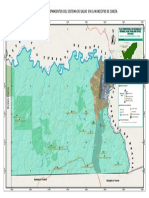
- 9 Mapa de Equipamientos de SaludDocumento1 página9 Mapa de Equipamientos de SaludMauricio PinheiroAún no hay calificaciones
- Diseño Cultura Ashaninka - FinalDocumento11 páginasDiseño Cultura Ashaninka - FinalMARGOTH ESTEFANIA LLACMA QUISPE100% (1)
- Protocolo Lavado de ManosDocumento3 páginasProtocolo Lavado de ManoszafnatpaneaAún no hay calificaciones
- Objetivos y Formulación Del ProblemaDocumento2 páginasObjetivos y Formulación Del ProblemaCESPEDES MARQUEZ DIANA LUCIAAún no hay calificaciones
- Sistemas de Uniones AtornilladasDocumento26 páginasSistemas de Uniones AtornilladasTony SuárezAún no hay calificaciones
- Tarea Virtual 2 de Investigacion de MercadoDocumento7 páginasTarea Virtual 2 de Investigacion de MercadoSuleyka SantosAún no hay calificaciones
- 1 Er PARCIAL DE ADMINISTRACION DE LA PRODUCCION IDocumento3 páginas1 Er PARCIAL DE ADMINISTRACION DE LA PRODUCCION ISALSA 10Aún no hay calificaciones
- Aristóteles Padre de La Lógica OkDocumento25 páginasAristóteles Padre de La Lógica OksoledadAún no hay calificaciones
- Citas Usmp 2023 2222 (4) 2Documento9 páginasCitas Usmp 2023 2222 (4) 2Jhonny Meza RodriguezAún no hay calificaciones
- Circuitos Electricos Presentacion PowerpointDocumento21 páginasCircuitos Electricos Presentacion Powerpointjosevaldez2016100% (1)
- Modelos de CaratulasDocumento19 páginasModelos de CaratulasSergio CoronadoAún no hay calificaciones
- Bernard MalamudDocumento8 páginasBernard MalamudAlan MellerAún no hay calificaciones
- Cemex FinalDocumento13 páginasCemex FinalFernando Bernal CastilloAún no hay calificaciones
- Programa de PaltoDocumento2 páginasPrograma de PaltoJoab CelsoAún no hay calificaciones
- Grupo 03, Tarea 03Documento35 páginasGrupo 03, Tarea 03JOSE LUIS HUAMAN CHAVEZAún no hay calificaciones
- Revista Electrónica de AnestesiarDocumento6 páginasRevista Electrónica de AnestesiarVIVIAN DANIEL SUPELANO MILLANAún no hay calificaciones
- ESPONDADocumento4 páginasESPONDAJoseAngelPalaciosCamposAún no hay calificaciones
- 2DOPARCIAL SonidoDocumento9 páginas2DOPARCIAL SonidoAlejo DuclósAún no hay calificaciones
- Clorhidroxido de AluminioDocumento9 páginasClorhidroxido de Aluminiosilvio latiniAún no hay calificaciones
- Mandalorian: Papercraft Low PolyDocumento6 páginasMandalorian: Papercraft Low PolyCEZIÑOAún no hay calificaciones
- Convenio de Ocupacion Previa AmgrDocumento14 páginasConvenio de Ocupacion Previa AmgrMariell GómezAún no hay calificaciones
- Bot-Anatomia Del TalloDocumento41 páginasBot-Anatomia Del TalloKAREN MARGARITA PACHECO SALINASAún no hay calificaciones
- Arte y Patrimonio 2do-Estrategia 2Documento2 páginasArte y Patrimonio 2do-Estrategia 2Ivana BusnegosAún no hay calificaciones
- CNC LASer 2.0Documento43 páginasCNC LASer 2.0Nando Martinez Sandoval100% (1)
- Septimo Trabajo Luz en La OscuridadDocumento2 páginasSeptimo Trabajo Luz en La OscuridadAlex OliverAún no hay calificaciones
- Producto de MatricesDocumento13 páginasProducto de MatricesMaicol BarahonaAún no hay calificaciones
- Actividades Programación Orientada A ObjetosDocumento9 páginasActividades Programación Orientada A ObjetosSamuel Rivera GascaAún no hay calificaciones
- Z TestDocumento14 páginasZ TestSebastián GazcónAún no hay calificaciones