También podría gustarte
- Procesos DE IMPRESION-2Documento88 páginasProcesos DE IMPRESION-2weilgraphics4950Aún no hay calificaciones
- LacasDocumento3 páginasLacasAlfredo TesarikAún no hay calificaciones
- BobstDocumento25 páginasBobstPedro Perez La Rosa100% (1)
- Imprentas OffsetDocumento7 páginasImprentas OffsetCesar Stalin Ortega MenaAún no hay calificaciones
- Preventivo ImpresoraDocumento74 páginasPreventivo ImpresoraCristian Calderon BeltranAún no hay calificaciones
- Rodillos de AniloxDocumento5 páginasRodillos de AniloxJulia Montero100% (1)
- EFI VUTEk Best Practice Ink Purging Printing TipsDocumento2 páginasEFI VUTEk Best Practice Ink Purging Printing TipswilhotAún no hay calificaciones
- Envases de Papel y Cartón ExamenDocumento5 páginasEnvases de Papel y Cartón ExamenMilishyta K-popAún no hay calificaciones
- Erhart+Leimer by Gustavo TorresDocumento33 páginasErhart+Leimer by Gustavo TorresEric MosvelAún no hay calificaciones
- FeedersDocumento25 páginasFeedersJorge Hanibal CruzAún no hay calificaciones
- Offset PlaneaciónDocumento5 páginasOffset PlaneaciónjosecosioAún no hay calificaciones
- FLEXOGRAFIADocumento14 páginasFLEXOGRAFIAEdgar GonzálezAún no hay calificaciones
- Aspectos Fundamentales en Tintas de Impresión para EmpaquesDocumento7 páginasAspectos Fundamentales en Tintas de Impresión para EmpaquesJosé Miguel Quilodrán ValderramaAún no hay calificaciones
- FOLLETO RACLAS GeneralDocumento4 páginasFOLLETO RACLAS GeneralRocio RodriguezAún no hay calificaciones
- 16-Correas y Bandas PlanasDocumento19 páginas16-Correas y Bandas PlanasAlvaro VillabonaAún no hay calificaciones
- Heidelberg CX ManualDocumento24 páginasHeidelberg CX ManualKaren ItzelAún no hay calificaciones
- Tubodediluciondeaireadt 2500Documento10 páginasTubodediluciondeaireadt 2500GUZMANAún no hay calificaciones
- Offset - Waterless - 2011 04 28 947Documento3 páginasOffset - Waterless - 2011 04 28 947Nere ScarcelloAún no hay calificaciones
- PrimeBlade BrochureDocumento5 páginasPrimeBlade BrochureRocio RodriguezAún no hay calificaciones
- Solución de Problemas de Defectos en Los Rodillos - Causas y Acciones CorrectivasDocumento5 páginasSolución de Problemas de Defectos en Los Rodillos - Causas y Acciones CorrectivasLuis MarcosAún no hay calificaciones
- Mejora Continua para Reducción de Mermas en Proceso de ImpresiónDocumento12 páginasMejora Continua para Reducción de Mermas en Proceso de ImpresiónAnibal FriturasAún no hay calificaciones
- Industria Grafica Carton CorrugadoDocumento10 páginasIndustria Grafica Carton Corrugadowilly castilloAún no hay calificaciones
- 12 Problemas HuecograbadoDocumento8 páginas12 Problemas HuecograbadoFabiankh DsrAún no hay calificaciones
- Cartón Corrugado 1Documento13 páginasCartón Corrugado 1Mabe solanaAún no hay calificaciones
- Es La Tintas UvDocumento48 páginasEs La Tintas UvGustavo Dominguez100% (1)
- Agua de Dilución para Pasta de PapelDocumento2 páginasAgua de Dilución para Pasta de PapelLuis MarcosAún no hay calificaciones
- Cambio de CuchillaDocumento86 páginasCambio de CuchillaMario Luis Pillco Trino100% (1)
- Impresora Flexografica 6 Colores TraducDocumento2 páginasImpresora Flexografica 6 Colores TraducBenjamin LechugaAún no hay calificaciones
- Seminario Técnico Cartón CorrugadoDocumento28 páginasSeminario Técnico Cartón CorrugadoSebastian DelgadoAún no hay calificaciones
- Equipo1 Manual OffsetDocumento16 páginasEquipo1 Manual OffsetGlo HernándezAún no hay calificaciones
- La Emulsión Copia 2Documento5 páginasLa Emulsión Copia 2PepabuAún no hay calificaciones
- Tintas y Sus ComponentesDocumento6 páginasTintas y Sus ComponentesMiguel Angel Perez EsparzaAún no hay calificaciones
- Adhesivos para Laminacion Agosto 2010Documento28 páginasAdhesivos para Laminacion Agosto 2010Vicente ChambaAún no hay calificaciones
- Guia Básica de Preprensa HERNANDEZ RAMIREZ 2018Documento58 páginasGuia Básica de Preprensa HERNANDEZ RAMIREZ 2018Diana EcheverríaAún no hay calificaciones
- Catalogo BandasDocumento16 páginasCatalogo Bandassagaprime100% (1)
- Serigrafia Manual BasicoDocumento43 páginasSerigrafia Manual BasicoDaniel Esteban VillafañeAún no hay calificaciones
- Tintas de ImpresiónDocumento8 páginasTintas de ImpresiónDavid A Rodiguez MAún no hay calificaciones
- 6 ANILOX RACLAS (Modo de Compatibilidad)Documento41 páginas6 ANILOX RACLAS (Modo de Compatibilidad)julipresident100% (2)
- Manual de MantenimientoDocumento72 páginasManual de MantenimientoSanches Maurito75% (4)
- Cajas Plegadizas 1Documento10 páginasCajas Plegadizas 1NataliaAún no hay calificaciones
- Glosario de PapelDocumento3 páginasGlosario de PapelBBA7300% (1)
- Industria PapeleraDocumento14 páginasIndustria Papeleraroberto gaviriaAún no hay calificaciones
- c3 Water Base Ink Training Feb 2021Documento61 páginasc3 Water Base Ink Training Feb 2021Victor MaldonadoAún no hay calificaciones
- Formulación y Evaluación de Tintas para Artes GráficasDocumento15 páginasFormulación y Evaluación de Tintas para Artes GráficasJose MagallanesAún no hay calificaciones
- Eficiencia Energetica de Una Papelera PDFDocumento77 páginasEficiencia Energetica de Una Papelera PDFBayronPalacioAún no hay calificaciones
- TROQUELADODocumento25 páginasTROQUELADOfabriockfpAún no hay calificaciones
- Capitulo 7Documento117 páginasCapitulo 7ingvic1Aún no hay calificaciones
- Cálculo de La Distorsión en La FlexografíaDocumento6 páginasCálculo de La Distorsión en La FlexografíaSergio TellezAún no hay calificaciones
- Empaques CartonDocumento21 páginasEmpaques CartonMaria Camila Medina EAún no hay calificaciones
- Imagen para Evaluacion de Prensas de La PIA-GATFDocumento24 páginasImagen para Evaluacion de Prensas de La PIA-GATFJhonAún no hay calificaciones
- Inen 2470Documento9 páginasInen 2470Fernando MoralesAún no hay calificaciones
- NTP - 067 Troqueladora y Minerva de Presión PlanaDocumento6 páginasNTP - 067 Troqueladora y Minerva de Presión PlanaDiego Fernando Trujiillo ValderramaAún no hay calificaciones
- Benchmarking Offset de Hoja 8.0Documento70 páginasBenchmarking Offset de Hoja 8.0Yeiser Rodriguez100% (1)
- Bandas y EmpujadoresDocumento12 páginasBandas y EmpujadoresEnrique Castrejon100% (1)
- Las 53 Variables Del Proceso de La SerigrafíaDocumento8 páginasLas 53 Variables Del Proceso de La Serigrafíacamarillo_erickAún no hay calificaciones
- El Papel de La ISO 12647-2Documento3 páginasEl Papel de La ISO 12647-2Manolo HidalgoAún no hay calificaciones
- T.P. #3 FlexografiaDocumento8 páginasT.P. #3 FlexografiaHugo AguileraAún no hay calificaciones
- OffsetDocumento10 páginasOffsetXio100% (1)
- FotolitografíaDocumento5 páginasFotolitografíaToto DueñasAún no hay calificaciones
- Flexografía BásicaDocumento29 páginasFlexografía BásicaJordi Boluda Valls100% (20)
- Desempeño SocialDocumento4 páginasDesempeño SocialJuan Andres GonzalezAún no hay calificaciones
- Solución de MojadoDocumento24 páginasSolución de MojadoJuan Andres GonzalezAún no hay calificaciones
- Solución de MojadoDocumento24 páginasSolución de MojadoJuan Andres GonzalezAún no hay calificaciones
- Modelado de Sistemas DinamicosDocumento48 páginasModelado de Sistemas DinamicosEfrain Anselmo0% (1)
- ApuntesDocumento310 páginasApuntesjetapiero88Aún no hay calificaciones
- Control InteligenteDocumento66 páginasControl InteligenteJuan Andres GonzalezAún no hay calificaciones
- Introducción (IA)Documento43 páginasIntroducción (IA)Juan Andres GonzalezAún no hay calificaciones
- Robotic A Industrial Sesion-1 PresentacionDeLaAsignatura 2011-IIDocumento39 páginasRobotic A Industrial Sesion-1 PresentacionDeLaAsignatura 2011-IIJuan Andres GonzalezAún no hay calificaciones
- No Ti CIADocumento7 páginasNo Ti CIAJuan Andres GonzalezAún no hay calificaciones
- Examen Operador de Calderas II para Colgar 2015Documento3 páginasExamen Operador de Calderas II para Colgar 2015lossalados100% (1)
- Reprogramar La Mente y Alimentar El EspírituDocumento3 páginasReprogramar La Mente y Alimentar El EspírituOlga AmarantaAún no hay calificaciones
- Salami tcm30-102766 PDFDocumento2 páginasSalami tcm30-102766 PDFAndree gamefileAún no hay calificaciones
- Partes de Un AndamioDocumento12 páginasPartes de Un AndamioMahu GhostbinoAún no hay calificaciones
- LISTERIA EN LA INDUSTRIA ALIMENTARIA ActualizadosDocumento9 páginasLISTERIA EN LA INDUSTRIA ALIMENTARIA ActualizadosChristian LopezAún no hay calificaciones
- El Paso PDFDocumento657 páginasEl Paso PDFjramos_117817Aún no hay calificaciones
- Ficha Técnica Cabina de DesinfeccionDocumento2 páginasFicha Técnica Cabina de DesinfeccionErick Sanchez100% (1)
- 1er Parcial 2021 PDFDocumento4 páginas1er Parcial 2021 PDFAitor GudielAún no hay calificaciones
- Historia Del Centro ComercialDocumento6 páginasHistoria Del Centro ComercialJoabel Jafet Rosado RosarioAún no hay calificaciones
- Devocional Semana 13-17 FebreroDocumento1 páginaDevocional Semana 13-17 FebreroDavid RicaurteAún no hay calificaciones
- EK201830935023Documento3 páginasEK201830935023Francisco RiascosAún no hay calificaciones
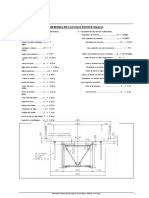
- Memoria de Calculo VigasDocumento51 páginasMemoria de Calculo VigasMick Tirado SilvaAún no hay calificaciones
- Los Océanos y Continentes - Guía de ActividadesDocumento3 páginasLos Océanos y Continentes - Guía de ActividadesAmaris Gonzalez100% (1)
- Humberto - Morales - Tarea 3Documento4 páginasHumberto - Morales - Tarea 3Humberto Morales AleuyAún no hay calificaciones
- En Busca Del Fin Del Mundo - Walter VasquezDocumento95 páginasEn Busca Del Fin Del Mundo - Walter VasquezpipasgAún no hay calificaciones
- Nccu-248 TrabajofinalDocumento6 páginasNccu-248 TrabajofinalLas Patas de Taehyung0% (1)
- Unidad 04 LM5Documento16 páginasUnidad 04 LM5Ruby Quintana EstrellaAún no hay calificaciones
- Horno TamborDocumento8 páginasHorno TamborLuciana RosesAún no hay calificaciones
- RESUMEN - Razón y Pasiones en La Ética de Hume.Documento5 páginasRESUMEN - Razón y Pasiones en La Ética de Hume.Montana MariaAún no hay calificaciones
- EL LIBRO NEGRO DEL COLONIALISMO Siglos XVI Al XXI: Del Exterminio Al Arrepentimiento (Ferro, Marc 2005)Documento1026 páginasEL LIBRO NEGRO DEL COLONIALISMO Siglos XVI Al XXI: Del Exterminio Al Arrepentimiento (Ferro, Marc 2005)Zoila Del Avellano Dorado100% (4)
- 1ºlos BienesDocumento20 páginas1ºlos BienesCastañón Beltran CarlosAún no hay calificaciones
- Historia de La Sal en El Ecuador PrecolombinoDocumento28 páginasHistoria de La Sal en El Ecuador PrecolombinoaugustogiralAún no hay calificaciones
- Sistema Manufactura - Tarea 1 Conceptos - Chable Chable Ivis ArturoDocumento6 páginasSistema Manufactura - Tarea 1 Conceptos - Chable Chable Ivis ArturoArturoAún no hay calificaciones
- Plan Del Juniorado. 2do. TrimestreDocumento3 páginasPlan Del Juniorado. 2do. TrimestreIsabel AntAún no hay calificaciones
- RNP ServiciosDocumento4 páginasRNP ServiciosPablo AlemánAún no hay calificaciones
- NT2 - Pensamiento Matemático: Nombre: - Fecha: Lunes 22 Marzo 2021Documento8 páginasNT2 - Pensamiento Matemático: Nombre: - Fecha: Lunes 22 Marzo 2021Gladys Delgado GodoyAún no hay calificaciones
- Dialnet BeneficiosYBarrerasPercibidosPorLasAdolescentesEmb 3835335 PDFDocumento12 páginasDialnet BeneficiosYBarrerasPercibidosPorLasAdolescentesEmb 3835335 PDFcrysthianAún no hay calificaciones
- 00 Actividad Diario de PrácticasDocumento27 páginas00 Actividad Diario de Prácticasnuria ruizAún no hay calificaciones
- Mynor Siguí, Ensayo 1 MA Políiticas INAPDocumento13 páginasMynor Siguí, Ensayo 1 MA Políiticas INAPMynor SiguiAún no hay calificaciones
- Diferencias y Similitudes en Los Productos de Los Estándares Ec0301 y Ec0217Documento2 páginasDiferencias y Similitudes en Los Productos de Los Estándares Ec0301 y Ec0217Guadalupe Rojas100% (1)