También podría gustarte
- 1000 Frases Más Usadas en InglesDocumento15 páginas1000 Frases Más Usadas en Inglescavalango88% (8)
- Diseño para La Fundición de Moldes DesechablesDocumento5 páginasDiseño para La Fundición de Moldes DesechablesElvis Javier Marcillo LozaAún no hay calificaciones
- Tuto Mastercam X5Documento86 páginasTuto Mastercam X5Diego Vanegas95% (22)
- Tuto Mastercam X5Documento86 páginasTuto Mastercam X5Diego Vanegas95% (22)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Ciclos de Mecanizado (FANUC) PDFDocumento20 páginasCiclos de Mecanizado (FANUC) PDFEduardo Aleman Reyna100% (7)
- Ciclos de Mecanizado (FANUC) PDFDocumento20 páginasCiclos de Mecanizado (FANUC) PDFEduardo Aleman Reyna100% (7)
- Codigos de Error en Aire Acondicionado PRIME InverterDocumento2 páginasCodigos de Error en Aire Acondicionado PRIME InverterJuan Francisco Martinez Cortes67% (3)
- Modulo 2 - Estudio de CasoDocumento18 páginasModulo 2 - Estudio de CasoPs. Leyla Contreras MoralesAún no hay calificaciones
- Proteccion Contra El DeterioroDocumento10 páginasProteccion Contra El DeterioroAlfredoAún no hay calificaciones
- Moldes PermanentesDocumento16 páginasMoldes PermanentesÓscar E LeónAún no hay calificaciones
- Uveg - Formato Eficiencia de Balanceo de LíneaDocumento4 páginasUveg - Formato Eficiencia de Balanceo de LíneaEduardo Aleman Reyna25% (4)
- Cap 22 Oper. de MecanizadoDocumento37 páginasCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- Practica de Forja 1Documento11 páginasPractica de Forja 1rockv13264% (11)
- 40 PreguntasDocumento6 páginas40 PreguntasHernan Hernandez EscuderoAún no hay calificaciones
- Cuestionario Repaso MaquinasDocumento8 páginasCuestionario Repaso Maquinasasdasdasd23100% (1)
- Solid Works-Chapa Metálica y Piezas SoldadasDocumento219 páginasSolid Works-Chapa Metálica y Piezas Soldadasrianco3776397% (38)
- Práctica Forja CincelDocumento5 páginasPráctica Forja CincelAdan BarreraAún no hay calificaciones
- Equipos mecánicos de moldeo: máquinas de percusión, prensado y másDocumento14 páginasEquipos mecánicos de moldeo: máquinas de percusión, prensado y másemifer167% (3)
- Clasificación de Los Procesos de ConformadoDocumento17 páginasClasificación de Los Procesos de ConformadoXimena Mejia Medina100% (1)
- Practica 12 TroqueladoDocumento6 páginasPractica 12 TroqueladoJose Antonio RamirezAún no hay calificaciones
- Curso Instrumentos Medición 40Documento21 páginasCurso Instrumentos Medición 40enzogs0% (1)
- Preguntas Troquelado y PunzonadoDocumento2 páginasPreguntas Troquelado y PunzonadoFrancisco Colorado100% (1)
- Salida Del Aire de Los Moldes Por InyeccionDocumento4 páginasSalida Del Aire de Los Moldes Por Inyeccionmancho3333Aún no hay calificaciones
- Aprende A Programar Tornos CNC PDFDocumento92 páginasAprende A Programar Tornos CNC PDFEduardo Aleman Reyna100% (1)
- N 9 Labo InoDocumento9 páginasN 9 Labo InoFrank GocheAún no hay calificaciones
- Cuestionario ManufacturaDocumento4 páginasCuestionario ManufacturaAndrea De Castilla ReyesAún no hay calificaciones
- Cuestionario 11Documento4 páginasCuestionario 11Paola Olmos PolAún no hay calificaciones
- Cuestionario FundicionesDocumento6 páginasCuestionario FundicionesGabriela Diaz100% (1)
- 15Documento3 páginas15luis cordovaAún no hay calificaciones
- Wa0002Documento3 páginasWa0002juanAún no hay calificaciones
- Fallas herramientas corteDocumento1 páginaFallas herramientas corteAlejandro LiraAún no hay calificaciones
- El Proceso de Rechazado Consiste en Tres EtapasDocumento1 páginaEl Proceso de Rechazado Consiste en Tres EtapasGRACIELA QUISPE HUAMANAún no hay calificaciones
- CUESTIONARIO CAP 30 - ManufacturaDocumento19 páginasCUESTIONARIO CAP 30 - ManufacturaAdrian LazcanoAún no hay calificaciones
- Novena SemanaDocumento17 páginasNovena Semanadaniel ramosAún no hay calificaciones
- Cuestionario 14Documento3 páginasCuestionario 14Julio AlmanzaAún no hay calificaciones
- Ángulos de CorteDocumento11 páginasÁngulos de CorteEduardo CM100% (1)
- Qué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónDocumento14 páginasQué Motivos Pueden Existir para Que La Operación de Mecanizado Sea Más Costosa Que Otros Procesos de FabricaciónKevin Gil100% (1)
- Modelos y CorazonesDocumento4 páginasModelos y CorazonesLuzAnguianoAún no hay calificaciones
- Proceso de CizalladoDocumento7 páginasProceso de CizalladoJonathan ChoraAún no hay calificaciones
- Fundición en Moldes MetálicosDocumento3 páginasFundición en Moldes MetálicosArmando DiazAún no hay calificaciones
- Linea de Tiempo Procesos de FabricacionDocumento7 páginasLinea de Tiempo Procesos de FabricacionAlfredo Cardenas Del AngelAún no hay calificaciones
- Preguntas de Repaso Capitulo 22Documento7 páginasPreguntas de Repaso Capitulo 22jossue100% (1)
- Los Tres Tipos Básicos de Operaciones Con Laminas MetálicasDocumento1 páginaLos Tres Tipos Básicos de Operaciones Con Laminas Metálicaspui9567% (3)
- Introduccion de ForjaDocumento13 páginasIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- CuestionarioDocumento5 páginasCuestionarioPedro Puyol80% (5)
- Diseño y Conformacion de MoldesDocumento11 páginasDiseño y Conformacion de MoldesAngel L. MoralesAún no hay calificaciones
- 3.3 Formacion y Tipos de VirutaDocumento8 páginas3.3 Formacion y Tipos de VirutaeduardoAún no hay calificaciones
- Cuestionario Del TornoDocumento5 páginasCuestionario Del TornoSabrina CastilloAún no hay calificaciones
- Cuestionario 3 2020 e Tecnologia de Los MetalesDocumento14 páginasCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaAún no hay calificaciones
- Modelos Removibles y DesechablesDocumento6 páginasModelos Removibles y Desechableshugo0% (1)
- Cuestionario Parte 10 y 13Documento15 páginasCuestionario Parte 10 y 13diego andres oviedo tapiasAún no hay calificaciones
- Extrusión por impacto: ventajas frente a forja, fundición y subconjuntosDocumento3 páginasExtrusión por impacto: ventajas frente a forja, fundición y subconjuntosAdrián RodríguezAún no hay calificaciones
- Velocidades, herramientas y profundidades de corte en mecanizadoDocumento6 páginasVelocidades, herramientas y profundidades de corte en mecanizadoRoberto Jair Arteaga ValenzuelaAún no hay calificaciones
- Tareas Cuestionario ScheyCh10 KalpakjianCh16 GrooverCh20 NRC5470Documento6 páginasTareas Cuestionario ScheyCh10 KalpakjianCh16 GrooverCh20 NRC5470Andres TipanAún no hay calificaciones
- Avellanado, Abocardado, EscariadoDocumento4 páginasAvellanado, Abocardado, EscariadoAllen Wilchez25% (4)
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoDocumento7 páginasPROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Practica de CizalladoDocumento6 páginasPractica de CizalladoIvan SanchezAún no hay calificaciones
- Practica Cizallado y RoladoDocumento9 páginasPractica Cizallado y RoladocarrascoAún no hay calificaciones
- Cuestionario CHAPA P2Documento9 páginasCuestionario CHAPA P2Jonathan Araya CarvajalAún no hay calificaciones
- Mecanismos de Endurecimiento Por DeformaciónDocumento53 páginasMecanismos de Endurecimiento Por DeformaciónJr Colmenares50% (2)
- Preguntas Capitulo 11 KalpajjianDocumento4 páginasPreguntas Capitulo 11 KalpajjianIvoSeguraCamacho100% (1)
- Informe Refrentado y CilindradoDocumento9 páginasInforme Refrentado y CilindradoXavi ArmijosAún no hay calificaciones
- Cuestionario Mec 242Documento10 páginasCuestionario Mec 242Francisco PinedoAún no hay calificaciones
- DinamicaDocumento7 páginasDinamicaEdwin Anibal Abreu Santana100% (1)
- La Soldadura Por Resistencia Por CosturaDocumento13 páginasLa Soldadura Por Resistencia Por CosturaJose Eduardo Tapia MartinezAún no hay calificaciones
- Cuestionario 3 - Fresado y Otros ProcesosDocumento4 páginasCuestionario 3 - Fresado y Otros ProcesosSofía BaldiocedaAún no hay calificaciones
- Troquelado y DobladoDocumento15 páginasTroquelado y DobladoJulio Escobar MendezAún no hay calificaciones
- Trabajo TroquelDocumento9 páginasTrabajo Troquelkike_manganoAún no hay calificaciones
- Procesos Realizados en LaminaDocumento8 páginasProcesos Realizados en LaminaThe PUNISHERAún no hay calificaciones
- Estampado y troqueladoDocumento11 páginasEstampado y troqueladoKilvin Jose Zabala Salazar100% (1)
- TROQUELADODocumento10 páginasTROQUELADOJorge AmparezAún no hay calificaciones
- Deu Sistemas CadcncDocumento44 páginasDeu Sistemas CadcncEduardo Aleman ReynaAún no hay calificaciones
- Tecnologia y Equipamiento para La Opcion Educativa VirtualDocumento2 páginasTecnologia y Equipamiento para La Opcion Educativa VirtualEduardo Aleman ReynaAún no hay calificaciones
- Ingles Uveg PDFDocumento5 páginasIngles Uveg PDFEduardo Aleman ReynaAún no hay calificaciones
- Ing Gestion Industrial PDFDocumento1 páginaIng Gestion Industrial PDFDaniel GuerrreoAún no hay calificaciones
- Sesión Capacitacion InstructorDocumento13 páginasSesión Capacitacion InstructorEduardo Aleman ReynaAún no hay calificaciones
- BENEFICIARIOS - 1era EtapaDocumento733 páginasBENEFICIARIOS - 1era EtapaEduardo Aleman ReynaAún no hay calificaciones
- 96-ES8910 LatheDocumento460 páginas96-ES8910 LatheEduardo Aleman ReynaAún no hay calificaciones
- Modelos de programación lineal para asignación de recursos y transporteDocumento12 páginasModelos de programación lineal para asignación de recursos y transporteMargarita Rojas AvilaAún no hay calificaciones
- Vacantes LinaresDocumento5 páginasVacantes LinaresEduardo Aleman ReynaAún no hay calificaciones
- Si U1 Aa2 Ea2 FormatoDocumento5 páginasSi U1 Aa2 Ea2 FormatoEduardo Aleman ReynaAún no hay calificaciones
- MastercamDocumento1 páginaMastercamEduardo Aleman ReynaAún no hay calificaciones
- CV Ing. Fernando AdameDocumento1 páginaCV Ing. Fernando AdameEduardo Aleman ReynaAún no hay calificaciones
- Maquinados CNC: Por Eduardo Alemán Uso ExclusivoDocumento69 páginasMaquinados CNC: Por Eduardo Alemán Uso ExclusivoEduardo Aleman ReynaAún no hay calificaciones
- SP U2 EA3 Formato-ExcelDocumento19 páginasSP U2 EA3 Formato-ExcelEduardo Aleman Reyna33% (3)
- CV Ing. Fernando AdameDocumento1 páginaCV Ing. Fernando AdameEduardo Aleman ReynaAún no hay calificaciones
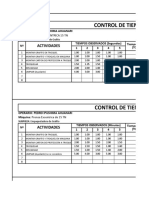
- Control de TiemposDocumento21 páginasControl de TiemposEduardo Aleman ReynaAún no hay calificaciones
- Solidworks ÍndiceDocumento11 páginasSolidworks ÍndicePaola SensecomplicacionsAún no hay calificaciones
- Guia Aprendizaje InventorDocumento25 páginasGuia Aprendizaje InventorEduardo Aleman ReynaAún no hay calificaciones
- Plan Ut Sistemas de ProduccionDocumento2 páginasPlan Ut Sistemas de ProduccionEduardo Aleman ReynaAún no hay calificaciones
- Pro NombresDocumento7 páginasPro NombresEduardo Aleman ReynaAún no hay calificaciones
- Tabla de Doble EntradaDocumento2 páginasTabla de Doble EntradaCompunet ZaragozaAún no hay calificaciones
- III EXPERIENCIA DE APRENDIZAJE - ACT 4 - 3° y 4° GRADODocumento6 páginasIII EXPERIENCIA DE APRENDIZAJE - ACT 4 - 3° y 4° GRADOJuan Antonio Anaya MoreyraAún no hay calificaciones
- El Hombre UnidimensionalDocumento2 páginasEl Hombre UnidimensionalIvan VanegasAún no hay calificaciones
- Problemas de Filtros ActivosDocumento54 páginasProblemas de Filtros ActivosBranco Costa OrtegaAún no hay calificaciones
- FM - Superhéroes y SuperheroínasDocumento3 páginasFM - Superhéroes y SuperheroínasINESAún no hay calificaciones
- AEREOTRIANGULACIONDocumento4 páginasAEREOTRIANGULACIONDaniel Arando ChoqueAún no hay calificaciones
- Termodinámica de Gases y Vapores: Compresor de PistónDocumento5 páginasTermodinámica de Gases y Vapores: Compresor de PistónYovana GamezAún no hay calificaciones
- Industrias Reunidas OmegaDocumento5 páginasIndustrias Reunidas OmegaSholanch Guere EufracioAún no hay calificaciones
- 21 de FebreroDocumento18 páginas21 de FebreroDanza LibreAún no hay calificaciones
- GerminaciónPlantaDocumento21 páginasGerminaciónPlantaCesar Augusto Felix BernaolaAún no hay calificaciones
- Ejercicios para FluidsimDocumento10 páginasEjercicios para FluidsimJuan GabrielAún no hay calificaciones
- Practica13 Gauss-JordanDocumento4 páginasPractica13 Gauss-JordanSalvador DuranAún no hay calificaciones
- Teoria de Graficos Esquemas y BosquejosDocumento2 páginasTeoria de Graficos Esquemas y BosquejosMariana PonceAún no hay calificaciones
- Unidad 3 Presupuesto e ImpuestoDocumento26 páginasUnidad 3 Presupuesto e ImpuestoLaura Cedeño de Rodriguez100% (1)
- MODISTERIADocumento4 páginasMODISTERIAdorisAún no hay calificaciones
- Cootad en El Registro Oficial 303Documento112 páginasCootad en El Registro Oficial 303Virgilio Hernández EnríquezAún no hay calificaciones
- Expo Rio PanceDocumento6 páginasExpo Rio PanceLaura ValenciaAún no hay calificaciones
- Rúbrica Álbum - Emilia en Chiloé.Documento2 páginasRúbrica Álbum - Emilia en Chiloé.Sebastian100% (2)
- Aisladores EléctricosDocumento13 páginasAisladores EléctricosCristopher Chiroque100% (2)
- Eduardo Esteban Ramos Gutiérrez Id - 359919 Derecho Campus Villavicencio. Meta 2020Documento72 páginasEduardo Esteban Ramos Gutiérrez Id - 359919 Derecho Campus Villavicencio. Meta 2020Juanma Rojas GutierrezAún no hay calificaciones
- Actividad 2 Mod. 1Documento3 páginasActividad 2 Mod. 1KevinAún no hay calificaciones
- Constancia de Compromiso Del EstudianteDocumento8 páginasConstancia de Compromiso Del EstudianteMartinz Eduard RojasAún no hay calificaciones
- U4 - T3 - Tasa Marginal de Sustitución TécnicaDocumento11 páginasU4 - T3 - Tasa Marginal de Sustitución TécnicaEduardo UmanzorAún no hay calificaciones
- 1ºaño - Semana 23.matematicaDocumento7 páginas1ºaño - Semana 23.matematicaSueños de LunaAún no hay calificaciones
- Encuesta de Tienda VirtualDocumento1 páginaEncuesta de Tienda VirtualJaz AcevedoAún no hay calificaciones
- 1 Sociales SEC IMPRENTA CompletoDocumento27 páginas1 Sociales SEC IMPRENTA CompletoDaniel NavarroAún no hay calificaciones
- 3er Tetra Teorias de La Personalidad IDocumento2 páginas3er Tetra Teorias de La Personalidad IDavidVargasAún no hay calificaciones