También podría gustarte
- Varillas de Perfo PDFDocumento100 páginasVarillas de Perfo PDFRicardo LeonAún no hay calificaciones
- Gestion de CalidadDocumento223 páginasGestion de CalidadAnamaria Aldana CastellanosAún no hay calificaciones
- Mejora para El Proceso de Transformación de Vidrio en Incolvit LtdaDocumento150 páginasMejora para El Proceso de Transformación de Vidrio en Incolvit LtdaCamilo OrtizAún no hay calificaciones
- Galvanica InformacionDocumento396 páginasGalvanica InformacionTravis Clark100% (1)
- Estudio de Factibilidad para El Incremento de La Producción de Panela en La Finca "El Gran Pedregal", Pandi, CundinamarcaDocumento104 páginasEstudio de Factibilidad para El Incremento de La Producción de Panela en La Finca "El Gran Pedregal", Pandi, CundinamarcaJeny Cruz cardenasAún no hay calificaciones
- PerforacionDocumento100 páginasPerforacionYohana SanchezAún no hay calificaciones
- 141248Documento248 páginas141248José G Colmenarez CorderoAún no hay calificaciones
- PDFDocumento213 páginasPDFOtilia Cabrera gomezAún no hay calificaciones
- Modelo de gestión de capacidades logísticas en la cadena de suministro agroindustrial frutícolaDocumento173 páginasModelo de gestión de capacidades logísticas en la cadena de suministro agroindustrial frutícolaMoreno EduardoAún no hay calificaciones
- Diseño Guia HerramientaDocumento71 páginasDiseño Guia HerramientaLuis Carlos RodriguezAún no hay calificaciones
- Propuesta Mejoramiento ProduccionDocumento101 páginasPropuesta Mejoramiento ProduccionLeidy Uribe LopezAún no hay calificaciones
- Foda 12 PDFDocumento163 páginasFoda 12 PDFWilson Jovanny Echeverria ReveloAún no hay calificaciones
- Correcciones 2024Documento66 páginasCorrecciones 2024alexanderpascal326Aún no hay calificaciones
- Trabajo de Grado: Escuela Militar de Ingeniería Mcal. Antonio José de Sucre "Bolivia"Documento159 páginasTrabajo de Grado: Escuela Militar de Ingeniería Mcal. Antonio José de Sucre "Bolivia"Jorge lucho CallesitoAún no hay calificaciones
- Proyecto Comuna 4Documento68 páginasProyecto Comuna 4Angie LIs CotaMitoAún no hay calificaciones
- 144204Documento208 páginas144204Laplayita MediaAún no hay calificaciones
- Horno ColombiaDocumento86 páginasHorno ColombiaIvan RiAún no hay calificaciones
- Portafolios Diseño de La ProducciónDocumento39 páginasPortafolios Diseño de La ProducciónGeovany TacamAún no hay calificaciones
- Estudio de Factibilidad para La Producción de Bolsas de PL PDFDocumento193 páginasEstudio de Factibilidad para La Producción de Bolsas de PL PDFgalatrongalacticoAún no hay calificaciones
- Tesis 281Documento185 páginasTesis 281CLAUDIA BRIGHIT AGURTO ROJASAún no hay calificaciones
- Plan Mejora Desperdicio Impresion Artes Reyes 2014Documento138 páginasPlan Mejora Desperdicio Impresion Artes Reyes 2014alejandroAún no hay calificaciones
- Propuesta montaje centro distribución lentes CuencaDocumento98 páginasPropuesta montaje centro distribución lentes CuencaRubén BarreraAún no hay calificaciones
- Rehabilitación de 3400m2 de vías locales con reciclaje en fríoDocumento79 páginasRehabilitación de 3400m2 de vías locales con reciclaje en fríoJoan ChinoAún no hay calificaciones
- Automatizacion Del Proceso de Corte en Una Empresa de Calzado Jhonatan Díaz HerreraDocumento101 páginasAutomatizacion Del Proceso de Corte en Una Empresa de Calzado Jhonatan Díaz HerreraDarwinAún no hay calificaciones
- Cuellos de BotellaDocumento0 páginasCuellos de BotellaElena Eva Quiroz CuevaAún no hay calificaciones
- Análisis y mejora del proceso logístico de distribución de Ponqué RamosDocumento346 páginasAnálisis y mejora del proceso logístico de distribución de Ponqué RamosJuan Ka GonzalezAún no hay calificaciones
- Plan de negocios tienda virtual ropa playera CartagenaDocumento130 páginasPlan de negocios tienda virtual ropa playera CartagenasolAún no hay calificaciones
- Estudio factibilidad empresa jabón aceite cocina CaliDocumento171 páginasEstudio factibilidad empresa jabón aceite cocina Calijavier100% (1)
- Tes 808Documento221 páginasTes 808ALEXANDERCRUSHAún no hay calificaciones
- Gestión de mantenimiento StantonDocumento29 páginasGestión de mantenimiento StantonJhon BernalAún no hay calificaciones
- Estudio Factibilidad Creacion PDFDocumento161 páginasEstudio Factibilidad Creacion PDFAndersonJMorenoAún no hay calificaciones
- Camargo Cris Tancho Paola Andrea 2017Documento56 páginasCamargo Cris Tancho Paola Andrea 2017Vicente Martin MoraAún no hay calificaciones
- Marco Teorico de Ricardo Terrazas PradoDocumento70 páginasMarco Teorico de Ricardo Terrazas PradoRicardo TerrazasAún no hay calificaciones
- Creación de Una Empresa Comercializadora Internacional de JoyasDocumento234 páginasCreación de Una Empresa Comercializadora Internacional de JoyasAmy LeeAún no hay calificaciones
- Pollo PDFDocumento239 páginasPollo PDFMari GarcíaAún no hay calificaciones
- 2. PROYECTO DE GRADO FINAL (1)Documento155 páginas2. PROYECTO DE GRADO FINAL (1)juan sebastian lizcano zambranoAún no hay calificaciones
- Plan de Control ViguetasDocumento330 páginasPlan de Control ViguetasJuan SánchezAún no hay calificaciones
- Tesis R&RDocumento67 páginasTesis R&RGerman OcampoAún no hay calificaciones
- Especificaciones TecnicasDocumento13 páginasEspecificaciones TecnicasCarlos Olivares ZegarraAún no hay calificaciones
- Mich OcdDocumento144 páginasMich OcdEzequiel Vera100% (1)
- Reyes Carlos, Regifo German 2020Documento143 páginasReyes Carlos, Regifo German 2020javier cardenasAún no hay calificaciones
- Trabajo de Grado Valentina PosadaDocumento85 páginasTrabajo de Grado Valentina PosadaJhon Alarcon JaramilloAún no hay calificaciones
- TG DobladoraDocumento133 páginasTG DobladoraDavid Esteban Caicedo Pazos100% (2)
- Informe Final Tratamientos TermicosDocumento65 páginasInforme Final Tratamientos TermicosKELLY EPIA100% (2)
- Manual BPM ItalcolDocumento112 páginasManual BPM ItalcolFrancisco Alfonso Durán MaldonadoAún no hay calificaciones
- Empanadasproceso ProduccionDocumento135 páginasEmpanadasproceso ProduccionCarlos Jhair Perez BravoAún no hay calificaciones
- 2016 I Tesis Avance 2Documento45 páginas2016 I Tesis Avance 2Cesar Javier Herrera SantosAún no hay calificaciones
- Examen Final Hidrahands PDFDocumento68 páginasExamen Final Hidrahands PDFXimena SilvaAún no hay calificaciones
- Procesos Industriales 2017Documento136 páginasProcesos Industriales 2017David Arias100% (1)
- Propuesta de Mejora para Reducir El Porcentaje de Producto No Conforme Del Área de MicroinyecciónDocumento73 páginasPropuesta de Mejora para Reducir El Porcentaje de Producto No Conforme Del Área de MicroinyecciónAndreina YuCra100% (1)
- Pasteleria VicroriaDocumento251 páginasPasteleria VicroriaClaudio choque100% (1)
- Creación de Un Laboratorio Cerámico para Realizar Análisis Primarios de Materias Primas en Empresas CerámicasDocumento28 páginasCreación de Un Laboratorio Cerámico para Realizar Análisis Primarios de Materias Primas en Empresas CerámicascimacAún no hay calificaciones
- Nivel de Exposición A Material Particulado de Los Trabajadores en El Proceso de Molienda de Arcilla de La Empresa Ladrillera Los Cerros S.A. KM 34 Vía Montería - Planeta RicaDocumento54 páginasNivel de Exposición A Material Particulado de Los Trabajadores en El Proceso de Molienda de Arcilla de La Empresa Ladrillera Los Cerros S.A. KM 34 Vía Montería - Planeta Ricatatiana simancaAún no hay calificaciones
- Londono Cepeda Monica Patricia 2012Documento189 páginasLondono Cepeda Monica Patricia 2012Mariel MarrufoAún no hay calificaciones
- CusianaDocumento97 páginasCusianajulian.joyaAún no hay calificaciones
- Propuesta Desperdicio Plomo Empresa Energia Garcia 2014 PDFDocumento74 páginasPropuesta Desperdicio Plomo Empresa Energia Garcia 2014 PDFMelida Yirleis Diaz TabordaAún no hay calificaciones
- Desarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoDe EverandDesarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoAún no hay calificaciones
- Tendencias de la investigación en ingeniería ambientalDe EverandTendencias de la investigación en ingeniería ambientalCalificación: 5 de 5 estrellas5/5 (1)
- Robótica y domótica básica con Arduino: Contiene 28 prácticas explicadasDe EverandRobótica y domótica básica con Arduino: Contiene 28 prácticas explicadasAún no hay calificaciones
- Circuitos Integrados Digitales CMOS: Análisis y DiseñoDe EverandCircuitos Integrados Digitales CMOS: Análisis y DiseñoAún no hay calificaciones
- Modelonliquidacinnnncontrato 155e8a70589d9aaDocumento4 páginasModelonliquidacinnnncontrato 155e8a70589d9aaSebastian MendozaAún no hay calificaciones
- Angelica PerezDocumento1 páginaAngelica PerezCarlos MaestreAún no hay calificaciones
- Des Car GableDocumento37 páginasDes Car GableYimmy Alexander Parra MarulandaAún no hay calificaciones
- Incidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico RetiqDocumento4 páginasIncidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico RetiqSebastian MendozaAún no hay calificaciones
- Estudio de Caso: Liquidando Un Contrato LaboralDocumento1 páginaEstudio de Caso: Liquidando Un Contrato LaboralSebastian MendozaAún no hay calificaciones
- Ejercicio de AplicaciónDocumento2 páginasEjercicio de AplicaciónSebastian MendozaAún no hay calificaciones
- Conoce tu consumo energético hogar simuladorDocumento7 páginasConoce tu consumo energético hogar simuladorSebastian MendozaAún no hay calificaciones
- Estudio de Caso: Terminación de Un ContratoDocumento1 páginaEstudio de Caso: Terminación de Un ContratoSebastian MendozaAún no hay calificaciones
- INFORMEDocumento3 páginasINFORMESebastian MendozaAún no hay calificaciones
- HerramientasinformaticasDocumento24 páginasHerramientasinformaticasjaviticolombia100% (1)
- Incidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico Retiq2Documento6 páginasIncidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico Retiq2Sebastian MendozaAún no hay calificaciones
- Actividad Recivos PDFDocumento4 páginasActividad Recivos PDFSebastian MendozaAún no hay calificaciones
- Incidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico RetiqDocumento4 páginasIncidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico RetiqSebastian MendozaAún no hay calificaciones
- Actividad Recivos PDFDocumento4 páginasActividad Recivos PDFSebastian MendozaAún no hay calificaciones
- Respetada Señora Martha Marín Teniendo en Cuenta El Cumplimiento Al Derecho de Defensa Que Tiene Todo Empleado Me Permito Informarle Que Se Deberá Presentar El Día 14 Del Mes Abril Año 2020 A Las 3Documento3 páginasRespetada Señora Martha Marín Teniendo en Cuenta El Cumplimiento Al Derecho de Defensa Que Tiene Todo Empleado Me Permito Informarle Que Se Deberá Presentar El Día 14 Del Mes Abril Año 2020 A Las 3Sebastian MendozaAún no hay calificaciones
- Ejercicio de AplicaciónDocumento2 páginasEjercicio de AplicaciónSebastian MendozaAún no hay calificaciones
- Respetada Señora Martha Marín Teniendo en Cuenta El Cumplimiento Al Derecho de Defensa Que Tiene Todo Empleado Me Permito Informarle Que Se Deberá Presentar El Día 14 Del Mes Abril Año 2020 A Las 3Documento3 páginasRespetada Señora Martha Marín Teniendo en Cuenta El Cumplimiento Al Derecho de Defensa Que Tiene Todo Empleado Me Permito Informarle Que Se Deberá Presentar El Día 14 Del Mes Abril Año 2020 A Las 3Sebastian MendozaAún no hay calificaciones
- Incidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico Retiq2Documento6 páginasIncidencia de La Eficiencia Energética y Su Aplicación Segúnreglamento Técnico Retiq2Sebastian MendozaAún no hay calificaciones
- Excel Basic Cap10Documento2 páginasExcel Basic Cap10jhuniorAún no hay calificaciones
- Universidad Politécnica Salesiana PDFDocumento211 páginasUniversidad Politécnica Salesiana PDFLuis ProyectodetesisytesisAún no hay calificaciones
- Proyecto de GradoDocumento319 páginasProyecto de GradoSebastian MendozaAún no hay calificaciones
- Informe Sostenibilidad RENAULT Sofasa2016Documento46 páginasInforme Sostenibilidad RENAULT Sofasa2016Dianita ZuárezAún no hay calificaciones
- Estudio de Métodos y Tiempos en La Planta de Producción de La EmpresaDocumento54 páginasEstudio de Métodos y Tiempos en La Planta de Producción de La EmpresaJohan ValeraAún no hay calificaciones
- Conocimientos Básicos de Eficiencia PDFDocumento26 páginasConocimientos Básicos de Eficiencia PDFluskiss2003Aún no hay calificaciones
- Estudio de Métodos y Tiempos en La Comercializadora Herluz S.a.SDocumento50 páginasEstudio de Métodos y Tiempos en La Comercializadora Herluz S.a.SAlvaro GiraldoAún no hay calificaciones
- Ejercicios FiltraciónDocumento5 páginasEjercicios FiltraciónSebastian MendozaAún no hay calificaciones
- Proyecto de TesisDocumento95 páginasProyecto de TesisJESÚS GABRIEL VIGIL SÁNCHEZAún no hay calificaciones
- Mejoramiento de Los Procesos Productivos de La Empresa Accecol Ltda.Documento132 páginasMejoramiento de Los Procesos Productivos de La Empresa Accecol Ltda.Sebastian MendozaAún no hay calificaciones
- Instituto Politécnico Nacional: Propuesta de Estandarización de Procesos T E S I SDocumento80 páginasInstituto Politécnico Nacional: Propuesta de Estandarización de Procesos T E S I SSebastian MendozaAún no hay calificaciones
- Desconsuelo Al Amanecer - Alejandra AndradeDocumento374 páginasDesconsuelo Al Amanecer - Alejandra AndradeLaura GutièrrezAún no hay calificaciones
- Fase 4 Trabajo Colaborativo Unidad 2 Grupo311Documento9 páginasFase 4 Trabajo Colaborativo Unidad 2 Grupo311steventorres7404Aún no hay calificaciones
- ISO 9001 - 2015 de AmazonDocumento5 páginasISO 9001 - 2015 de AmazonAntonio MayoralAún no hay calificaciones
- Infectología IIDocumento4 páginasInfectología IIyasmil davilaAún no hay calificaciones
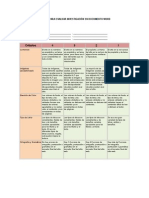
- Rubrica para Evaluar Investigacin en WordDocumento1 páginaRubrica para Evaluar Investigacin en Wordapi-257093331Aún no hay calificaciones
- X BroncosDocumento208 páginasX BroncosAndrea Peláez Chica100% (1)
- Mcdonald Cultura OrganizacionalDocumento2 páginasMcdonald Cultura OrganizacionalJhon Campoverde20% (5)
- Eritroenzimopatias Hereditarias PDFDocumento15 páginasEritroenzimopatias Hereditarias PDFRODOLFO ORTIZAún no hay calificaciones
- Síndrome WAGR Por Deleción en Heterocigosis Del Gen WT1. Caso Clínico PediátricoDocumento4 páginasSíndrome WAGR Por Deleción en Heterocigosis Del Gen WT1. Caso Clínico PediátricoLaura Sanchez SuarezAún no hay calificaciones
- Informe Final Pistas Veredas Licapa OkDocumento78 páginasInforme Final Pistas Veredas Licapa OkCristian FernandezAún no hay calificaciones
- Trabajo Final Eventos Deportivos.Documento8 páginasTrabajo Final Eventos Deportivos.Jorge Daniel Cifuentes SepulvedaAún no hay calificaciones
- Manual Inmunizaciones API2017 Print4abr2017-3Documento348 páginasManual Inmunizaciones API2017 Print4abr2017-3Marcos Quispe KapaAún no hay calificaciones
- Comprobacion de Desgaste en El MotorDocumento35 páginasComprobacion de Desgaste en El MotorMoises Garcia80% (5)
- Energía eólica: historia, ventajas y situación actual en el PerúDocumento23 páginasEnergía eólica: historia, ventajas y situación actual en el PerúLuz UpiachihuaAún no hay calificaciones
- Enfermedades Del Sistema MuscularDocumento6 páginasEnfermedades Del Sistema MuscularSnaider GodinAún no hay calificaciones
- Cuestionario sobre funciones básicas de Microsoft WordDocumento3 páginasCuestionario sobre funciones básicas de Microsoft WordRuth PerezAún no hay calificaciones
- Trabadas Tomo IDocumento28 páginasTrabadas Tomo IYulian159 NoseAún no hay calificaciones
- 31.-Modelo de Escrito Solicitando Corrección Por Error Material en Nombre Del Investigado en Delito de Violencia y Resistencia A La AutoridadDocumento1 página31.-Modelo de Escrito Solicitando Corrección Por Error Material en Nombre Del Investigado en Delito de Violencia y Resistencia A La AutoridadBrinsley Alonso Mayorga Gamboa100% (2)
- Masas - Renales - Imagen DiagnósticaDocumento22 páginasMasas - Renales - Imagen DiagnósticaramonAún no hay calificaciones
- ¿Qué Es Ganoderma?Documento22 páginas¿Qué Es Ganoderma?EdgarBusiness100% (1)
- Psilocibes ThemushroomsDocumento255 páginasPsilocibes Themushroomsfred sanAún no hay calificaciones
- Analisis de Intersecciones C 00 1PBDocumento5 páginasAnalisis de Intersecciones C 00 1PBmarco antonio arroyo ortegaAún no hay calificaciones
- Problemas de Ciclones 2.0Documento10 páginasProblemas de Ciclones 2.0Joana ValeraAún no hay calificaciones
- Reglamentode EnchufesytomacorrientesDocumento33 páginasReglamentode EnchufesytomacorrientesSegundo Teofilo Cadenillas CabanillasAún no hay calificaciones
- PETS 022 Montaje de Escaleras MetalicasDocumento6 páginasPETS 022 Montaje de Escaleras MetalicasJennifer She PazAún no hay calificaciones
- Trabajo - Arbol de ProblemasDocumento6 páginasTrabajo - Arbol de ProblemasJessi Casilla ApazaAún no hay calificaciones
- 08 Liahona Agosto 1981Documento161 páginas08 Liahona Agosto 1981Franco GuillenAún no hay calificaciones
- Lavado Clínico de Manos e Higiene de Manos CompressedDocumento36 páginasLavado Clínico de Manos e Higiene de Manos CompressedLuisa CamposAún no hay calificaciones
- El Mundo Era Tan Reciente, Que Muchas Cosas Carecían de Nombre, y para Mencionarlas Había Que Señarlarlas Con El Dedo.-Cien Años de Soledad de Gabriel García Marquez.Documento2 páginasEl Mundo Era Tan Reciente, Que Muchas Cosas Carecían de Nombre, y para Mencionarlas Había Que Señarlarlas Con El Dedo.-Cien Años de Soledad de Gabriel García Marquez.Ross GallegosAún no hay calificaciones
- Entorno Natural NMDocumento17 páginasEntorno Natural NMCattalina RiffoAún no hay calificaciones