Cobertura Metalica
Cargado por
GilberSaulGarciaChambiCobertura Metalica
Cargado por
GilberSaulGarciaChambiGOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
MEMORIA DESCRIPTIVA
INFRAESTRUCTURA DE PROTECCION
DATOS GENERALES
a. Nombre Del Proyecto:
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE
SERVICIOS DEPORTIVOS DEL ESTADIO GUILLERMO
BRICEÑO ROSAMEDINA DE LA CIUDAD DE JULIACA,
PROVINCIA DE SAN ROMAN – PUNO.”
b. Sector: 99 GOBIERNO REGIONAL
c. Pliego: 458 GOBIERNO REGIONAL DE PUNO
d. Unid. Ejecutora: GERENCIA GENERAL DE INFRAESTRUCTURA
e. Función: 21 CULTURA Y DEPORTES
f. Programa: 046 DEPORTES
g. Sub Programa: 0102 INFRAESTRUCTURA DEPORTIVA RECREATIVA
h. Actividad Del Proyecto: MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE
SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA
DE LA CIUDAD DE JULIACA, PROVINCIA DE SAN ROMÁN – PUNO
i. Meta: MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS
DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMÁN – PUNO
j. CODIGO SNIP: 252161
k. Documento de aprobación del expediente técnico: RESOLUCIÓN GERENCIAL
GENERAL 496-2016-GGR-GR.
UBICACIÓN
a. Ubicación Política
REGION: Puno.
PROVINCIA: San Román.
DISTRITO: Juliaca.
URBANIZACION: 09 de octubre.
ZONA: Sur.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
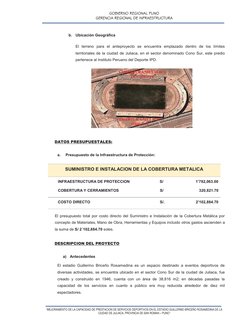
b. Ubicación Geográfica
El terreno para el anteproyecto se encuentra emplazado dentro de los límites
territoriales de la ciudad de Juliaca, en el sector denominado Cono Sur, este predio
pertenece al Instituto Peruano del Deporte IPD.
COBERTURA METALICA
OCCIDENTE
COBERTURA METALICA
ORIENTE
DATOS PRESUPUESTALES:
a. Presupuesto de la Infraestructura de Protección:
SUMINISTRO E INSTALACION DE LA COBERTURA METALICA
INFRAESTRUCTURA DE PROTECCION S/ 1’782,063.00
COBERTURA Y CERRAMIENTOS S/ 320,821.70
COSTO DIRECTO S/. 2’102,884.70
El presupuesto total por costo directo del Suministro e Instalación de la Cobertura Metálica por
concepto de Materiales, Mano de Obra, Herramientas y Equipos incluido otros gastos ascienden a
la suma de S/ 2´102,884.70 soles.
DESCRIPCION DEL PROYECTO
a) Antecedentes
El estadio Guillermo Briceño Rosamedina es un espacio destinado a eventos deportivos de
diversas actividades, se encuentra ubicado en el sector Cono Sur de la ciudad de Juliaca, fue
creado y construido en 1946, cuenta con un área de 38,816 m2; en décadas pasadas la
capacidad de los servicios en cuanto a público era muy reducida alrededor de diez mil
espectadores.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
En la actualidad el componente de Graderíos de concreto armado ya se encuentra ejecutado
entre los años 2017 y 2018, donde las 42 columnas de concreto armado f’c = 280 Kg/cm2
soportaran todo el peso de la Cobertura Metálica que está compuesto de Tijerales tipo cercha,
viguetas tipo cercha y cobertura de calaminón de 0.50mm y a su vez son arriostrados con
tensores de fierro liso de 1/2”.
La cobertura metálica se encuentra proyectado en las zonas oriente y occidente con la finalidad
de proteger los factores bioclimáticos a los espectadores. A su vez sea una infraestructura
deportiva adecuada, segura y confortable que atienda las necesidades tanto a nivel recreativo
como profesional.
OBJETIVOS DEL PROYECTO
a) Objetivo General
x La finalidad es analizar y diseñar la cobertura metálica integral propuesta para resistir
todas las cargas impuestas por las normas y/o reglamentos.
x La estructura metálica tipo voladizo será diseñado como una cobertura metálica
compuesta de tijerales tipo cercha, viguetas transversales, calaminón de acero y
arriostrados con tensores.
x La cobertura metálica debe ser suministrado e instalado con materiales comerciales que
se encuentra en el mercado nacional y en la ciudad de Juliaca.
DESCRIPCION DEL PROYECTO
a) TIJERAL METÁLICO TIPO I, II INCLUIDO MONTAJE:
Consiste en una estructura metálica compuesta de tubos de acero redondo LAC A500 de Grado
“B” de diferentes diámetros y serán unidas a través de soldaduras AWS E70XX y a su vez son
empotrados en las columnas de concreto de 35 x 80 cm con pernos de anclajes de 4 unidades
de 1” y 4 unidades de 3/4” de acuerdo a los planos de detalle.
b) VIGUETAS Y/O CORREAS METÁLICAS TIPO I, II INCLUIDO MONTAJE:
Está conformado por tubos de acero redondo LAC A500 de Grado “B” con diámetros de 1”, 1.5” y
2” y son unidas con soldadura AWS E70XX de acuerdo a los planos de detalle.
c) TENSORES DE FIERRO LISO D = 1/2” INCLUIDO MONTAJE:
Su finalidad es arriostrar con fierro liso de D = ½” toda la estructura metálica y son unidas con
soldadura AWS E70XX de acuerdo a los planos de detalle.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
d) VIGAS METALICAS DE AMARRE h=0.40M INCLUIDO MONTAJE:
Está conformado por tubos de acero rectangular LAC A500 de Grado “B” de 4”x6” y son unidas
con soldadura AWS E70XX de acuerdo a los planos de detalle.
e) VIGAS METALICAS DE AMARRE DE 4”X6” INCLUIDO MONTAJE:
Está conformado por tubos de acero rectangular LAC A500 de Grado “B” de 4”x6” y son unidas
con soldadura AWS E70XX de acuerdo a los planos de detalle.
f) APOYOS EMPERNADOS:
Estos apoyos son columnas de concreto armado f’c = 280 Kg/cm2 que servirán como base a la
cobertura metálica y a su vez son empotrados con pernos de anclajes 1” y 3/4” de acuerdo a los
planos de detalles.
g) CONTROL DE CALIDAD:
Los controles de calidad que se usaran para estos trabajos son el ensayo del esclerómetro,
ensayo de diamantina y ensayo de soldadura con líquidos penetrantes.
h) COBERTURA METÁLICA:
Se ha considerado el techo de calaminón de acero zincalum ASTM A592. AZ 150 con cubierta
aislante de protección multiestrato TR-4 de espesor de 0.50mm.
i) TRABAJOS COMPLEMENTARIOS:
Además de los trabajos importantes deberá complementarse de acuerdo a la necesidad en obra
que no se encuentra dentro del expediente técnico aprobado y modificado.
MODALIDAD DE EJECUCIÓN
El proyecto será ejecutado por la modalidad presupuestaria de ADMINISTRACIÓN DIRECTA y
cuyo ente ejecutor es el GOBIERNO REGIONAL DE PUNO.
TIEMPO DE EJECUCIÓN
El proyecto será ejecutado en un tiempo previsto de 45 días calendarios de acuerdo al
Cronograma de Ejecución de Avance de Obra.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
ESPECIFICACIONES TECNICAS
INFRAESTRUCTURA DE PROTECCION
CONSIDERACIONES GENERALES
La presente especificación establece los requisitos mínimos de calidad para el suministro de
materiales y la ejecución de todos los trabajos necesarios para la fabricación, montaje e inspección de
estructuras de acero, incluyendo los anclajes, elementos de conexión y protección anticorrosiva;
necesaria para la construcción del Proyecto.
La ejecución y control de las Obras y de todos los servicios, se ejecutarán cumpliendo los
requerimientos pertinentes del Reglamento Nacional de Edificaciones, norma técnica E.090 de
ESTRUCTURAS METÁLICAS.
También, las Normas Peruanas Aplicables como el INDECOPI, Especificaciones Técnicas de los
fabricantes que sean concordantes con las que se mencionan, el Sistema Métrico Decimal, etc. Serán
también de aplicación las siguientes Normas Internacionales:
x American Society for Testing and Materials (ASTM).
x American Institute of Steel Construction (AISC).
x American Welding Society (AWS).
x Steel Structures Painting Council (SSPC).
MATERIALES
Todo el material a utilizarse debe estar libre de imperfecciones, ser de la mejor calidad y
cumplirán, al menos, con la calidad exigida en estas especificaciones, excepto los que se indiquen
expresamente en los planos.
Los perfiles, tubos, planchas y platinas; serán de acero estructural, según la norma ASTM A-36.
Los pernos, tuercas y arandelas, estarán de acuerdo a la norma ASTM A-325.
Los pernos de anclaje y las varillas roscadas, serán fabricados a partir de barras redondas de
acero que cumplan la norma ASTM A-36.
Los electrodos de soldaduras serán de fabricación nacional tipo E70XX y estarán de acuerdo a la
última revisión de las normas AWS.
Se utilizarán productos del mismo fabricante para cada sistema de protección (pinturas) y para
cada tipo de superficie.
EQUIPOS
El equipo para soldar o cortar, debe encontrarse en buenas condiciones, en tal forma que
permita a los soldadores calificados seguir los procedimientos y obtener los resultados requeridos en la
presente especificación.
ALMACENAMIENTO DE LOS MATERIALES
Almacenamiento del Acero
Los perfiles, tubos, planchas, platinas, elementos de conexión, etc., se almacenarán en un lugar
seco, aislado del suelo y protegido de la humedad, tierra, sales, aceite o grasas.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
Almacenamiento de Pinturas
La pintura se almacenará en un lugar fresco y seco, la temperatura de almacenamiento debe
estar limitada al rango de 5ºC a 35ºC, a no ser que las recomendaciones del fabricante sean más
restrictivas. Todos los envases deben permanecer cerrados hasta que se vayan a utilizar.
FABRICACIÓN
Condiciones Generales
Todo material laminado ya sea este de perfiles o de planchas deberá ser perfectamente
enderezado antes de ser trabajado y de acuerdo a las tolerancias permitidas por la especificación ASTM
A-6.
Todas las piezas metálicas se depositarán sobre plataformas, caballetes o cualquier otro
dispositivo que las separe del suelo, estarán debidamente protegidas del polvo, lluvia, u otro agente
corrosivo.
Corte Térmico
El corte por arco eléctrico, el proceso de ranurado y el proceso de corte con oxígeno son
reconocidos bajo esta Norma para usarse en la preparación, cortado o desbaste de materiales.
La calidad de una superficie cortada con oxígeno depende de varias variables:
• Condición del material y de la superficie.
• Habilidad del operador.
• Condición y diseño de las cañas, boquillas y máquinas de corte.
• Pureza del oxígeno.
• Vibración del equipo.
• Movimiento de la pieza de trabajo debido a la expansión y contracción térmica.
Los niveles de aceptación de una superficie con corte térmico deberán ser establecidos por el
usuario, teniendo en cuenta los requerimientos de superficie de la parte. Es recomendable que se
incorporen los criterios pertinentes a estos niveles de aceptación en los planos de taller.
Los bordes cortados que vayan a ser sometidos a esfuerzos significativos o que sean
posteriormente sometidos a procesos de soldadura deberán ser debidamente preparados de manera que
presenten superficies lisas. Rebabas en los extremos, mayores de 3/6” originados por el proceso de
corte deberán ser eliminados convenientemente.
Exactitud del Perfil
El acero y el material de soldadura pueden ser cortados térmicamente, si se asegura una
superficie lisa, regular, libre de grietas y entalladuras, y si se asegura un perfil perfecto por el uso de
guías mecánicas.
Acabado de Bordes
Las superficies y bordes que se vayan a soldar deberán ser lisos y uniformes, libres de
rasgaduras, grietas u otros defectos que puedan afectar de forma adversa la calidad de la soldadura. Las
superficies que se vayan a soldar y las adyacentes a una soldadura estarán también libres de escamas,
escoria, herrumbre, humedad, grasa y otros materiales extraños que pudieran causar una soldadura
defectuosa o produzcan humos que afecten al operador.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
Tolerancias dimensionales en los elementos estructurales
En elementos estructurales cuyos extremos terminan en planchas de contacto, será permisible
una variación de 0.8 mm en la longitud total.
En elementos sin planchas de contacto en sus extremos, que van a ser montados dentro de
otros elementos de una estructura, será permisible una variación de 1.6 mm en su longitud, para
elementos de hasta 9 m de largo, de 3 mm para elementos de mayor longitud.
CONSTRUCCIONES SOLDADAS
Las superficies de los elementos a ser soldados deberán encontrarse libres de polvos, escorias,
óxidos, grasas, pinturas o cualquier otro material extraño. Los bordes deberán ser preparados
cortándoseles con soldadura a gas o con soplete mecánicamente guiados.
El ensamble de las uniones en contacto que no se encuentren totalmente selladas por
soldaduras deberán estar lo suficientemente cerca como para no permitir el ingreso de agua con
posterioridad a la pintura.
Cualquier desalineamiento entre elementos a ser soldados superior a 1/8” deberá ser
inmediatamente corregida teniendo en cuenta que cualquier corrección no deberá generar una pendiente
mayor de 2%.
Durante las operaciones de ensamblaje de uniones de componentes de la estructura deberá
cuidarse que el proceso y secuencia de la soldadura no distorsione al elemento, y minimizar la presencia
de esfuerzos residuales causados por secuencia indebida de soldadura.
Reparaciones
Los miembros deformados por la soldadura se enderezarán mecánicamente o por la aplicación,
cuidadosamente supervisada, de cantidades limitadas de calor en zonas localizadas.
Error de fabricación
Las deformaciones producidas en los elementos durante el proceso de fabricación deben ser
corregidas mediante un procedimiento tal que no cause daños permanentes en el material, estos podrán
corregirse en obra previa aprobación del Ingeniero Supervisor.
PROTECCIÓN DE LA SUPERFICIE DE LAS ESTRUCTURAS DE ACERO
La protección debe consistir en la preparación de la superficie, aplicación de pintura anticorrosiva
y pintura de acabado. Estas labores deberán estar en estricta concordancia con las normas SSPC
correspondientes.
Preparación de la superficie
La preparación de la superficie de las estructuras de acero, previa a la aplicación de la pintura,
debe ser compatible con el tipo de ésta. Este es uno de los factores determinantes para un buen
comportamiento de la pintura.
El objetivo de cualquier preparación de la superficie, es eliminar cualquier material que, de uno u
otro modo, pueda afectar la adhesión de la pintura.
Se utilizará, para preparación de la superficie el método de Limpieza Arenado Comercial. (55
PC-SP6).
Pintado
Las estructuras metálicas serán pintadas en el taller con dos (02) capas de pintura anticorrosiva
epóxico, garantizándose un espesor total de 3 mm de película seca.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
El esmalte epóxico de acabado de las estructuras metálicas se aplicará después de concluido el
montaje debiendo obtenerse un espesor de película seca de 1 mm como mínimo.
La pintura debe mezclarse, diluirse y aplicarse de acuerdo a las instrucciones del fabricante y
solamente dentro de los límites de temperatura y humedad establecidos por él. Las instrucciones de
seguridad deben ser seguidas.
MONTAJE
Método de Montaje
El montador procederá a usar el método más eficiente y económico de montaje, así como una
secuencia de montaje, consistente con los planos y especificaciones.
Condiciones del Lugar de la Obra
Se debe proporcionar y mantener acceso al lugar de la obra y a través de la misma para el
movimiento seguro de los equipos de montaje y las estructuras a montarse. Especial cuidado se debe
tener con la remoción o reubicación de líneas de energía eléctrica, teléfono, gas, agua, desagüe y otras,
de forma de tener un área de trabajo segura. El estricto cumplimiento de la normativa vigente, es de vital
importancia para el montaje seguro de las estructuras.
Cimentaciones
Los ejes y niveles de las obras civiles deberán verificarse antes de iniciar el montaje. La
ubicación y elevación de los pernos de anclaje debe ser revisada para asegurarse que ha sido instalado
con las tolerancias especificadas. Es responsabilidad del ejecutor de la obra civil seguir la ubicación
precisa de los ejes de edificación y puntos de nivel de referencia en el lugar de ubicación de la
estructura. El montador deberá contar con un plano de obra que incluya toda la información descrita.
Posición y Alineamiento
Todos los elementos integrantes de la estructura deben ser posicionados y alineados cuidando
que los puntos y/o líneas de trabajo cumplan con las tolerancias normalmente especificadas. No se
efectuarán uniones soldadas o empernadas en tanto la estructura, que se volvería rígida merced a estas
conexiones, no haya sido alineada debidamente.
Instalación de Pernos de Anclaje y Otros.
La ubicación de los pernos de anclaje será responsabilidad del ejecutor de la obra civil conforme
a un plano aprobado; su ubicación no variará de las dimensiones mostradas en los planos de montaje
según tolerancias de la Norma E-090.
Dispositivos de apoyo
El ejecutor de la Obra (Residente de Obra), coloca en los ejes y niveles todas las planchas de
nivelación, tuercas de nivelación y planchas de apoyo, que pueden ser manipuladas sin plumas o grúas
de izaje. Todos los otros dispositivos de apoyo de las estructuras son colocados y acuñados,
enlaminados o ajustados con pernos de nivelación por el montador conforme a los ejes y niveles
establecidos en los planos.
El fabricante de la estructura metálica proporciona las cuñas, láminas y pernos de nivelación que
son requeridas y describe claramente los dispositivos de anclaje con los ejes de trabajo para facilitar su
adecuado alineamiento.
A la brevedad luego de la instalación de los dispositivos de apoyo, el ejecutor de la obra civil
verifica los ejes, niveles y la inyección del mortero de relleno conforme se requiera. La ubicación final y la
adecuada inyección del mortero de relleno son de responsabilidad del ejecutor de la obra civil. Las
tolerancias de elevación relativas a los niveles establecidos de los dispositivos de apoyo instalados por el
ejecutor de la obra civil son ± 3.0 mm.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
CONTROL DE CALIDAD
La Supervisión podrá exigir al fabricante certificados de calidad y/o pruebas mecánicas para
verificar que la calidad de los materiales corresponde con la exigida en esta especificación; las pruebas
se realizarán de acuerdo a las normas ASTM A-370, E8.
El Residente de Obra será responsable de la inspección visual y de las correcciones necesarias
de todas las deficiencias en materiales y mano de obra, las que se realizarán de acuerdo a los requisitos
de esta especificación.
La revisión del Residente de Obra (o falta de revisión) de los documentos de control de calidad
no debe ser considerada como instrumento para aceptar omisiones o trabajo defectuoso. No debe en
ninguna forma disminuirse las responsabilidades del fabricante para proporcionar un sistema operativo o
componente en completa concordancia con esta especificación.
El fabricante deberá proporcionar procedimientos de control de calidad hasta un nivel en que
considere necesario para asegurar que todo el trabajo se realice de acuerdo con esta especificación.
Además de los procedimientos de control de calidad del fabricante, el material y la mano de obra pueden
ser sujetos a inspección en cualquier momento por Supervisores calificados que representen a la
Institución. Si se requiere que tales inspecciones sean realizadas por representantes del propietario, esto
deberá estar establecido en los documentos de diseño.
07.00. INFRAESTRUCTURA DE PROTECCIÓN
07.01. ESTRUCTURAS METALICAS Y COBERTURAS
07.01.01 TIJERAL METALICO TIPO I, INCLUYE MONTAJE
Descripción
La estructura metálica tipo Tijeral están compuesto de Tubos LAC ASTM A500 Grado “B” de
diferentes diámetros y espesores de Fy=2,900 kg/cm 2, estos elementos están unidas a través de
soldadura AWS E70XX tipo filete no menor de 3/16” de penetración total, además en las uniones y
empalmes se colocaran cartelas de acero A36 de espesor 1/4”. También estos tijerales y viguetas serán
arriostradas a través de templadores o tensores de fierro liso de 1/2” de acuerdo a los planos de detalle.
Con respecto al uso de la pintura base será sin cromato y como segunda capa con esmalte. Los trabajos
que debe realizarse son el SUMINISTRO, HABILITADO, INSTALACION Y PINTADO.
Materiales
Todos los materiales que van ser utilizados en la construcción de la estructura metálica, deben
ser de primer uso y además estar en perfecto estado de conservación. Se describe a continuación las
descripciones técnicas de los elementos estructurales planteados en el proyecto.
• Tubo Redondo LAC A500 Grado B : D = 1”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 11/4”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 11/2”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 2”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 21/2”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 3”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 4”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 4”, E = 4mm.
• Longitud de Tubo Redondo : L = 6.40m.
• Recubrimiento : Negro.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
• Barras redondas lisas A36 : D = 1/2”.
• Cartelas Metálicas A36 : E = 1/4 pulg.
• Plancha metálica A36 : E = 20mm.
Soldadura
La soldadura de las armaduras o celosías metálicas para los techos siempre se efectuarán por
un procedimiento de arco eléctrico, la causa y razón principal es por la facilidad de los trabajos.
Los electrodos a utilizar en su fase primaria serán del tipo E6011 CELLOCORD llamada
comercialmente soldadura blanca, se aplica en su fase de raíz y un acabado con E7018 SUPERCITO,
generalmente el tipo de electrodo a usar es indicado en los planos del proyecto, y en la mayoría de los
casos, todo material de aporte debe tener las mismas aleaciones que el material base y
metalúrgicamente compatible con el acero que se va a soldar.
Todas las superficies donde se aplicara la soldadura y donde existirá la unión entre materiales y
su respectivo apoyo a las soldaduras deberán estar limpias, libres de rababas y otras imperfecciones.
El diámetro nominal del electrodo o material de aporte siempre debe ser de menor espesor que
el material base y de esta manera se evitara en hacer perforaciones al material base.
Las juntas que van a soldarse al tope deberán tener sus bordes mutuamente escuadrados. No
se permiten descuadres mayores de 1/32” (0.8mm) por cada pie (304.8mm) por junta.
La soldadura será de arco eléctrico y/o alambre tubular. El material de los electrodos será tipo
E60 o E70 con una mínima resistencia a la tensión Fu de 4200 kg/cm 2 y 4900 kg/cm2 respectivamente.
Método de Medida
Se medirá esta partida por unidad (UND), considerando la cantidad de la partida ejecutada, o
sumando por partes de la misma para dar un total, el cual incluye la los trabajos de Suministro e
Instalación.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (UND) entendiéndose que dicho
precio y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y
demás conceptos de materiales.
07.01.02 TIJERAL METALICO TIPO II, INCLUYE MONTAJE
Ver Ítem: 07.01.01.
07.01.03 VIGUETAS METALICAS TIPO I: H=0.50M, INCLUYE MONTAJE
Descripción
La estructura metálica tipo viguetas (correas) están compuesto de Tubos LAC ASTM A500
Grado “B” de diámetros de 1” y 2” con espesores de 3mm con fluencia de Fy=2,900 kg/cm2, estos
elementos están unidas a través de soldadura AWS E70XX tipo filete no menor de 3/16” de penetración
total, además serán arriostradas a través de templadores o tensores de fierro liso de 1/2” de acuerdo a
los planos de detalle. Con respecto al uso de la pintura base será sin cromato y como segunda capa con
esmalte. Los trabajos que debe realizarse son el SUMINISTRO, HABILITADO, INSTALACION Y
PINTADO.
Materiales
Todos los materiales que van ser utilizados en la construcción de la estructura metálica, deben
ser de primer uso y además estar en perfecto estado de conservación. Se describe a continuación las
descripciones técnicas de los elementos estructurales planteados en el proyecto.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
• Tubo Redondo LAC A500 Grado B : D = 1”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 11/2”, E = 3mm.
• Tubo Redondo LAC A500 Grado B : D = 2”, E = 3mm.
• Longitud de Tubo Redondo : L = 6.40m.
• Recubrimiento : Negro.
Soldadura
La soldadura de las armaduras o celosías metálicas siempre se efectuarán por un procedimiento
de arco eléctrico, la causa y razón principal es por la facilidad de los trabajos.
Los electrodos a utilizar en su fase primaria serán del tipo E6011 CELLOCORD llamada
comercialmente soldadura blanca, se aplica en su fase de raíz y un acabado con E7018 SUPERCITO,
generalmente el tipo de electrodo a usar es indicado en los planos del proyecto, y en la mayoría de los
casos, todo material de aporte debe tener las mismas aleaciones que el material base y
metalúrgicamente compatible con el acero que se va a soldar.
Todas las superficies donde se aplicara la soldadura y donde existirá la unión entre materiales y
su respectivo a apoyo a las soldaduras deberán estar limpias, libres de rababas y otras imperfecciones.
El diámetro nominal del electrodo o material de aporte siempre debe ser de menor espesor que
el material base y de esta manera se evitara en hacer perforaciones ala material base.
Las juntas que van a soldarse a tope deberán tener sus bordes mutuamente escuadrados. No se
permiten descuadres mayores de 1/32” (0.8mm) por cada pie (304.8mm) por junta.
La soldadura será de arco eléctrico y/o alambre tubular. El material de los electrodos será tipo
E60 o E70 con una mínima resistencia a la tensión Fu de 4200 kg/cm 2 y 4900 kg/cm2 respectivamente.
Método de Medida
Se medirá esta partida por unidad de metro lineal (ML), considerando la longitud de la partida
ejecutada, o sumando por partes de la misma para dar un total, el cual incluye el suministro e instalación.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (ML) entendiéndose que dicho precio
y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y demás
conceptos de materiales.
07.01.04 VIGUETAS METALICAS TIPO II: H=0.50M, INCLUYE MONTAJE
Ver Ítem: 07.01.03.
07.01.05 TENSORES DE FIERRO LISO D=1/2”, INCLUYE MONTAJE
Descripción
Las estructuras de la cobertura, está armado con tijerales metálicas de diferentes tipos de tubos
y con viguetas tipo cercha y son arriostrados a través de tensores de fierro liso D=1/2”, los cuales son
armados según detalle en los planos.
Composición Química y Propiedades Mecánicas de acuerdo a ASTM A36-01 y Tolerancias
dimensionales de acuerdo a JIS G 3191-66.
x Propiedades Mecánicas: Límite de Fluencia, mínimo: 250 MPa (25.5 Kg/mm2).
x Resistencia a la Tracción: 400 - 550 MPa (40.8 – 56.1 Kg/mm2).
x Alargamiento en 200 mm, mínimo: 20%.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
Método de Medida
Se medirá esta partida por unidad de metro lineal (ML), considerando la longitud de la partida
ejecutada, o sumando por partes de la misma para dar un total, el cual incluye el suministro e instalación.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (ML) entendiéndose que dicho precio
y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y demás
conceptos de materiales.
07.02 VIGUETAS METALICAS DE AMARRE DE COLUMNA
07.02.01 VIGAS METALICAS DE AMARRE H=0.40M INCLUIDO MONTAJE
Descripción
Las vigas metálicas están compuestas de Tubo Rectangular LAC ASTM A500 Grado “B” de
4”x6” con espesores de 3mm con fluencia de Fy=2,900 kg/cm 2, estos elementos están unidas a través de
soldadura AWS E70XX tipo filete no menor de 3/16” de penetración total, que servirán para arriostrar las
columnas de concreto de acuerdo a los planos de detalle. Con respecto al uso de la pintura base será sin
cromato y como segunda capa con esmalte. Los trabajos que debe realizarse son el SUMINISTRO,
HABILITADO, INSTALACION Y PINTADO.
Materiales
Todos los materiales que van ser utilizados en la construcción de la estructura metálica, deben
ser de primer uso y además estar en perfecto estado de conservación. Se describe a continuación las
descripciones técnicas de los elementos estructurales planteados en el proyecto.
• Tubo Rectangular LAC A500 Grado B : D = 4”x6”, E = 3mm.
• Longitud de Tubo Rectangular : L = 6.40m.
• Recubrimiento : Negro.
Soldadura
La soldadura de las armaduras o celosías metálicas siempre se efectuarán por un procedimiento
de arco eléctrico, la causa y razón principal es por la facilidad de los trabajos.
Los electrodos a utilizar en su fase primaria serán del tipo E6011 CELLOCORD llamada
comercialmente soldadura blanca, se aplica en su fase de raíz y un acabado con E7018 SUPERCITO,
generalmente el tipo de electrodo a usar es indicado en los planos del proyecto, y en la mayoría de los
casos, todo material de aporte debe tener las mismas aleaciones que el material base y
metalúrgicamente compatible con el acero que se va a soldar.
Todas las superficies donde se aplicará la soldadura y donde existirá la unión entre materiales y
su respectivo a apoyo a las soldaduras deberán estar limpias, libres de rababas y otras imperfecciones.
El diámetro nominal del electrodo o material de aporte siempre debe ser de menor espesor que
el material base y de esta manera se evitara en hacer perforaciones ala material base.
Las juntas que van a soldarse a tope deberán tener sus bordes mutuamente escuadrados. No se
permiten descuadres mayores de 1/32” (0.8mm) por cada pie (304.8mm) por junta.
La soldadura será de arco eléctrico y/o alambre tubular. El material de los electrodos será tipo
E60 o E70 con una mínima resistencia a la tensión Fu de 4200 kg/cm 2 y 4900 kg/cm2 respectivamente.
Método de Medida
Se medirá esta partida por unidad de metro lineal (ML), considerando la longitud de la partida
ejecutada, o sumando por partes de la misma para dar un total, el cual incluye el suministro e instalación.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (ML) entendiéndose que dicho precio
y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y demás
conceptos de materiales.
07.02.02 VIGUETAS METALICAS DE AMARRE DE 4”X6” INCLUIDO MONTAJE
Ver Ítem: 07.02.01.
07.03 APOYOS EMPERNADOS
07.03.01 APOYO TIPO I, INCLUYE MONTAJE
Descripción
Estos apoyos son columnas de concreto f’c = 280 Kg/cm 2 donde descansara la base de plancha
metálica ASTM A36 de los tijerales metálicos y a su vez son arriostrados a través de pernos de anclaje
ASTM A 193 B7 de 4 unidades de 1” más 4 unidades de 3/4” de acuerdo a las medidas de los planos de
detalles. Los niveles de las columnas de 35x80 cm son sellados con Grouting de Concreto de espesor
variable donde su resistencia debe superar los f’c = 280 Kg/cm 2
Método de Medida
Se medirá esta partida por unidad (UND), considerando la base de la columna, el cual incluye la
adquisición, nivelación y colocado de pernos de anclaje.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (UND) entendiéndose que dicho
precio y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y
demás otros conceptos en materiales.
07.03.02 APOYO TIPO II, INCLUYE MONTAJE
Ver Ítem: 07.01.03.
07.04 CONTROL DE CALIDAD
07.04.01 ENSAYO DE DIAMANTINA
Descripción
El ensayo de diamantina consiste en la extracción del concreto endurecido puesto en obra, de
acuerdo a las normas ASTM C-17/192, ACI 228-2R-98, NTP 339.059-2011. Estas muestras de concreto
extraído de los corazones de las columnas se realizaran en el laboratorio de una institución
sometiéndose a la rotura a la compresión axial, con la finalidad de determinar la resistencia real del
concreto puesto en obra.
Método de Medida
Se medirá esta partida por unidad de punto (PUNTO), el cual incluye la extracción y rotura del
concreto puesto en obra.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (PUNTO) entendiéndose que dicho
precio y pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y
demás conceptos de materiales.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
07.04.02 ENSAYO DE ESCLEROMETRIA
Descripción
El ensayo de esclerómetro consiste en la verificación externa del concreto endurecido puesto en
obra, de acuerdo a las normas ASTM C-805 - ACI-02 art. 5.6.5 - NTP 339.181 art. 4.6.6. con la finalidad
de cuantificar el valor de la resistencia del concreto puesto en obra.
Método de Medida
Se medirá esta partida por unidad de punto (PUNTO), el cual incluye la determinación de la
resistencia del concreto puesto en obra.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (PUNTO) entendiéndose que dicho precio y
pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y demás
conceptos de materiales.
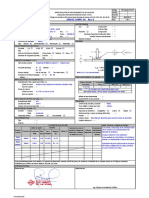
07.04.03 ENSAYO DE SOLDADURA CON LIQUIDOS PENETRANTES
Descripción
El ensayo de soldadura con líquidos penetrantes consiste en la verificación externa de la
soldadura tipo cordón longitudinal en las estructuras metálicas de acuerdo a la norma ASTM E 105 y el
código AWS D1.1/2010. Este ensayo conocido como Método de Prueba E1220 se realizara removiendo
con Solvente la área soldada, primeramente haciendo limpieza de toda la superficie, luego aplicamos el
líquido Penetrante en un tiempo de acción de 10 minutos mínimo, en seguida aplicaremos el líquido
Revelador por rociado en la soldadura en un tiempo no menor de 10 minutos así de esta manera se
visualizara la buena soldadura.
Método de Medida
Se medirá esta partida por unidad en global (GLOBAL), el cual incluye la determinación de la
buena unión en elementos de acero.
Forma de Pago
El pago se efectuará al precio unitario del presupuesto por (GLOBAL) entendiéndose que dicho precio y
pago constituirá compensación completa para toda la mano de obra, equipo, herramientas y demás
conceptos de materiales.
08.00 COBERTURA Y CERRAMIENTOS
08.01.00 COBERTURA METALICA DE ACERO ZINCALUM TR4 E=0.50M, INCLUYE MONTAJE
Descripción
Esta partida comprende el suministro, ejecución y colocación de las calaminas trapezoidal
necesarias para la cobertura de las graderías, las calaminas empleadas serán de aluminio.
Proceso constructivo
El techado se efectuará con planchas de calamina trapezoidal de espesor 0.50 mm, los que irán
sobre las viguetas tipo V-01 sujetas con espárragos y arandelas de jebe.
El traslape lateral será de onda y media como mínimo.
El montaje de las planchas se hará en el sentido contrario a la dirección del viento predominante
y en la dirección de la pendiente.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
Para la evacuación de las aguas de lluvia se instalarán canaletas de planchas galvanizadas en
toda la longitud del techo, acondicionados con tubos de bajada de 3”.
Medición
Se medirá esta partida por metro cuadrado (m2.), considerando cada plancha a emplearse, el
cual incluye el suministro e instalación.
Formas de Pago
El pago se efectuará al precio unitario del presupuesto por metro cuadrado (M2) entendiéndose
que dicho precio y pago constituirá compensación completa para toda la mano de obra, equipo,
herramientas y demás conceptos de materiales.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE
SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO
ROSAMEDINA DE LA CIUDAD DE JULIACA
PROVINCIA DE SAN ROMAN – PUNO
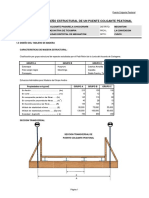
MEMORIA DE CÁLCULO ESTRUCTURAL
DE LA COBERTURA METÁLICA
1. ANTECEDENTES:
EN EL AÑO 2014,
GOBIERNO REGIONAL PUNO, HIZO ELABORAR EL
EL
PROYECTO DE INGENIERÍA PARA EL MEJORAMIENTO DEL ESTADIO GUILLERMO
BRICEÑO ROSAMEDINA, PARA REALIZAR DIVERSOS EVENTOS DEPORTIVOS, UBICADO
EN EL SECTOR CONO SUR DE LA CIUDAD DE JULIACA, FUE CREADO Y CONSTRUIDO
EN EL AÑO 1946, DONDE LA CAPACIDAD DEL SERVICIO AL PÚBLICO ERA MUY
REDUCIDA PARA DIEZ MIL ESPECTADORES.
UNO DE LOS COMPONENTES ES LA CONSTRUCCIÓN DE DOS COBERTURAS
METÁLICAS EN VOLADIZO EN LAS ZONAS ORIENTE Y OCCIDENTE, CUYA ESTRUCTURA
ESTÁ COMPUESTA DE TIJERALES DE ACERO TIPO CERCHA, VIGUETAS DE ACERO TIPO
CERCHA Y LA CUBIERTA DE CALAMINÓN DE ACERO ZINCALUM DE ACUERDO A LA
ESPECIFICACIONES DEL EXPEDIENTE TÉCNICO APROBADO Y MODIFICADO.
2. OBJETIVO:
x LA FINALIDAD ES ANALIZAR Y DISEÑAR LA COBERTURA METÁLICA INTEGRAL
PROPUESTA PARA RESISTIR TODAS LAS CARGAS IMPUESTAS POR LAS NORMAS
Y/O REGLAMENTOS.
x LA ESTRUCTURA METÁLICA TIPO VOLADIZO SERÁ DISEÑADO COMO UNA
COBERTURA METÁLICA COMPUESTA DE TIJERALES TIPO CERCHA, VIGUETAS
TRANSVERSALES, CALAMINÓN DE ACERO Y ARRIOSTRADOS CON TENSORES.
x LA COBERTURA METÁLICA DEBE SER SUMINISTRADO E INSTALADO CON
MATERIALES COMERCIALES QUE SE ENCUENTRA EN EL MERCADO NACIONAL Y
EN LA CIUDAD DE JULIACA.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
3. UBICACIÓN POLITICA
x SECTOR : CONO SUR
x DISTRITO : JULIACA
x PROVINCIA : SAN ROMÁN
x DPTO. : PUNO
x REGIÓN : PUNO
x EL ESTADIO GUILLERMO BRISEÑO ROSAMEDINA DE JULIACA SE ENCUENTRA
UBICADO EN LA ZONA ALTO ANDINA DE PUNO A UNA ALTITUD DE 3,825 MSNM.
4. CARACTERISTICAS DEL PROYECTO
TIJERAL METÁLICO TIPO CERCHA:
CONSISTE EN UNA ESTRUCTURA METÁLICA COMPUESTA DE TUBOS DE ACERO
REDONDO LAC A500 DE DIFERENTES DIÁMETROS Y SERÁN UNIDAS A TRAVÉS DE
SOLDADURAS AWS E70XX Y A SU VEZ SON EMPOTRADOS EN LAS COLUMNAS DE
CONCRETO DE 35 X 80 CM CON PERNOS DE ANCLAJES DE 4 UNIDADES DE 1” Y 8
UNIDADES DE 3/4” DE ACUERDO A LOS PLANOS DE DETALLE.
VIGUETAS Y/O CORREAS METÁLICAS TIPO CERCHA:
ESTÁ CONFORMADO POR TUBOS DE ACERO REDONDO LAC A500 CON
DIÁMETROS DE 1”, 1.5” Y 2” Y SON UNIDAS CON SOLDADURA AWS E70XX DE
ACUERDO A LOS PLANOS DE DETALLE.
COBERTURA METÁLICA:
SE HA CONSIDERADO EL TECHO DE CALAMINÓN DE ACERO ZINCALUM ASTM
A592. AZ 150 CON CUBIERTA AISLANTE DE PROTECCIÓN MULTIESTRATO TR-4.
TRABAJOS COMPLEMENTARIOS:
ADEMÁS DE LOS TRABAJOS IMPORTANTES DEBERÁ COMPLEMENTARSE DE
ACUERDO A LA NECESIDAD EN OBRA QUE NO SE ENCUENTRA DENTRO DEL
EXPEDIENTE TÉCNICO APROBADO Y MODIFICADO.
5. NORMAS TECNICAS DE DISEÑO
EL DISEÑO ESTRUCTURAS DE LA COBERTURA METÁLICA ESTARÁ
DE LAS
BASADO EN LA APLICACIÓN DE LAS NORMAS TÉCNICAS Y REGLAMENTOS PARA EL
DISEÑO DE ESTRUCTURAS METÁLICAS COMO SE MENCIONA LOS SIGUIENTES:
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
x NORMA E.20 “CARGAS”.
x NORMA E.30 “DISEÑO SISMORESISTENTE”.
x NORMA E.50 "SUELOS Y CIMENTACIONES".
x NORMA E.60 “CONCRETO ARMADO”.
x NORMA E.70 “ALBAÑILERÍA”.
x NORMA E.90 “ESTRUCTURAS METÁLICAS”.
x NORMA ASTM (AMERICAN SOCIETY FOR TESTING MATERIALS).
x NORMA ACI (AMERICAN CONCRETE INSTITUTE).
x NORMA AISC (AMERICAN INSTITUTE OF STEEL CONSTRUCTION).
x SPECIFICATIONS AASHTO (AMERICAN ASSOCIATION OF STATE HIGHWAY
AND TRANSPORTATION OFFICIALS-STANDARD SPECIFICATIONS FOR
HIGHWAY BRIDGES) LRFD – 2007.
6. PROPIEDADES DE LOS MATERIALES
CONCRETO DE NIVELACIÓN:
x RESISTENCIA (ACI 318-02) : F’C = 280 KG/CM2
x SE PERMITE USAR GROUTING DE CONCRETO FRESCO.
CONCRETO ARMADO:
x RESISTENCIA (ACI 318-02) : F’C = 210 KG/CM2.
x MÓDULO DE ELASTICIDAD : E = 217,370.65 KG/CM2.
x PESO ESPECÍFICO : PE = 2.40 TN/M3
x ACERO DE REFUERZO : FY= 4,200 KG/CM2
ALBAÑILERÍA:
x RESISTENCIA NOMINAL : F’M = 45 KG/CM2
x MÓDULO DE ELASTICIDAD : E = 22,500 KG/CM2
x MORTERO : 1: 4
ACERO PARA ESTRUCTURAS METÁLICAS:
x TUBOS LAC GRADO “B” : FY = 2,900 KG/CM2
x PLANCHAS (ASTM A36) : FY = 2,530 KG/CM2
x BARRAS REDONDAS LISAS : FY = 2,530 KG/CM2
x MÓDULO DE ELASTICIDAD : E = 2100,000 KG/CM2
x COEFICIENTE DE POISSON : U = 0.30
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
x MÓDULO DE CORTE : G = 0.81X106 KG/CM2
x DILATACIÓN TÉRMICA : A = 11.7X106/°C
x PESO ESPECÍFICO : PE = 7.85 KG/M3
x ACERO DE REFUERZO : FY= 4,200 KG/CM2
x LAS DIMENSIONES, PESOS Y ESPESORES DE LOS TUBOS SE FABRICAN
SEGÚN LA NORMA ASTM A500, ASTM A513, ISO 65-81.
SOLDADURA:
x SOLDADURA : AWS E70XX.
PERNOS:
x PERNOS EN APOYOS : ASTM A-325/ASTM A-490.
x PERNOS EN APOYOS : ASTM A-193 B7.
COBERTURA METÁLICA:
x ACERO ZINCALUM : ASTM A592. AZ 150.
x CLASE AZ55 : 165 GR/M2.
x FLUENCIA MÍNIMA : 2320 KG/CM2.
x CUBIERTA AISLANTE CON PROTECCIÓN MULTIESTRATO TR-4.
7. CARACTERISTICAS DE LOS MATERIALES
COBERTURA METÁLICA
x CALAMINÓN LAMINAR : E = 0.50MM.
x ANCHO ÚTIL : 0.95M.
x ANCHO TOTAL : 1.00M.
x LARGO DE LÁMINA : 5.45M.
x LONGITUD DE TRASLAPE : 0.10M.
x PESO POR M2 : 5.26 KG/M2.
x COLORES : ROJO, MARFIL, VERDE Y OTROS.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
ESTRUCTURA METÁLICA
x TUBO REDONDO LAC A500 : D = 1”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 11/4”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 11/2”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 2”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 21/2”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 3”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 4”, E = 3MM.
x TUBO REDONDO LAC A500 : D = 4”, E = 4MM.
x LONGITUD DE TUBO REDONDO : L = 6.40M.
x RECUBRIMIENTO : NEGRO.
x BARRAS REDONDAS LISAS : D = 1/2”
PERNOS
x PERNO TIPO ESTRUCTURAL : D = 1”X60CM.
x PERNO TIPO ESTRUCTURAL : D = 3/4”X50CM.
x PERNO TIPO ESTRUCTURAL : D = 1/2”X25CM.
x LOS PERNOS DE ANCLAJE E INSERTOS DEBEN SER DISEÑADOS DE
ACUERDO CON LOS CRITERIOS DEL AMERICAN CONCRETE INSTITUTE
ACI.
SOLDADURA
x LA METODOLOGÍA PARA LA UNIÓN DE LOS ÁNGULOS, TUBOS O PIEZAS
ESTRUCTURALES DE ACERO, SE HA ADOPTADO EL USO DEL MATERIAL
ELECTRODO DE LAS ESPECIFICACIONES ASTM, COMO E70XX. LA
SOLDADURA QUE SE APLICARÁ SERÁ EL TIPO FILETE POR QUE LA
ESTRUCTURA ES FÁCIL DE EJECUTAR Y EL ESPESOR DEL FILETE
REQUERIDO SERÁ 3/16” COMO MÍNIMO.
x LAS CONEXIONES CON LA SOLDADURA E70XX TIPO FILETE TAMBIÉN ES
RECOMENDADO POR AISC-LRFD, SE ESTABLECE QUE LA ESTRUCTURA
DEBE SER INSPECCIONADO CORRECTAMENTE PARA ASEGURAR QUE
ESTAS SE EFECTÚEN Y SEAN CAPACES DE TENER LAS RESISTENCIAS DE
DISEÑO SATISFACTORIO.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
8. ESTRUCTURACION
LA ESTRUCTURA PLANTEADA ES UNA VIGA DE CELOSÍA EN VOLADIZO TIPO
CERCHA DE ARMADURA METÁLICA DE SECCIÓN TUBULAR ESPACIADOS ENTRE
TIJERALES A UNA DISTANCIA DE 4.60M Y APOYADOS SOBRE COLUMNAS DE
35X80CM Y A SU VEZ SERÁN ARRIOSTRADOS CON VIGUETAS METÁLICAS (CERCHAS)
ESPACIADAS CADA 2.25M.
ES UNA ARMADURA TÍPICA BIEN CONOCIDA EN NUESTRO MEDIO Y LAS MÁS
APROPIADAS PARA CONSTRUCCIONES EN ACERO ESTRUCTURAL, TIENE UNA
CARACTERÍSTICA EN SU DISEÑO ESTRUCTURAL, ES QUE LAS PIEZAS EN DIAGONAL
OSCILAN DE 45° A 60° Y CONSIDERÁNDOSE COMO RANGOS BIEN FUNCIONALES Y
PERMISIBLES.
EL PRE-DIMENSIONAMIENTO DE LA ALTURA (PERALTE) DE LA CAÍDA PARA UNA
CERCHA TIPO HOWE Y CON PENDIENTE A UNA AGUA SE CONSIDERA LA SIGUIENTE
RELACIÓN: H = L/6 – L/9 - L/12, ESTA ALTURA O PERALTE ES LA MÁXIMA
PENDIENTE QUE PUEDE TOMAR LA CERCHA HOWE JUNTO CON OTROS EN SU CAÍDA
MÁXIMA PARA SU DISEÑO ESTRUCTURAL. Y LA ALTURA EN EL EXTREMO LIBRE
OSCILAN ENTRE 0.15 – 0.20M.
ENTONCES:
H = L/9 = 10.50/9 = 1.17 M
HP = 1.60 M
DÓNDE:
x HP = 1.60M, ALTURA MÁXIMA DE LA CERCHA METÁLICA.
x HM = 0.55M, ALTURA MÍNIMA DE LA CERCHA METÁLICA.
x L = 10.50M, LONGITUD DEL VOLADO DE LA CERCHA.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
9. METRADO DE CARGAS
a) CARGAS PERMANENTES
x Peso Propio y Muerto de la Cobertura Metálica (DC1)
LAS CARGAS DISTRIBUIDAS QUE ACTÚAN SOBRE EL TIJERAL METÁLICO
ESTARÁN CONSTITUIDO POR SU PROPIO PESO, PESO DEL CALAMINÓN Y
OTROS ACCESORIOS.
CARGA DISTRIBUIDA (KG/M)
PESO DEL CALAMINÓN DE 0.6 MM 5.30 KG/M2
PESO DE PERNOS Y SOLDADURA 0.70 KG/M2
PESO TOTAL 6.00 KG/M2
LONGITUD DE LA CORREA (A) 4.60 M
PESO DE LA COBERTURA (DC1) 27.60 KG/M
x Peso Propio y Muerto de la Correa Metálica (DC2)
LAS CARGAS PUNTUALES PRODUCIDOS SOBRE EL TIJERAL METÁLICO SON
EL PESO PROPIO DE LAS CORREAS METÁLICAS DE TUBO LAC 1”, 2” Y
OTROS ACCESORIOS. SE APLICARÁ EN 7 NUDOS.
CARGA PUNTUAL (KG)
PESO DEL TUBO LAC D=2” 4.25 KG/M
PESO DEL TUBO LAC D=1” 2.25 KG/M
LONGITUD TOTAL DEL TUBO LAC D=2” 9.50 M
LONGITUD TOTAL DEL TUBO LAC D=1” 8.00 M
PESO TOTAL DEL TUBO LAC D=2” 40.40 KG
PESO TOTAL DEL TUBO LAC D=1” 18.00 KG
PESO TOTAL DEL TUBO LAC 1” Y 2” 58.40 KG
PESO DE SOLDADURA Y OTROS 6.60 KG
PESO TOTAL DE LA CORREA (DC2) 65.00 KG
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
x Peso Propio de la Correa Metálica y Luminaria (DC3)
LAS CARGAS PUNTUALES PRODUCIDOS SOBRE EL TIJERAL METÁLICO SON
EL PESO PROPIO DE LAS CORREAS METÁLICAS DE TUBO LAC 1”, 2” Y EL
PESO DE 03 UNIDADES DE LUMINARIA LED. SE APLICARÁ EN 01 NUDO DE
FRENTERA.
CARGA PUNTUAL (KG)
PESO TOTAL DE LA CORREA (DC2) 65.00 KG
PESO DE LA LUMINARIA (35 KG X 3 UNID) 105.00 KG
PESO DE CONDUCTORES Y OTROS 20.00 KG
PESO TOTAL DE LA CORREA (DC3) 190.00 KG
b) CARGA VIVA
DE ACUERDO A LA NORMA E.020 DEL RNE, PARA TECHOS CON
INCLINACIÓN MAYOR A 3°, CON RESPECTO A LA HORIZONTAL ES 100 KG/M2
2
REDUCIDA EN 5 KG/M , POR CADA GRADO DE PENDIENTE POR ENCIMA DE
3°, HASTA UN MÍNIMO DE 50 KG/M2. ASÍ MISMO PARA TECHOS CURVOS ES
2
DE 50 KG/M .
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
LA COBERTURA METÁLICA PROPUESTA SE ENCUENTRA CON UN ÁNGULO DE
INCLINACIÓN MAYOR A 3° EN LA PARTE DEL VOLADO SUPERIOR (FRENTERA)
Y EN LOS APOYOS CON ÁNGULO DE INCLINACIÓN DE 33°.
CARGA DISTRIBUIDA (KG/M)
CARGA VIVA ASUMIDA 50.00 KG/M2
LONGITUD DE LA CORREA (A) 4.60 M
PESO TOTAL DE CARGA VIVA (CV) 230.00 KG/M
c) CARGA DE NIEVE
DE ACUERDO A LA NORMA E.020 DEL RNE, EN ZONAS EN LA CUALES
EXISTA POSIBILIDAD DE NEVADAS IMPORTANTES, DEBERÁ PRESTARSE
ESPECIAL ATENCIÓN EN LA SELECCIÓN APROPIADA DE LAS PENDIENTES DE
LOS TECHOS.
LA CARGA DE NIEVE DEBE CONSIDERARSE COMO CARGA VIVA. NO SERÁ
NECESARIO INCLUIR EN EL DISEÑO EL EFECTO SIMULTÁNEO DE VIENTO Y
CARGA DE NIEVE.
LA CARGA BÁSICA SE ESTABLECERÁ DE UN ANÁLISIS ESTADÍSTICO DE LA
INFORMACIÓN DISPONIBLE EN LA ZONA, PARA UN PERÍODO MEDIO DE
RETORNO DE 50 AÑOS (PROBABILIDAD ANUAL DEL 2% DE SER EXCEDIDA).
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
EL VALOR MÍNIMO DE LA CARGA BÁSICA DE NIEVE SOBRE EL SUELO (QS)
2
SERÁ DE 40 KG/M QUE EQUIVALEN A 0.40 M DE NIEVE FRESCA (PESO
3
ESPECÍFICO DE 100 KG/M ) O 0.20 M DE NIEVE COMPACTADA (PESO
3
ESPECÍFICO DE 200 KG/M ).
EN EL PRESENTE DISEÑO DE LA COBERTURA METÁLICA PARA LA CIUDAD DE
JULIACA ADOPTAREMOS ESTA CARGA MÍNIMA DEBIDO A QUE EN LA REGIÓN
NO SE PRESENTA Y ES COMÚN LA PRESENCIA DE ESTE FENÓMENO.
CARGA DISTRIBUIDA (KG/M)
CARGA DE NIEVE ASUMIDA 40.00 KG/M2
LONGITUD DE LA CORREA (A) 4.60 M
PESO TOTAL DE CARGA DE NIEVE (QS) 184.00 KG/M
d) CARGA DE VIENTO
DE ACUERDO A LA NORMA E.020 DEL RNE, LAS ESTRUCTURAS CON
ELEMENTOS DE CIERRE Y LOS COMPONENTES EXTERIORES DE TODAS LAS
EDIFICACIONES EXPUESTAS A LA ACCIÓN DEL VIENTO, SERÁN DISEÑADOS
PARA RESISTIR LAS CARGAS (PRESIONES Y SUCCIONES) EXTERIORES E
INTERIORES DEBIDAS AL VIENTO, SUPONIENDO QUE ÉSTE ACTÚA EN DOS
DIRECCIONES HORIZONTALES PERPENDICULARES ENTRE SÍ.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
SEGÚN LA CLASIFICACIÓN DE LA EDIFICACIÓN, QUE REPRESENTAN
PROBLEMAS AERODINÁMICOS ESPECIALES TALES COMO DOMOS, ARCOS,
ANTENAS, CHIMENEAS ESBELTAS Y CUBIERTAS COLGANTES. PARA ESTE
TIPO DE EDIFICACIONES LAS PRESIONES DE DISEÑO SE DETERMINARÁN A
PARTIR DE PROCEDIMIENTOS DE ANÁLISIS RECONOCIDOS EN INGENIERÍA,
PERO NO SERÁN MENORES QUE LAS ESPECIFICADAS PARA EL TIPO 1.
LA VELOCIDAD DE DISEÑO DEL VIENTO HASTA 10 M DE ALTURA SERÁ LA
VELOCIDAD MÁXIMA ADECUADA A LA ZONA DE UBICACIÓN DE LA
EDIFICACIÓN, PERO NO MENOS DE 75 KM/HR. LA VELOCIDAD DE DISEÑO
DEL VIENTO EN CADA ALTURA DE LA EDIFICACIÓN SE OBTENDRÁ DE LA
SIGUIENTE EXPRESIÓN.
VH = V*(0.1*H)0.22
DÓNDE:
x VH : VELOCIDAD DE DISEÑO EN LA ALTURA H EN KM/HR.
x V : VELOCIDAD DE DISEÑO HASTA 10 M DE ALTURA EN KM/HR.
x H : ALTURA SOBRE EL TERRENO EN METROS.
LA CARGA EXTERIOR (PRESIÓN O SUCCIÓN) EJERCIDA POR EL VIENTO SE
SUPONDRÁ ESTÁTICA Y PERPENDICULAR A LA SUPERFICIE SOBRE LA CUAL
ACTÚA. SE CALCULARÁ MEDIANTE LA EXPRESIÓN:
P = 0.005*C*VH2
DÓNDE:
x PH : PRESIÓN O SUCCIÓN DEL VIENTO A UNA ALTURA H.
x C : FACTOR DE FORMA ADIMENSIONAL.
x VH : VELOCIDAD DE DISEÑO A LA ALTURA H.
EL FACTOR DE FORMA ADIMENSIONAL PARA DETERMINAR LAS CARGAS
EXTERIORES E INTERIORES DEL VIENTO A BARLOVENTO Y SOTAVENTO SERÁ
DE +0.8 Y -0.6.
DE ACUERDO A LA MAPA EÓLICO DEL PERÚ,
JULIACA SELA CIUDAD DE
ENCUENTRA INTERPOLADA CON UNA VELOCIDAD DE VIENTO A 90 KM/HR A
10 M SOBRE EL SUELO PARA UN PERIODO DE RETORNO DE 50 AÑOS.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
JULIACA
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
CARGA DISTRIBUIDA (KG/M)
VELOCIDAD DEL VIENTO ASUMIDA 90.00 KM/HR
ALTURA SOBRE EL TERRENO 15.15 M
VELOCIDAD DE DISEÑO DEL VIENTO 98.61 KM/HR
FACTOR DE FORMA PARA BARLOVENTO +0.80
FACTOR DE FORMA PARA BARLOVENTO -0.60
PRESIÓN DEL VIENTO EXTERIOR +38.90 KG/M2
PRESIÓN DEL VIENTO INTERIOR -29.20 KG/M2
LONGITUD DE LA CORREA (A) 4.60 M
PRESIÓN DEL VIENTO EXTERIOR PVE +179.00 KG/M
PRESIÓN DEL VIENTO INTERIOR PVI -134.32 KG/M
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
10. COMBINACIONES DE CARGA ÚLTIMA SOBRE LA
CUBERTURA METALICA
SEGÚN LA NORMA E.020 del RNE, SE TIENE LAS SIGUIENTES
COMBINACIONES DE CARGA ULTIMA PARA EL DISEÑO ESTRUCTURAL DE LA
CUBERTURA METÁLICA.
x 1.4 D
x 1.2 D + 1.6 L
x 1.2 D + 1.6 L + 0.5 (LR O S O R)
x 1.2 D + 1.6 (LR O S O R) + (0.5 L O 0.8 W)
x 1.2 D + 1.3 W + 0.5 L + 0.5 (LR O S O R)
x 1.2 D ± 1.0 E + (0.5 L O 0.2 S)
x 0.9 D ± (1.3 W O 1.0 E)
DÓNDE:
x D : CARGA MUERTA POR PESO PROPIO DE LA ESTRUCTURA.
x L : CARGA VIVA DEBIDA AL MOBILIARIO Y OCUPANTES.
x LR : CARGA VIVA EN LAS AZOTEAS.
x W : CARGA DE VIENTO.
x S : CARGA DE NIEVE.
x E : CARGA DE SISMO NORMA E.030.
x R : CARGA POR LLUVIA O GRANIZO.
11. MÉTODOS DE ANÁLISIS ESTRUCTURAL
PARA EL ANÁLISIS DE LA ESTRUCTURA SE HA UTILIZADO EL MÉTODO DE LOS
DESPLAZAMIENTOS O MÉTODO DE LAS RIGIDECES. APLICANDO EL PROGRAMA
ELECTRÓNICO DE CÁLCULO ESTRUCTURAL SAP2000 V-14.1 UN PRODUCTO DE LA
COMPUTER AND STRUCTURES INC. LOS COMPONENTES ESTRUCTURALES HAN SIDO
REPRESENTADOS MEDIANTE ELEMENTOS TIPO FRAME Y LA IDEALIZACIÓN SE
PRESENTA EN LA FIGURA.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
12. MÉTODO DE DISEÑO ESTRUCTURAL
a) Diseño y Verificación de la Estructura
EL DISEÑO DE LA ESTRUCTURA METÁLICA TIPO VOLADIZO SE HA HECHO
CONFORME A LAS DISPOSICIONES DE LAS ESPECIFICACIONES AASHTO LRFD, ASÍ
COMO LAS ESPECIFICACIONES DEL AISC-LRFD. PARA EL CÁLCULO DE
CONDICIONES ÚLTIMAS SE HAN CONSIDERADO LOS SIGUIENTES FACTORES DE
REDUCCIÓN DE RESISTENCIA:
x ØT = 0.90, PARA ELEMENTOS EN TENSIÓN POR FLUENCIA.
x ØT = 0.75, PARA ELEMENTOS EN TENSIÓN POR RUPTURA.
x ØT = 0.85, PARA ELEMENTOS EN COMPRESIÓN.
x ØT = 0.90, PARA ELEMENTOS EN FLEXIÓN.
x ØT = 0.90, PARA ELEMENTOS SOMETIDOS A ESFUERZO CORTANTE.
x L/R < 300, RELACIÓN DE ESBELTEZ.
x R < 0.95, RADIO.
EL DISEÑO SE HA ADOPTADO CONSIDERANDO LOS TUBOS REDONDO LAC
2
A500 DE GRADO “B” CON FY = 2,900 KG/CM DE LA FABRICACIÓN ACEROS
AREQUIPA S.A. Y SIDER PERU COMO SON:
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
x BRIDA SUPERIOR TUBO LAC A500 : 4”, 3” Y 2”
x BRIDA INFERIOR TUBO LAC A500 : 4”, 3” Y 2”
x MONTANTES TUBO LAC A500 : 2”, 1.5” Y 1”
x DIAGONALES TUBO LAC A500 : 2”, 1.5” Y 1”
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
SE DEMUESTRA QUE LOSTUBO LAC A500 4”, 3” Y 2” EN LAS BRIDAS
SUPERIOR E INFERIOR, LA CAPACIDAD REQUERIDA DE 22.13 TON ES MENOR A LA
CAPACIDAD ACTUANTE DE 36.20 TON EN EL ELEMENTO MÁS CRÍTICO Y EL RADIO ES
0.77 MENOR A 0.95, DONDE EL DISEÑO ESTRUCTURAL ES CONFIABLE.
ADEMÁS; LAS MONTANTES Y DIAGONALES CON LAC A500 2”, 1.5” Y 1” SON
SATISFACTORIOS EN EL DISEÑO ESTRUCTURAL.
b) Deflexiones
LA DEFLEXIÓN INSTANTÁNEA PRODUCIDA POR LAS CARGAS CRÍTICAS EN EL
VOLADIZO DE LA COBERTURA METÁLICA TIPO CERCHA PRODUCTO DEL PESO PROPIO,
CARGA VIVA ES DE 5.70 CM.
EN CUANTO A LAS DEFORMACIONES PRODUCIDAS POR LAS CARGAS, LA
ESTRUCTURA SE DEFORMA EN LO SIGUIENTE: S = L/180.
DÓNDE: 5.70 CM < 5.83 CM……..OK.
c) Apoyos
CON LA FINALIDAD DE COMPROBAR LAS DIMENSIONES DE LA BASE DE LA
COLUMNA DONDE SE APOYARÁ LA ESTRUCTURA METÁLICA TIPO VOLADIZO, SE
REALIZÓ TOMANDO EN CUENTA LAS CARGAS ULTIMAS.
6Fvu
Vb d V adm
a *b
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
DÓNDE:
x
Vb = 17.01 KG/CM2
x FVU = 50.01 TON, CARGA ULTIMA DE LA ESTRUCTURA.
x A = 35 CM.
x B = 80 CM.
x V adm = 0.45*F’C = 94.50 KG/CM2
17.01 KG/CM2 <<< 94.50 KG/CM2 …………. OK¡
d) Anclajes
Nsa I * n * Ase * Futa
DÓNDE:
x NSA = 17.01 KG/CM2
x ASE = 5.10 CM2 ( I 1”).
x ASE = 2.85 CM2 ( I 3/4”).
x FUTA = 2,530 KG/CM2.
x Φ = 0.75
x N = 4 I 1” + 4 I 1” (40.80 CM2).
e) Espesor de plancha metálica
6 Mp
e
a Fadm
DÓNDE:
x NSA = 17.01 KG/CM2.
x FUTA = 2,530 KG/CM2.
x Φ = 0.60
x FADM = 1,518 KG/CM2.
x A = 25 CM.
x MP = 1,395.37 KG-CM.
x E = 11.51 MM < 20 MM………… OK¡
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”
GOBIERNO REGIONAL PUNO
GERENCIA REGIONAL DE INFRAESTRUCTURA
13. Conclusiones
x EL ANÁLISIS Y DISEÑO ESTRUCTURAL DE LA COBERTURA METÁLICA SE
REALIZÓ DE ACUERDO A LAS NORMAS E.20, E.90 Y EL EXPEDIENTE
TÉCNICO APROBADO Y MODIFICADO EN COORDINACIÓN CON EL
RESIDENTE DE OBRA.
x EN EL PRESENTE ANÁLISIS Y DISEÑO ESTRUCTURAL DE LA COBERTURA
METÁLICA SE REALIZÓ DE ACUERDO A LAS FICHAS TÉCNICAS DE LOS
FABRICANTES DE TUBERÍA LAC ASTM 500 GRADO B, COMO ACEROS
AREQUIPA Y SIDER PERÚ Y SON COMERCIALES.
x EL REDISEÑO DE LA COBERTURA METÁLICA SE REALIZÓ CON FINES DE
GARANTIZAR LA CONFIABILIDAD ESTRUCTURAL, EN VISTA QUE EL DISEÑO
ESTRUCTURAL EN LOS PLANOS MODIFICADOS LA DEFORMACIÓN MÁXIMA
POR SERVICIO ES DE 7.21, 6.20 Y 8.27
5.83 CM, ASÍ
CM MAYORES A
MISMO EN EL ELEMENTO MÁS CRÍTICO EL RADIO ES 1.00 MAYOR A
0.95, DONDE EL DISEÑO ESTRUCTURAL NO ES CONFIABLE.
x POR TALES RAZONES SE HA REFORZADO LA ESTRUCTURA METÁLICA DE
ACUERDO A LAS NORMAS E.20, E.90 EN EL REDISEÑO ESTRUCTURAL
OFRECIENDO LA DEFORMACIÓN MÁXIMA EN EL VOLADO DE 5.70, 4.94,
5.32 Y 3.40 5.83 CM, ASÍ MISMO EN EL ELEMENTO
CM MENORES A
MÁS CRÍTICO EL RADIO ES 0.77 MENOR A 0.95, DONDE EL DISEÑO
ESTRUCTURAL ES CONFIABLE.
x CON RESPECTO A LOS PERNOS DE ANCLAJE DE 4Φ1” PUESTO EN OBRA
ES INSUFICIENTE, YA QUE LA ESTRUCTURA REQUIERE PERNOS DE
ANCLAJE DE 4Φ1”+ 4Φ1” POR CADA COLUMNA, PARA SOPORTAR UNA
FUERZA VERTICAL DE 50.01 TON Y UNA FUERZA HORIZONTAL DE 12.20
TON DE ACUERDO A LA RESISTENCIA A LA COMPRESIÓN DE CADA
COLUMNA.
x LOS TUBOS LAC ASTM 500 GRADO B SE HAN COLOCADO
TÉCNICAMENTE LOS EMPALMES DE 4” A 3” A 2”, DONDE LAS UNIONES
DE ESTOS ELEMENTOS SON A TRAVÉS DE CARTELAS DE ACERO GRADO
A36 DE ESPESOR 1/4” CON SOLDADURA AWS E70XX DE ACUERDO A
LOS PLANOS REPLANTEADOS.
x LA SECCIÓN DE LA VIGA METÁLICA SE HA DISEÑADO POR EL MÉTODO DE
CARGAS ÚLTIMAS LRFD. EL ACERO ESTRUCTURAL SON DE TUBOS
LAC GRADO “B” (FY = 2,900 KG/CM2).
x SE RECOMIENDA TOMAR EN CUENTA TODOS LOS TRABAJOS YA
EJECUTADOS EN OBRA, ANTES DE CUALQUIER TRABAJO ESTRUCTURAL
REALIZAR LAS PRUEBAS NECESARIAS DE RESISTENCIA A LA
COMPRESIÓN, CERTIFICACIÓN DE LOS PERNOS DE ANCLAJE Y OTROS.
“MEJORAMIENTO DE LA CAPACIDAD DE PRESTACION DE SERVICIOS DEPORTIVOS EN EL ESTADIO GUILLERMO BRICEÑO ROSAMEDINA DE LA
CIUDAD DE JULIACA, PROVINCIA DE SAN ROMAN – PUNO”


También podría gustarte
- TDR Cobertura y Estructura Metalica CorregidoAún no hay calificacionesTDR Cobertura y Estructura Metalica Corregido32 páginas
- 05 Especificaciones Tecnicas - Duchas y VestidoresAún no hay calificaciones05 Especificaciones Tecnicas - Duchas y Vestidores39 páginas
- Tapajuntas Sísmicos de Aluminio para EdificiosAún no hay calificacionesTapajuntas Sísmicos de Aluminio para Edificios4 páginas
- Especificaciones Técnicas para Iluminación de EstadioAún no hay calificacionesEspecificaciones Técnicas para Iluminación de Estadio24 páginas
- TDR REQ 79 Señalizacion Temporal de Seguridad100% (1)TDR REQ 79 Señalizacion Temporal de Seguridad4 páginas
- Mejoramiento de Techos SENCICO San BorjaAún no hay calificacionesMejoramiento de Techos SENCICO San Borja8 páginas
- 07 Especificaciones Reposicion de Piedra 00Aún no hay calificaciones07 Especificaciones Reposicion de Piedra 007 páginas
- Planos de Cerco Metálico para ObrasAún no hay calificacionesPlanos de Cerco Metálico para Obras1 página
- Método de Construcción de Arenado y Pintura.Aún no hay calificacionesMétodo de Construcción de Arenado y Pintura.1 página
- TDR - Cerco Perimetrico - PrefabricadoAún no hay calificacionesTDR - Cerco Perimetrico - Prefabricado4 páginas
- Especificaciones Tecnicas CerrajeriaAún no hay calificacionesEspecificaciones Tecnicas Cerrajeria2 páginas
- Partidas de Estructuras Metalicas - Obra CajabambaAún no hay calificacionesPartidas de Estructuras Metalicas - Obra Cajabamba1 página
- Instalación de Estructuras MetálicasAún no hay calificacionesInstalación de Estructuras Metálicas3 páginas
- Losa Recreativa Multiuso en HuánucoAún no hay calificacionesLosa Recreativa Multiuso en Huánuco11 páginas
- Ficha Técnica: Tubo de PVC-U 33 mmAún no hay calificacionesFicha Técnica: Tubo de PVC-U 33 mm1 página
- TDR Divisiones, Vidrios y EspejosAún no hay calificacionesTDR Divisiones, Vidrios y Espejos4 páginas
- Requerimiento de Lastre y Piedra para DesagüeAún no hay calificacionesRequerimiento de Lastre y Piedra para Desagüe2 páginas
- Vidrios, Cristales y Similares. Vidrio TripleAún no hay calificacionesVidrios, Cristales y Similares. Vidrio Triple3 páginas
- Especificaciones para Obras en Miraflores AltoAún no hay calificacionesEspecificaciones para Obras en Miraflores Alto44 páginas
- Estructura TDR para Servicio EducativoAún no hay calificacionesEstructura TDR para Servicio Educativo3 páginas
- 02.-Metrado de Arquitectura DrywallAún no hay calificaciones02.-Metrado de Arquitectura Drywall2 páginas
- Andamios de Madera para AscensoresAún no hay calificacionesAndamios de Madera para Ascensores10 páginas
- Acta de Transferencia de Obra San JerónimoAún no hay calificacionesActa de Transferencia de Obra San Jerónimo1 página
- Acoplamientos MaxiFit para TuberíasAún no hay calificacionesAcoplamientos MaxiFit para Tuberías1 página
- Instalaciones Eléctricas en CutervoAún no hay calificacionesInstalaciones Eléctricas en Cutervo33 páginas
- Presupuesto Mejoramiento Depósito PiuraAún no hay calificacionesPresupuesto Mejoramiento Depósito Piura4 páginas
- Tribuna Graderias y Vereda-PDG01 - A1Aún no hay calificacionesTribuna Graderias y Vereda-PDG01 - A11 página
- Especificaciones Tecnicas de Techo Autosoportado - ELCICSA100% (1)Especificaciones Tecnicas de Techo Autosoportado - ELCICSA2 páginas
- Desagregado Por Partidas de MURO CONTENCION100% (1)Desagregado Por Partidas de MURO CONTENCION8 páginas
- Cama de apoyo para tuberías en proyecto de aguaAún no hay calificacionesCama de apoyo para tuberías en proyecto de agua42 páginas
- Memoria Descriptiva Plaza TirapataAún no hay calificacionesMemoria Descriptiva Plaza Tirapata9 páginas
- PDF Especificaciones Tecnicas de Grass Sintetico - CompressAún no hay calificacionesPDF Especificaciones Tecnicas de Grass Sintetico - Compress3 páginas
- AL - 001 - Tubería de Alcantarillado y Cachimba100% (1)AL - 001 - Tubería de Alcantarillado y Cachimba3 páginas
- TER. REF. MALLA DE NYLON - Adicional #03Aún no hay calificacionesTER. REF. MALLA DE NYLON - Adicional #034 páginas
- Especificaciones de Seguridad en ConstrucciónAún no hay calificacionesEspecificaciones de Seguridad en Construcción69 páginas
- Metrados de Equipamiento Educativo ChurcampaAún no hay calificacionesMetrados de Equipamiento Educativo Churcampa2 páginas
- Diseño de mezclas de concreto SANNAAún no hay calificacionesDiseño de mezclas de concreto SANNA2 páginas
- Presupuesto Alquiler Andamios LayherAún no hay calificacionesPresupuesto Alquiler Andamios Layher1 página
- Presupuesto Quebrada La Tina I PucaráAún no hay calificacionesPresupuesto Quebrada La Tina I Pucará2 páginas
- Calaminón Curvo de Acero PrepintadoAún no hay calificacionesCalaminón Curvo de Acero Prepintado2 páginas
- Estructura Metálica para Alimento BalanceadoAún no hay calificacionesEstructura Metálica para Alimento Balanceado58 páginas
- Especificaciones de Albañilería y Revoques100% (2)Especificaciones de Albañilería y Revoques61 páginas
- Especificaciones Tecnicas Puerta PrincipaAún no hay calificacionesEspecificaciones Tecnicas Puerta Principa2 páginas
- Adquisición de Banner para Obra VialAún no hay calificacionesAdquisición de Banner para Obra Vial2 páginas
- Instalación de Saneamiento en LlapaAún no hay calificacionesInstalación de Saneamiento en Llapa99 páginas
- Presupuesto Estuctura Metalica para Tanque Elevado, Tapas y ProtectorAún no hay calificacionesPresupuesto Estuctura Metalica para Tanque Elevado, Tapas y Protector1 página
- Cálculo Estructural Cobertura Metálica EstadioAún no hay calificacionesCálculo Estructural Cobertura Metálica Estadio25 páginas
- Memo Descriptiva Pista de AtletismoAún no hay calificacionesMemo Descriptiva Pista de Atletismo8 páginas
- Capacidad Admisible del Suelo en Cimentación67% (3)Capacidad Admisible del Suelo en Cimentación6 páginas
- Análisis de Agregados para Puente YuncamayoAún no hay calificacionesAnálisis de Agregados para Puente Yuncamayo9 páginas
- 01 Informe Mensual Del Mes de AgostoAún no hay calificaciones01 Informe Mensual Del Mes de Agosto29 páginas
- Diapositivas Estadio Guillermo Briceño 30 de SetAún no hay calificacionesDiapositivas Estadio Guillermo Briceño 30 de Set17 páginas
- Diseño Puente Colgante ChocoriariAún no hay calificacionesDiseño Puente Colgante Chocoriari20 páginas
- Verificación Estructural Techo Arco PaucartamboAún no hay calificacionesVerificación Estructural Techo Arco Paucartambo37 páginas
- Especificación de Procedimiento de SoldaduraAún no hay calificacionesEspecificación de Procedimiento de Soldadura1 página
- 1.2 Ch-Seriman-Pets-004-002 C1 Cambio de Liners en Los Chutes de Transferencia CV003 - CV014 y CV005 - CV014Aún no hay calificaciones1.2 Ch-Seriman-Pets-004-002 C1 Cambio de Liners en Los Chutes de Transferencia CV003 - CV014 y CV005 - CV01429 páginas
- Materiales Metálicos en Ingeniería MecánicaAún no hay calificacionesMateriales Metálicos en Ingeniería Mecánica10 páginas
- Herramientas Esenciales para JoyeríaAún no hay calificacionesHerramientas Esenciales para Joyería21 páginas
- Instrucciones para Formulario C-1 SICOESAún no hay calificacionesInstrucciones para Formulario C-1 SICOES6 páginas
- Examen de Conocimientos en Protección Anticorrosiva100% (3)Examen de Conocimientos en Protección Anticorrosiva3 páginas
- Procedimiento Instalación Tuberías HDPEAún no hay calificacionesProcedimiento Instalación Tuberías HDPE14 páginas
- Examen de Seguridad en Trabajos CalientesAún no hay calificacionesExamen de Seguridad en Trabajos Calientes2 páginas
- CV Industrias Ramirez Comercializadora Mantenimiento Suministros y Fabricaciones IndustrialesAún no hay calificacionesCV Industrias Ramirez Comercializadora Mantenimiento Suministros y Fabricaciones Industriales15 páginas
- Riesgos en Soldadura y Corte de GasAún no hay calificacionesRiesgos en Soldadura y Corte de Gas56 páginas
- Plan de Respuesta Ante EmergenciasAún no hay calificacionesPlan de Respuesta Ante Emergencias6 páginas
- Autoevaluación N°1 - Revisión de Intentos - DistanciaAún no hay calificacionesAutoevaluación N°1 - Revisión de Intentos - Distancia6 páginas
- IPERC 008 15 Fabricacion y Cambio de Chimenea en Caldera N 02Aún no hay calificacionesIPERC 008 15 Fabricacion y Cambio de Chimenea en Caldera N 026 páginas
- Procedimiento de Trabajo en CalienteAún no hay calificacionesProcedimiento de Trabajo en Caliente10 páginas
- Soldadura TIG: Proceso y VentajasAún no hay calificacionesSoldadura TIG: Proceso y Ventajas10 páginas
- Procesos y Fundamentos de SoldaduraAún no hay calificacionesProcesos y Fundamentos de Soldadura33 páginas
- Tipos de Distribución en Planta IndustrialAún no hay calificacionesTipos de Distribución en Planta Industrial41 páginas
- Corrosión en Uniones Soldadas: Causas y PrevenciónAún no hay calificacionesCorrosión en Uniones Soldadas: Causas y Prevención5 páginas
- Soldadura Por Forja, Gas, Resistencia y Por PuntosAún no hay calificacionesSoldadura Por Forja, Gas, Resistencia y Por Puntos23 páginas