También podría gustarte
- DETERMINACIÓN DE Na2CO3 EN SOSA COMERCIAL (UNALM)Documento19 páginasDETERMINACIÓN DE Na2CO3 EN SOSA COMERCIAL (UNALM)Xiomara Navarro100% (2)
- Análisis Mecánico y de Resistencia de Materiales de Una Bicicleta Con Una PersonaDocumento8 páginasAnálisis Mecánico y de Resistencia de Materiales de Una Bicicleta Con Una PersonaCristian Caleb ScgAún no hay calificaciones
- TRABAJO Psicología de La Gestalt - Wolfgang KöhlerDocumento22 páginasTRABAJO Psicología de La Gestalt - Wolfgang KöhlerMariquita Perez Perez0% (1)
- Grupo de Ejercicios Ingenieria IndustrialDocumento7 páginasGrupo de Ejercicios Ingenieria IndustrialMary Carmen Guarnizo Llacsahuanga100% (2)
- 8 Dimensiones de La CalidadDocumento2 páginas8 Dimensiones de La CalidadCesar Fernandez TorresAún no hay calificaciones
- Caracteristicas de Una Bicicleta Electrica Con Paneles SolaresDocumento1 páginaCaracteristicas de Una Bicicleta Electrica Con Paneles SolaresESAGENTE OFICIALAún no hay calificaciones
- Elaboración de Cerveza Artesanal A Partir de Maíz BlancokiylhDocumento19 páginasElaboración de Cerveza Artesanal A Partir de Maíz BlancokiylhLuis Antonio Vieyra33% (3)
- Extractor de Rodamiento InventorDocumento3 páginasExtractor de Rodamiento InventorAnthony PintoAún no hay calificaciones
- Informe de Visita Técnica A Central Azucarera Chucarapi Pampa Blanca SDocumento2 páginasInforme de Visita Técnica A Central Azucarera Chucarapi Pampa Blanca SJess VillafuerteAún no hay calificaciones
- 21ST4000008 Ducha StrettoDocumento1 página21ST4000008 Ducha Strettoalexi colicoi henriquezAún no hay calificaciones
- Precisión de Las PiezasDocumento7 páginasPrecisión de Las Piezasgtrin15Aún no hay calificaciones
- Anexo 1 Molino Coloidal-Componentes RevisadoDocumento3 páginasAnexo 1 Molino Coloidal-Componentes RevisadoAngel Perdomo GomezAún no hay calificaciones
- BicitaxiDocumento21 páginasBicitaxiluis_sarrazolaAún no hay calificaciones
- Casos de Estudio - Grupo02 03-04-2023Documento17 páginasCasos de Estudio - Grupo02 03-04-2023Diego Jhonatan Paredes RojasAún no hay calificaciones
- Principio de PascalDocumento4 páginasPrincipio de PascalRuben Dario Jallaza CallaAún no hay calificaciones
- 2, 3 Casos de DapDocumento1 página2, 3 Casos de DapMaryori Vidarte Huiman100% (2)
- Coolant Up Pronto UsoDocumento1 páginaCoolant Up Pronto Usogerardoctavara100% (1)
- Embotelladora Latinoamericana SDocumento11 páginasEmbotelladora Latinoamericana SXimena Isamar VillcaAún no hay calificaciones
- Controlador MecanicoDocumento7 páginasControlador MecanicoRoman Kastro JavierAún no hay calificaciones
- Ejercicio Sobre Contabilidad de Costos VariablesDocumento12 páginasEjercicio Sobre Contabilidad de Costos VariablesOmar Bazan CastilloAún no hay calificaciones
- Máquina Tapadora de EnvasesDocumento6 páginasMáquina Tapadora de EnvasesJoel NoriegaAún no hay calificaciones
- Reingenieria en Arroz RoaDocumento2 páginasReingenieria en Arroz RoaSergio Andres Bernal TorresAún no hay calificaciones
- El Taladro CNCDocumento7 páginasEl Taladro CNCmaikolAún no hay calificaciones
- Engranajes PlasticosDocumento15 páginasEngranajes PlasticosJohan MirandaAún no hay calificaciones
- Go Kart 5 Tubular PDFDocumento6 páginasGo Kart 5 Tubular PDFCarlos Enrique LopezAún no hay calificaciones
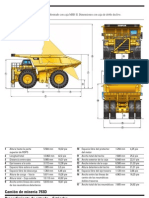
- Camión de Minería 793DDocumento9 páginasCamión de Minería 793DrimalviAún no hay calificaciones
- Informe DiferencialDocumento5 páginasInforme DiferencialJefferson Antamba Rivera100% (1)
- Introduccion Frenos de TamborDocumento37 páginasIntroduccion Frenos de TamborLimbert TiconaAún no hay calificaciones
- Guia de Lubricacion ToyotaDocumento1 páginaGuia de Lubricacion ToyotaJeanetteZamoraGonzalezAún no hay calificaciones
- S 10 Sim Match-HoldDocumento5 páginasS 10 Sim Match-HoldLuis ChirinosAún no hay calificaciones
- Informe Piston BielaDocumento11 páginasInforme Piston BielaNicolasAún no hay calificaciones
- Páginas Desde306281132 Gestion de Recursos HumanosDocumento27 páginasPáginas Desde306281132 Gestion de Recursos HumanosingridninonAún no hay calificaciones
- Producción de Barra de ChocolateDocumento29 páginasProducción de Barra de ChocolateKevin David RuizAún no hay calificaciones
- Guia Fuente de ChocolateDocumento30 páginasGuia Fuente de ChocolateluisAún no hay calificaciones
- Capacitacion Drimer (Febrero 2020)Documento22 páginasCapacitacion Drimer (Febrero 2020)Jhony AzabacheAún no hay calificaciones
- Analisis Organizacional - WongDocumento6 páginasAnalisis Organizacional - WongmanuelAún no hay calificaciones
- Ficha Tecnic Reolacha AzucaradaDocumento2 páginasFicha Tecnic Reolacha AzucaradaJeison PradaAún no hay calificaciones
- Tercer Examen - Parte 2 - ProblemasDocumento1 páginaTercer Examen - Parte 2 - ProblemasJose ManuelAún no hay calificaciones
- S04.s1-Material Práctica de LaboratorioDocumento10 páginasS04.s1-Material Práctica de Laboratoriocielo tacaAún no hay calificaciones
- Para NatalyiDocumento10 páginasPara NatalyiInocencio UcharicoAún no hay calificaciones
- Problemas Propuestos 1Documento3 páginasProblemas Propuestos 1Camila Sofia Changanaqui NavarroAún no hay calificaciones
- Huevos de PascuaDocumento4 páginasHuevos de PascuaMiguel PerezAún no hay calificaciones
- Ficha Técnica Del Bulón para Pistón de AluminioDocumento2 páginasFicha Técnica Del Bulón para Pistón de AluminioMaurizio SoledispaAún no hay calificaciones
- CNCHOCOLATESDocumento122 páginasCNCHOCOLATESBCSPNAún no hay calificaciones
- Ficha Tecnica Cargador FrontalDocumento3 páginasFicha Tecnica Cargador FrontalVladimir ZapataAún no hay calificaciones
- Aceite para Mandos Finales y Ejes PDFDocumento1 páginaAceite para Mandos Finales y Ejes PDFMarcos Matias MedinaAún no hay calificaciones
- File PDFDocumento1 páginaFile PDFSTJ100% (2)
- ExampleDocumento157 páginasExampleAriana ProlAún no hay calificaciones
- MAQUINARIAPARACARGADocumento37 páginasMAQUINARIAPARACARGAPaula Alfaro Lara0% (1)
- MagnetoCicleta (28771)Documento24 páginasMagnetoCicleta (28771)juanAún no hay calificaciones
- Bicicleta BMXDocumento19 páginasBicicleta BMXAder Velasquez ÇruzAún no hay calificaciones
- PresentaciónDocumento27 páginasPresentacióncamila villarAún no hay calificaciones
- Bic Caja TransmisionDocumento79 páginasBic Caja TransmisionRasinka DhailAún no hay calificaciones
- Proyecto Apilador Cristian Alberto López 5Documento9 páginasProyecto Apilador Cristian Alberto López 5Angie Milena Lopez MartinezAún no hay calificaciones
- Proyecto de Elementos de MáquinasDocumento55 páginasProyecto de Elementos de MáquinasCristian SalazarAún no hay calificaciones
- Memoria TecnicaDocumento16 páginasMemoria TecnicaMelani MulloAún no hay calificaciones
- BICIGENERADORMULTIUSUARIO2015Documento76 páginasBICIGENERADORMULTIUSUARIO2015Alan PalmaAún no hay calificaciones
- Analuisa Mendoza Edison Omar - Guía Metodológica IiDocumento36 páginasAnaluisa Mendoza Edison Omar - Guía Metodológica IiPā-mə NLAún no hay calificaciones
- Cuatriciclo OficialDocumento27 páginasCuatriciclo OficialYhonny Salazar Rodriguez100% (1)
- Proyecto Final de Vibraciones MecanicasDocumento28 páginasProyecto Final de Vibraciones Mecanicaswesther100% (1)
- Reporte de Avance de La Unidad 1Documento15 páginasReporte de Avance de La Unidad 1alberto Rmz JuárezAún no hay calificaciones
- Proyecto - Elaboracion de RuedaDocumento12 páginasProyecto - Elaboracion de RuedaBRENDA ESMERALDA REYES FERNANDEZAún no hay calificaciones
- Proyecto de Grado....Documento19 páginasProyecto de Grado....fernando illanes monrroyAún no hay calificaciones
- Circuito RLCDocumento4 páginasCircuito RLCAldair Yupanqui CastellanosAún no hay calificaciones
- Primer Labo de Motores de Combustión Interna 18 2Documento12 páginasPrimer Labo de Motores de Combustión Interna 18 2Aldair Yupanqui CastellanosAún no hay calificaciones
- Preguntas de Combustibles y Quimica de La Combustion PDFDocumento5 páginasPreguntas de Combustibles y Quimica de La Combustion PDFAldair Yupanqui CastellanosAún no hay calificaciones
- Examen Final 2018iDocumento3 páginasExamen Final 2018iAldair Yupanqui CastellanosAún no hay calificaciones
- Puente Unifiliar de WheatstoneDocumento5 páginasPuente Unifiliar de WheatstoneAldair Yupanqui CastellanosAún no hay calificaciones
- Problema Curvas MultiparametricasDocumento4 páginasProblema Curvas MultiparametricasAldair Yupanqui CastellanosAún no hay calificaciones
- Integrales Impropias de Tercera EspecieDocumento11 páginasIntegrales Impropias de Tercera EspecieAldair Yupanqui CastellanosAún no hay calificaciones
- Ensayo Con Líquidos Penetrantes PDFDocumento8 páginasEnsayo Con Líquidos Penetrantes PDFAldair Yupanqui Castellanos100% (1)
- Circuito RC Carga y Descarga de Un CondensadorDocumento4 páginasCircuito RC Carga y Descarga de Un CondensadorAldair Yupanqui CastellanosAún no hay calificaciones
- Gmaw FinalDocumento12 páginasGmaw Finaljpenare100% (1)
- Trabajo Grupal A. Matematico IVDocumento10 páginasTrabajo Grupal A. Matematico IVRoyer Valdivia BarretoAún no hay calificaciones
- Números ComplejosDocumento5 páginasNúmeros ComplejosDivana CastilloAún no hay calificaciones
- Como Calcular El Momento de Fuerza o Torque para El Motor de Un Vehiculo Yahoo RespuestasDocumento2 páginasComo Calcular El Momento de Fuerza o Torque para El Motor de Un Vehiculo Yahoo RespuestasSalvadorAún no hay calificaciones
- PULTRUSIÓNDocumento9 páginasPULTRUSIÓNDanielAún no hay calificaciones
- Tarea 2 Opticayacustica PDFDocumento1 páginaTarea 2 Opticayacustica PDFjuan jose marroquin avilaAún no hay calificaciones
- Practica 01 Ley de Ohm ElectrotecniaDocumento10 páginasPractica 01 Ley de Ohm ElectrotecniaFer VelasquezAún no hay calificaciones
- Concreto Pretensado 1er TrabajoDocumento34 páginasConcreto Pretensado 1er TrabajoAlejandro Alayon Velasquez50% (4)
- Diseño de Un Reactor CSTRDocumento20 páginasDiseño de Un Reactor CSTRDiegoGrandaAún no hay calificaciones
- Método OCRADocumento14 páginasMétodo OCRAGabriella 'HerreraAún no hay calificaciones
- Informe 6 JarabesDocumento9 páginasInforme 6 JarabesVanessa Stefania80% (5)
- Globoflexia Tecnica InfladoDocumento3 páginasGloboflexia Tecnica InfladoMariana GorositoAún no hay calificaciones
- Óxido de Etileno y PVCDocumento50 páginasÓxido de Etileno y PVCYEMFAún no hay calificaciones
- Electric Power System Planning Issues and Algorithms and Solutions - En.esDocumento88 páginasElectric Power System Planning Issues and Algorithms and Solutions - En.esAlexis JamiAún no hay calificaciones
- Ej Cin Mov Circ 1bacDocumento2 páginasEj Cin Mov Circ 1bacBohr Rhob0% (1)
- Hidraulica InstrumentacionDocumento23 páginasHidraulica InstrumentacionJL QuiñonezAún no hay calificaciones
- Resuelto Aptitud Matemática 1Documento16 páginasResuelto Aptitud Matemática 1David PazmiñoAún no hay calificaciones
- Tolerancias GeometricasDocumento30 páginasTolerancias Geometricasrolando mendezAún no hay calificaciones
- Cuestionario de Microbiologia Practica 9 - Manuel OlagueDocumento3 páginasCuestionario de Microbiologia Practica 9 - Manuel OlagueJorge Alberto García100% (2)
- NTC 597Documento12 páginasNTC 597asuarez03100% (1)
- Sistema SolarDocumento26 páginasSistema Solarlizbet jimenezAún no hay calificaciones
- 6) Condensación Superficial e InterticialDocumento2 páginas6) Condensación Superficial e InterticialDani Punturo100% (1)
- Equilibrio en Sistemas MulticomponentesDocumento8 páginasEquilibrio en Sistemas MulticomponentesRichard CarvajalAún no hay calificaciones
- Polinomio de TaylorDocumento8 páginasPolinomio de TaylorternerofeoAún no hay calificaciones
- DenavitDocumento6 páginasDenavitRichardAún no hay calificaciones
- Tema 7 - Geología Estructural - FracturasDocumento47 páginasTema 7 - Geología Estructural - Fracturassoydiosfgpo1100% (1)
- Une en 572 1 2005Documento6 páginasUne en 572 1 2005Jessica HodgesAún no hay calificaciones