También podría gustarte
- Monografia Recubridora y CollareteraDocumento44 páginasMonografia Recubridora y CollareteraLizeth Milagros QC82% (17)
- Vista Preliminar Temario Operario Ayuntamiento de Benalmadena Ed. 2021Documento14 páginasVista Preliminar Temario Operario Ayuntamiento de Benalmadena Ed. 2021Mustafa Mohamed MohandAún no hay calificaciones
- Metodo Del RelojDocumento25 páginasMetodo Del RelojAdrian Cordova100% (3)
- Desarrollo Del Producto TextilDocumento24 páginasDesarrollo Del Producto TextilWILLYCALSINA100% (3)
- Barista Descripcion y FuncionesDocumento2 páginasBarista Descripcion y FuncionesEhrlich Paul Pinto Martinez100% (3)
- Concepto y Clasificacion de PatronajeDocumento3 páginasConcepto y Clasificacion de PatronajeLucy Erika Abregu Palomino100% (1)
- 4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNDocumento8 páginas4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNCaritoIndumentariaAún no hay calificaciones
- Tecnología de La Sección de Plancha y AcabadosDocumento15 páginasTecnología de La Sección de Plancha y AcabadosCaritoIndumentaria100% (2)
- ISO Algunos Tipos de PuntadasDocumento5 páginasISO Algunos Tipos de PuntadasVickyTauste75% (4)
- Terminologia de PatronajeDocumento13 páginasTerminologia de PatronajeGreisy Vargas100% (2)
- Tecnologia de La Seccion de CorteDocumento47 páginasTecnologia de La Seccion de CorteMJose Copons Gallo100% (1)
- Control de Calidad de Prendas de VestirDocumento36 páginasControl de Calidad de Prendas de Vestireduardoturissini74% (19)
- El Taller de CorteDocumento10 páginasEl Taller de CorteEncarniVergaraAún no hay calificaciones
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Materiales, herramientas, máquinas y equipos de confección. TCPF0109De EverandMateriales, herramientas, máquinas y equipos de confección. TCPF0109Aún no hay calificaciones
- Trazado de Patrones Con Ficha TécnicaDocumento113 páginasTrazado de Patrones Con Ficha TécnicaMiileyndAguilar88% (16)
- Trazado de Patrones Con Ficha TécnicaDocumento113 páginasTrazado de Patrones Con Ficha TécnicaMiileyndAguilar88% (16)
- Industria de la moda producción y materialesDe EverandIndustria de la moda producción y materialesCalificación: 5 de 5 estrellas5/5 (1)
- Foro COMPLETODocumento6 páginasForo COMPLETOcelina siguasAún no hay calificaciones
- Manual de CalidadDocumento65 páginasManual de CalidadJ RIchard S. CallaAún no hay calificaciones
- Proceso de Extendido de TelaDocumento25 páginasProceso de Extendido de TelaJhonny R100% (1)
- Estimando El Consumo de Hilos y Avios 2012-1Documento37 páginasEstimando El Consumo de Hilos y Avios 2012-1Maria Cristina Parvina Torres100% (12)
- Foro Diseño de Indumentaria CaballerosDocumento3 páginasForo Diseño de Indumentaria CaballerosWashington Rivera EspinozaAún no hay calificaciones
- Accesorio de Maquina Recta.Documento21 páginasAccesorio de Maquina Recta.rocio romoAún no hay calificaciones
- Tiza Encimado CorteDocumento7 páginasTiza Encimado Cortekalu GimenezAún no hay calificaciones
- TIPOS DE TENDIDOS DE TELA Diana Laura Velazquez DelgadoDocumento3 páginasTIPOS DE TENDIDOS DE TELA Diana Laura Velazquez DelgadoSoir Chaly100% (2)
- Control de Calidad Prendas AcabadasDocumento16 páginasControl de Calidad Prendas AcabadasMartin Claure75% (8)
- Fichas TecnicasDocumento18 páginasFichas TecnicasYesica Salgado100% (1)
- Gestion de TiemposDocumento53 páginasGestion de TiemposJose Luis Blanco PonsAún no hay calificaciones
- Secuencia de Operaciones de Prendas 1 CicloDocumento3 páginasSecuencia de Operaciones de Prendas 1 CicloHenry Valle MolinaAún no hay calificaciones
- Unidad de Trabajo.Documento9 páginasUnidad de Trabajo.wendy lucrecia vasquez tijaroAún no hay calificaciones
- Diseño y Producción de Indumentaria Con DOPDocumento16 páginasDiseño y Producción de Indumentaria Con DOPHugo Rodríguez Espinoza100% (1)
- Importancia de La Codificación (Para Practica)Documento5 páginasImportancia de La Codificación (Para Practica)Fernanda NicolAún no hay calificaciones
- Patronista Preparar, Ensablar y TerminarDocumento11 páginasPatronista Preparar, Ensablar y Terminarnellyv1122767% (3)
- Control de Calidad en ConfeccionDocumento20 páginasControl de Calidad en ConfeccionAndrés Urvina67% (3)
- Patronaje y Confeccion de VestidosDocumento14 páginasPatronaje y Confeccion de VestidosIris IbarraAún no hay calificaciones
- Requerimientos Técnicos - Ficha TécnicaDocumento48 páginasRequerimientos Técnicos - Ficha TécnicaEliana TroncosoAún no hay calificaciones
- Ficha TecnicaDocumento30 páginasFicha TecnicaAnonymous roqSs6D100% (1)
- Puntadas Por Puldagadas PDFDocumento4 páginasPuntadas Por Puldagadas PDFoliviaAún no hay calificaciones
- Los Hilos de CoserDocumento31 páginasLos Hilos de CoserFranklin Amett Rúa Anampa50% (4)
- Historia de MaquinasDocumento5 páginasHistoria de MaquinasKim Kim Jimkook100% (2)
- PROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Documento3 páginasPROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Yennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Ficha de Despiece AbrigoDocumento1 páginaFicha de Despiece Abrigodavid maldonado100% (1)
- 391772030-Maquinas-de-Corte-de-Tela YulianDocumento21 páginas391772030-Maquinas-de-Corte-de-Tela YulianYolian Grisales100% (3)
- Maquina RecubridoraDocumento56 páginasMaquina RecubridoraLizeth Milagros QCAún no hay calificaciones
- Puntadas de Confeccion Segun Normas IsoDocumento7 páginasPuntadas de Confeccion Segun Normas IsoZuhanny Cano Chamorro0% (1)
- 4-Tipos de Costura y PespunteDocumento16 páginas4-Tipos de Costura y PespunteDubal Jacinto AcevedoAún no hay calificaciones
- Patronaje CuestionarioDocumento1 páginaPatronaje CuestionarioSelva RojasAún no hay calificaciones
- Secuencia de OperacionesDocumento1 páginaSecuencia de Operacioneskmaster10Aún no hay calificaciones
- Enhebrados de Maquinaria de ConfeccionDocumento22 páginasEnhebrados de Maquinaria de ConfeccionwendyAún no hay calificaciones
- Programación Confeccion de Buzos PDFDocumento9 páginasProgramación Confeccion de Buzos PDFrolando aquinoAún no hay calificaciones
- Organización de Taller de Confección TextilDocumento14 páginasOrganización de Taller de Confección TextilFredy Choquemamani ccuno100% (3)
- FORODocumento9 páginasFOROcelina siguas100% (2)
- 38 TCP Procesos y Productos de Textil, Confección y Piel PDFDocumento14 páginas38 TCP Procesos y Productos de Textil, Confección y Piel PDFIsabel Moran Areces100% (3)
- Control de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosDocumento7 páginasControl de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosEncarniVergaraAún no hay calificaciones
- Tecnología de La Confección Industrial Cap 1Documento42 páginasTecnología de La Confección Industrial Cap 1dakaratextil100% (3)
- Fichas TécnicasDocumento8 páginasFichas TécnicasAngieRamirez100% (1)
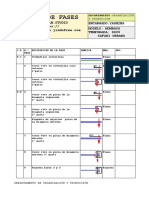
- Lista de Fases KeniaDocumento8 páginasLista de Fases KeniaCarolinaAún no hay calificaciones
- Fichas Tecnicas de ConfeccionDocumento3 páginasFichas Tecnicas de ConfeccionMeli Medina100% (1)
- Abrigo de PañoDocumento19 páginasAbrigo de PañoXIMENA ESCARLET ALVAREZ BRAÑEZAún no hay calificaciones
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)De EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Aún no hay calificaciones
- Técnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0109De EverandTécnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0109Aún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Aspectos Generales Del Control de Calidad PDFDocumento26 páginasAspectos Generales Del Control de Calidad PDFsara cantilloAún no hay calificaciones
- Conociendo Los Materiales y Procesos de ConfeccionDocumento38 páginasConociendo Los Materiales y Procesos de ConfeccionMiileyndAguilarAún no hay calificaciones
- Propiedades Fibras TextilesDocumento5 páginasPropiedades Fibras TextilesMiileyndAguilarAún no hay calificaciones
- Tela Tejida Tubular de PPDocumento1 páginaTela Tejida Tubular de PPMiileyndAguilarAún no hay calificaciones
- Las Medias de NylonDocumento3 páginasLas Medias de NylonMiileyndAguilarAún no hay calificaciones
- Historia y Usos Del CueroDocumento4 páginasHistoria y Usos Del CueroMiileyndAguilarAún no hay calificaciones
- Conociendo Las TelasDocumento6 páginasConociendo Las TelasMiileyndAguilarAún no hay calificaciones
- Control de Calidad en LavanderíaDocumento13 páginasControl de Calidad en LavanderíaMiileyndAguilar0% (1)
- Fichastécnicas: Ficha Técnica-JeanDocumento5 páginasFichastécnicas: Ficha Técnica-JeanMiileyndAguilarAún no hay calificaciones
- Como Se Fabrica Una TelaDocumento2 páginasComo Se Fabrica Una TelaMiileyndAguilarAún no hay calificaciones
- Comparación Entre Tejido Plano y Tejido de PuntoDocumento1 páginaComparación Entre Tejido Plano y Tejido de PuntoMiileyndAguilarAún no hay calificaciones
- MABEL TejidosValDocumento18 páginasMABEL TejidosValFaby Castañeda H100% (2)
- Laboratorio 4 Presupuesto de CapitalDocumento8 páginasLaboratorio 4 Presupuesto de CapitalTomásAún no hay calificaciones
- Desintegracion de La UrssDocumento12 páginasDesintegracion de La UrssJUBI0% (1)
- Formulario de AdopcionDocumento4 páginasFormulario de Adopcionlau.niicoleAún no hay calificaciones
- Abuso Doméstico y Violencia Contra Los HombresDocumento14 páginasAbuso Doméstico y Violencia Contra Los HombresJorge Yeshayahu Gonzales-LaraAún no hay calificaciones
- Dim 770652077592Documento1 páginaDim 770652077592irodriguez.25102733Aún no hay calificaciones
- Equipo 5 El Estudio de Lo InternacionalDocumento14 páginasEquipo 5 El Estudio de Lo Internacionalivanna castro galvanAún no hay calificaciones
- Plan de Contingencia CarajitoDocumento19 páginasPlan de Contingencia CarajitoCech StebanAún no hay calificaciones
- DE COCINA San Andrés, Providencia, Santa CatalinaDocumento61 páginasDE COCINA San Andrés, Providencia, Santa CatalinaGERENCIA LIOLIFEAún no hay calificaciones
- Canvas para Investigar CargoDocumento2 páginasCanvas para Investigar CargoStephanie SanabriaAún no hay calificaciones
- Triptico Ciencia y TecnologiaDocumento3 páginasTriptico Ciencia y Tecnologiajesus lopezAún no hay calificaciones
- Induzinc - Ficha Ruc - Sunat Operaciones en LineaDocumento3 páginasInduzinc - Ficha Ruc - Sunat Operaciones en LineaamarkopunkAún no hay calificaciones
- TF - E-Commerce - Grupo 04Documento99 páginasTF - E-Commerce - Grupo 04vaniasalazarusaAún no hay calificaciones
- Cuadernillo Simulacro Primaria Grado 3°Documento16 páginasCuadernillo Simulacro Primaria Grado 3°Yiceth DucuaraAún no hay calificaciones
- Vísperas Cantadas. Santos Ángeles Custodios. 2 de OctubreDocumento12 páginasVísperas Cantadas. Santos Ángeles Custodios. 2 de OctubreIGLESIA DEL SALVADOR DE TOLEDO (ESPAÑA)Aún no hay calificaciones
- Perdona A Los Demás y Déjalos SerDocumento4 páginasPerdona A Los Demás y Déjalos SermonikAún no hay calificaciones
- Frontera de Posibilidades de ProducciónDocumento29 páginasFrontera de Posibilidades de ProducciónEdman CruzAún no hay calificaciones
- 120 OracionesDocumento2 páginas120 OracioneslecapiAún no hay calificaciones
- Plantilla Calculo Salario IntegralDocumento21 páginasPlantilla Calculo Salario Integralrocio galindo castroAún no hay calificaciones
- Contratación EstrategicaDocumento1 páginaContratación EstrategicaSara GutierrezAún no hay calificaciones
- Gravas y ArenasDocumento14 páginasGravas y ArenasPablo Cañipa PelaezAún no hay calificaciones
- Informe-Autoevaluacion RNRDocumento27 páginasInforme-Autoevaluacion RNRMaite MartinezAún no hay calificaciones
- Módulo 20. Juicio de Amparo Unidad 2. Las Vías Del Amparo Sesión 4. La Suspensión en El Amparo Directo E Indirecto Actividades 1, 2 E IntegradoraDocumento24 páginasMódulo 20. Juicio de Amparo Unidad 2. Las Vías Del Amparo Sesión 4. La Suspensión en El Amparo Directo E Indirecto Actividades 1, 2 E IntegradoraEthel BerrioAún no hay calificaciones
- Aplicaciones 1 Oferta y DemandaDocumento5 páginasAplicaciones 1 Oferta y DemandavaneloayzadAún no hay calificaciones
- Depósitos de AhorroDocumento5 páginasDepósitos de AhorroArnoldo ancajima silvaAún no hay calificaciones
- Ley 3213Documento19 páginasLey 3213Sebastian CollazosAún no hay calificaciones
- m21 U2 A3 EspinozasaDocumento6 páginasm21 U2 A3 EspinozasaAna EspinozaAún no hay calificaciones
- GRUPO 106002-71 - Problema 2Documento14 páginasGRUPO 106002-71 - Problema 2Jaqueline Yela OrdoñezAún no hay calificaciones