También podría gustarte
- PC Usil Cpel Spi 2022-I M1 LNDocumento5 páginasPC Usil Cpel Spi 2022-I M1 LNLuisSalvador1987Aún no hay calificaciones
- Factores Ponderados de Localizacion de Chocolates FINALDocumento3 páginasFactores Ponderados de Localizacion de Chocolates FINALRehichel Quiroz MamaniAún no hay calificaciones
- Ejercicios de Diagrama Hombre MaquinaDocumento1 páginaEjercicios de Diagrama Hombre MaquinaJean Carlos Santisteban CapuñayAún no hay calificaciones
- Desarrollo Sostenible - Monografia PDFDocumento34 páginasDesarrollo Sostenible - Monografia PDFEliana Cruz SerranoAún no hay calificaciones
- Semana 8 SolDocumento18 páginasSemana 8 SolAjgm JuniorAún no hay calificaciones
- CARRILLO QUIROZ, Aldo AlonzoDocumento158 páginasCARRILLO QUIROZ, Aldo AlonzoGuillermo GuillermoAún no hay calificaciones
- Diagrama de Operaciones Carne Hambuerguesa D, J, CDocumento2 páginasDiagrama de Operaciones Carne Hambuerguesa D, J, CDaniiel Marin MontoyaAún no hay calificaciones
- Ejercicios Diagrama Hombre MaquinaDocumento3 páginasEjercicios Diagrama Hombre MaquinaLina Marcela Acevedo Villada0% (1)
- Estudio de Caso de PizzaDocumento3 páginasEstudio de Caso de PizzaPatricia GutierrezAún no hay calificaciones
- Contexto de La Organizacion Panaderia La Gran DanesasDocumento7 páginasContexto de La Organizacion Panaderia La Gran DanesasYULEICY HOYOS MORAAún no hay calificaciones
- Taller de ProductividadDocumento2 páginasTaller de ProductividadLibardo SanjuaneloAún no hay calificaciones
- 1 - Manual de Balance - de - Linea5735930904416339450Documento11 páginas1 - Manual de Balance - de - Linea5735930904416339450Sindy NeroAún no hay calificaciones
- MRP - Las Pizzas de La NonaDocumento4 páginasMRP - Las Pizzas de La NonaShelsy POAún no hay calificaciones
- Procesos Informe FinalDocumento4 páginasProcesos Informe FinalPaul Pantoja100% (1)
- Expo Ejercicio 12Documento7 páginasExpo Ejercicio 12Claudia BonifacioAún no hay calificaciones
- Tabajo Final Costos AvanceDocumento11 páginasTabajo Final Costos AvanceJuan Jose Rodriguez CasalloAún no hay calificaciones
- Ficha de Planificación de ProcesosDocumento4 páginasFicha de Planificación de Procesosdelvis mendezAún no hay calificaciones
- Sobre PolleriaDocumento33 páginasSobre Polleriasteven abel rojas gutierrezAún no hay calificaciones
- Lab-05-Mkong-19-01-1 @Documento13 páginasLab-05-Mkong-19-01-1 @Kasumi Kong InumaAún no hay calificaciones
- Metodo Guerchet de La Fuente SodaDocumento2 páginasMetodo Guerchet de La Fuente SodaSheyny RodriguezAún no hay calificaciones
- Aplicación Del QFD A Los JeansDocumento11 páginasAplicación Del QFD A Los Jeansgestion administracionAún no hay calificaciones
- Maximizar Las Utilidades de La Panaderia El HornitoDocumento31 páginasMaximizar Las Utilidades de La Panaderia El HornitoVictor Miguel Solano Ico100% (1)
- Reglamento Interno de SST y SoDocumento36 páginasReglamento Interno de SST y SoJorge Torres Hernandez100% (1)
- Tarea 2 IntegracionDocumento5 páginasTarea 2 IntegracionVH Yorbel100% (1)
- Practica7 (2015)Documento3 páginasPractica7 (2015)Jose Alonso Zeballos PintoAún no hay calificaciones
- FormulacionDocumento38 páginasFormulacionandabrilAún no hay calificaciones
- Grupo 3 - Papelera Reyes SACDocumento34 páginasGrupo 3 - Papelera Reyes SACGladys Esperanza SalvadorAún no hay calificaciones
- Caso Practico N°1 PDFDocumento8 páginasCaso Practico N°1 PDFluis100% (2)
- S14T1 - Productividad y Como Medirla - ActividadDocumento3 páginasS14T1 - Productividad y Como Medirla - ActividadRonny PacosonccoAún no hay calificaciones
- Diagrama SIPOCDocumento7 páginasDiagrama SIPOCbere garciaAún no hay calificaciones
- Recurso HumanoDocumento86 páginasRecurso HumanoAsistente 9Aún no hay calificaciones
- Definicion Diagrama Hombre-MaquinaDocumento3 páginasDefinicion Diagrama Hombre-MaquinaDiego JosAún no hay calificaciones
- DPL Tercer Avance Imprimir 1Documento143 páginasDPL Tercer Avance Imprimir 1Kurai SainanAún no hay calificaciones
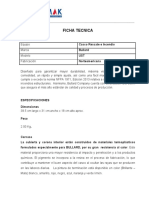
- Ficha Tecnica Bullard USTDocumento3 páginasFicha Tecnica Bullard USTSpaaarKNuBAún no hay calificaciones
- Produccion y CostosDocumento2 páginasProduccion y CostosJhonq33% (3)
- Dap de Queso CremaDocumento2 páginasDap de Queso CremaMirian RamosAún no hay calificaciones
- 12.3-Diagramas de Procesos - Caso PracticoDocumento6 páginas12.3-Diagramas de Procesos - Caso PracticoWalt QP0% (1)
- Auditoria Mondelez - GRUPO 8Documento38 páginasAuditoria Mondelez - GRUPO 8Jose Sebastian Llerena Ruiz100% (1)
- Capitulo 3Documento27 páginasCapitulo 3Isaac AcarapiAún no hay calificaciones
- Trabajo Final - IopDocumento5 páginasTrabajo Final - IopElmer MedinaAún no hay calificaciones
- Hoja de Trabajo 6Documento3 páginasHoja de Trabajo 6Dreyer Tocto MolinaAún no hay calificaciones
- MERCADOTECNIADocumento34 páginasMERCADOTECNIAKATIA LIZZET MENESES TAYPEAún no hay calificaciones
- Control Big JohnDocumento3 páginasControl Big JohnalexAún no hay calificaciones
- NORMAS ISO 9001 en La Produccion de Listones de MadraDocumento20 páginasNORMAS ISO 9001 en La Produccion de Listones de Madraroosvelt vasquez chicomaAún no hay calificaciones
- Guía N°2 Práctica Calificada de Estudio Del TrabajoDocumento6 páginasGuía N°2 Práctica Calificada de Estudio Del TrabajoJose alex Cajas lopezAún no hay calificaciones
- DAP DE TAZAS (Nayelichoque)Documento2 páginasDAP DE TAZAS (Nayelichoque)Nayeli Mary Choque Mamani100% (1)
- Trabajo Integrador Ecxel 2023Documento21 páginasTrabajo Integrador Ecxel 2023AlexanderAún no hay calificaciones
- Diagrama de Proceso Hombre-MaquinaDocumento9 páginasDiagrama de Proceso Hombre-MaquinaHoNyLara100% (1)
- Diagrama de RecorridoDocumento6 páginasDiagrama de RecorridoalexAún no hay calificaciones
- Triangulo Sinergético de ProductividadDocumento5 páginasTriangulo Sinergético de ProductividadMilenaSizaAún no hay calificaciones
- Primer Parcial Ev. Del Producto Eusebio de La CruzDocumento3 páginasPrimer Parcial Ev. Del Producto Eusebio de La CruzEUSEBIO DE LA CRUZ ALEKSANDERAún no hay calificaciones
- Empresa Agroindustria Vida SacDocumento1 páginaEmpresa Agroindustria Vida SacJuan Saenz ChaucaAún no hay calificaciones
- Resolucion de Ejercicios de 31-40 PDFDocumento12 páginasResolucion de Ejercicios de 31-40 PDFHector AdolfoAún no hay calificaciones
- Matriz Efe 2Documento7 páginasMatriz Efe 2edwin100% (1)
- Fabricacion de Jabones LaminadosDocumento3 páginasFabricacion de Jabones LaminadosReuben GuzmánAún no hay calificaciones
- Caso CALZADOSDocumento4 páginasCaso CALZADOSJavier AlcázarAún no hay calificaciones
- Productividad-SpssDocumento17 páginasProductividad-SpssjhonseguAún no hay calificaciones
- Quispe Lapa - Visita Tecnica Plasticos ReyDocumento13 páginasQuispe Lapa - Visita Tecnica Plasticos Reyluis miguel quispe lapa100% (2)
- AguaDocumento2 páginasAguaDaniel Forte100% (1)
- Proyecto Metodos en Una PanaderiaDocumento47 páginasProyecto Metodos en Una PanaderiaBryan Vasquez100% (1)
- Actividad de Aprendizaje 2, Equipo Backyardigans-3-16Documento14 páginasActividad de Aprendizaje 2, Equipo Backyardigans-3-16Anthony ArellanesAún no hay calificaciones
- DCN Ept PDFDocumento13 páginasDCN Ept PDFabrahamd100% (1)
- Tema 1 Costos I Admi 2021Documento38 páginasTema 1 Costos I Admi 2021MSAún no hay calificaciones
- Actividad Evaluativa Eje 2Documento46 páginasActividad Evaluativa Eje 2Malu MaluAún no hay calificaciones
- 4 - Tipos de Sistemas de ProduccionDocumento18 páginas4 - Tipos de Sistemas de ProduccionPaola Aquino100% (1)
- Mapa Conceptual Administracion de Las OperacionesDocumento3 páginasMapa Conceptual Administracion de Las OperacionesAlanis Gonzalez Castro100% (1)
- Plan de Negocios - Ecodiseño de Muebles en La Ciudad de Pasto01Documento136 páginasPlan de Negocios - Ecodiseño de Muebles en La Ciudad de Pasto01GABRIELA NARVAEZAún no hay calificaciones
- T030 - 46795877 - T Santillan Franco Diego AndreDocumento131 páginasT030 - 46795877 - T Santillan Franco Diego AndreDIEGO DE LA VEGA JARAMILLOAún no hay calificaciones
- Tamaño de Un Proyecto-GinaDocumento20 páginasTamaño de Un Proyecto-GinaRicardo Cesar Cavero DonayreAún no hay calificaciones
- Notas ContabilidadDocumento11 páginasNotas ContabilidadVeronica Rodriguez 1Aún no hay calificaciones
- Planeacion y Diseño de Instalaciones UNIDAD - 2 - MANEJO - DE - MATERIALESDocumento59 páginasPlaneacion y Diseño de Instalaciones UNIDAD - 2 - MANEJO - DE - MATERIALESIsrael GomezAún no hay calificaciones
- Poot Herrera Jesus M.Documento25 páginasPoot Herrera Jesus M.Jesus Montserrath Poot HerreraAún no hay calificaciones
- 7 Transformaciones Del Sistema ProductivoDocumento22 páginas7 Transformaciones Del Sistema ProductivoBelen Aru QuipaAún no hay calificaciones
- Costos de Produccion - Ingenieria - MonografiaDocumento23 páginasCostos de Produccion - Ingenieria - MonografiaSuleyka Cruzado0% (1)
- ProducciónDocumento8 páginasProducciónhumberto barbosa33% (3)
- CastañedaCh EDocumento115 páginasCastañedaCh EMile PerezAún no hay calificaciones
- Triptico SECTORESDocumento3 páginasTriptico SECTORESEneida Mercedes Puertas Suarez50% (2)
- s3 Tarea Set B Conts1202Documento3 páginass3 Tarea Set B Conts1202mate puraAún no hay calificaciones
- Cadena de Valor Del CaféDocumento55 páginasCadena de Valor Del CaféEusebio Laines100% (1)
- Economía Del TransporteDocumento467 páginasEconomía Del TransporteAlfonso Molina RAún no hay calificaciones
- Semana 1Documento50 páginasSemana 1kelly allainAún no hay calificaciones
- Investigación y Reporte de Investigación de ¿Cuáles Son Los Sistemas Avanzados de ManufacturaDocumento11 páginasInvestigación y Reporte de Investigación de ¿Cuáles Son Los Sistemas Avanzados de ManufacturaEduardo MelchorAún no hay calificaciones
- Proceso de Programacion Maestro de ProduccionDocumento7 páginasProceso de Programacion Maestro de ProduccionCristian Melchor GarciaAún no hay calificaciones
- Industria OleaginosaDocumento16 páginasIndustria OleaginosaJorge Mauricio Cuellar CoimbraAún no hay calificaciones
- Paradigmas de Los Sistemas de ManufacturaDocumento14 páginasParadigmas de Los Sistemas de ManufacturaAldo OrozcoAún no hay calificaciones
- UT 01 La Productividad y La ProducciónDocumento12 páginasUT 01 La Productividad y La ProducciónAngel Ortega AlvarezAún no hay calificaciones
- Educación Tecnológica 2 SFCDocumento37 páginasEducación Tecnológica 2 SFCAriana VelardeAún no hay calificaciones
- Anexo 1 - JairoDocumento10 páginasAnexo 1 - JairoKAREN DANIELA BERRIO ZAPATAAún no hay calificaciones
- Costos de Produccion de Papa NativaDocumento18 páginasCostos de Produccion de Papa NativajfmayoriAún no hay calificaciones
- Chamorro Contabilidad Administrativa 2016 PDFDocumento94 páginasChamorro Contabilidad Administrativa 2016 PDF89562Aún no hay calificaciones