También podría gustarte
- Estructura atómica y enlace químicoDe EverandEstructura atómica y enlace químicoCalificación: 3 de 5 estrellas3/5 (2)
- Refrigeración y Aire Acondicionado Tomo IDocumento138 páginasRefrigeración y Aire Acondicionado Tomo ITeodoro Morales89% (9)
- Guias de Laboratorios Concreto 1Documento13 páginasGuias de Laboratorios Concreto 1BORIS JORDANI SAZO ESCOBARAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Ana Informe 2Documento10 páginasAna Informe 2CARLOS ANDRES GRIMALDO CAROAún no hay calificaciones
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- FO - Operador de Grúa HorquillaDocumento2 páginasFO - Operador de Grúa HorquillaEl Deté Adidas-Group ChileAún no hay calificaciones
- Recomendaciones para La Ejecución de Uniones SoldadasDocumento19 páginasRecomendaciones para La Ejecución de Uniones Soldadasjchender515Aún no hay calificaciones
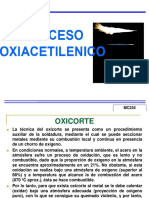
- Proceso de Oxicorte OawDocumento4 páginasProceso de Oxicorte OawFelix Humberto Salcedo FernandezAún no hay calificaciones
- Procesos Costos de Soldadura PDFDocumento5 páginasProcesos Costos de Soldadura PDFJorge ManobandaAún no hay calificaciones
- PROBLEMADocumento5 páginasPROBLEMADiegoAún no hay calificaciones
- Boletin CTM 3 2017 PDFDocumento6 páginasBoletin CTM 3 2017 PDFMrulrerAún no hay calificaciones
- Laboratorio de Soldadura 8Documento6 páginasLaboratorio de Soldadura 8Liz Valdivia TitoAún no hay calificaciones
- Problemas 4Documento4 páginasProblemas 4Camilo Andrés RamírezAún no hay calificaciones
- CLASE 14 DE DISEÑO EN ACERO Y MADERA A1 24 de Diciembre 2021Documento31 páginasCLASE 14 DE DISEÑO EN ACERO Y MADERA A1 24 de Diciembre 2021Carlos Brayan Curi QuilcaAún no hay calificaciones
- TEMA 2 - Cañerias - Apunte2 PDFDocumento123 páginasTEMA 2 - Cañerias - Apunte2 PDFLuis MerkiAún no hay calificaciones
- Tabla de Pesos de PerfilesDocumento18 páginasTabla de Pesos de PerfilesJaime Iván Vera MelgarAún no hay calificaciones
- 04capítulo Ii. Medios de Unión. Uniones SoldadasDocumento26 páginas04capítulo Ii. Medios de Unión. Uniones SoldadasLuis Hurtado PerezAún no hay calificaciones
- Sinter OilDocumento8 páginasSinter OilNicanor ccarita qqueshuallpaAún no hay calificaciones
- Aislamiento Spirax SarcoDocumento19 páginasAislamiento Spirax Sarcomauriciomejia7Aún no hay calificaciones
- TEE - Catálogo Fus HH Tek - 55 MMDocumento3 páginasTEE - Catálogo Fus HH Tek - 55 MMLuiz AlmeidaAún no hay calificaciones
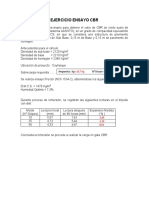
- EJERCICIO ENSAYO CBR (Resuelto)Documento5 páginasEJERCICIO ENSAYO CBR (Resuelto)Eduardo Villegas100% (1)
- Catalogo Productos SIDETURDocumento36 páginasCatalogo Productos SIDETURArturo Yanquirimachi Barrantes100% (5)
- AceroCorrugado SiderurgicaSevillana PDFDocumento3 páginasAceroCorrugado SiderurgicaSevillana PDFjorge quintero galindoAún no hay calificaciones
- Diagrama de InteracciónDocumento38 páginasDiagrama de InteracciónjessicaAún no hay calificaciones
- Clase 12 de Diseño en Acero y Madera B1 11 07 2022Documento30 páginasClase 12 de Diseño en Acero y Madera B1 11 07 2022Alcides Luis Fabián BráñezAún no hay calificaciones
- Informe 4 de Suelos Metodo PDCDocumento15 páginasInforme 4 de Suelos Metodo PDCGabriel ApazaAún no hay calificaciones
- Calculo Choques de FiltroDocumento8 páginasCalculo Choques de Filtrolmd643100% (3)
- Cable NYY THW CeperDocumento4 páginasCable NYY THW CeperAnii SilvaAún no hay calificaciones
- Nte - Inen - 1511-3 FRIO PDFDocumento10 páginasNte - Inen - 1511-3 FRIO PDFBrenda CaizaAún no hay calificaciones
- A1. 1. H07Z1-R (Lsoh-80)Documento4 páginasA1. 1. H07Z1-R (Lsoh-80)Ronald Arturo Alberti MaysAún no hay calificaciones
- Entrega 6 AYALDocumento14 páginasEntrega 6 AYALChristian BermudezAún no hay calificaciones
- Juntas de Expansion - Ficha TecnicaDocumento6 páginasJuntas de Expansion - Ficha TecnicaJavier ListeAún no hay calificaciones
- UntitledDocumento7 páginasUntitledAngely Tatiana MoncayoAún no hay calificaciones
- Perfiles ConduvenDocumento29 páginasPerfiles ConduvenBernardette Di Eugenio50% (2)
- Diametros en TuberiasDocumento5 páginasDiametros en TuberiasPamela FlorianAún no hay calificaciones
- 11.0 Corte Por Oxigeno CombustibleDocumento30 páginas11.0 Corte Por Oxigeno CombustibleVictor Angel Fuertes SaboyaAún no hay calificaciones
- Estructura MetalicaDocumento10 páginasEstructura Metalicakevin_centeno_7Aún no hay calificaciones
- CALCULOS PeadDocumento4 páginasCALCULOS PeadHerlindo Martinez CruzAún no hay calificaciones
- Informes LadrillosDocumento13 páginasInformes Ladrillossummer huamanAún no hay calificaciones
- Dosificación Del HormigónDocumento23 páginasDosificación Del HormigónPedrito Del PezoAún no hay calificaciones
- RodrigoAPA LABFLUIDOSII 10Documento9 páginasRodrigoAPA LABFLUIDOSII 10Rodrigo AlejandroAún no hay calificaciones
- Conductores Electricos - ViaconDocumento28 páginasConductores Electricos - ViaconeddieyAún no hay calificaciones
- Proceso de 0xicorteDocumento16 páginasProceso de 0xicorteBryan VeraAún no hay calificaciones
- Riuvert PPDocumento36 páginasRiuvert PPIván López PavezAún no hay calificaciones
- Trabajo Dirigido - Diseño de Mallas de tierra-CYMGRDDocumento54 páginasTrabajo Dirigido - Diseño de Mallas de tierra-CYMGRDULICES CHOQUEAún no hay calificaciones
- Nyy Unipolar 0,6/1 KV: 1. DescripcionDocumento2 páginasNyy Unipolar 0,6/1 KV: 1. DescripcionPreditec PeruAún no hay calificaciones
- 'Laboratorio 5 Coeficiente de Dilatacion - 220525 - 115018Documento54 páginas'Laboratorio 5 Coeficiente de Dilatacion - 220525 - 115018Reyser TarquiAún no hay calificaciones
- Catalogo General TUBONORDocumento151 páginasCatalogo General TUBONORNilton LuisAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- Modelado fenomenológico del proceso de combustión por difusión diéselDe EverandModelado fenomenológico del proceso de combustión por difusión diéselAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Estudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroDe EverandEstudio de la inyección diésel mediante la medida del flujo de cantidad de movimiento del chorroCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Enseñando Con La TicDocumento342 páginasEnseñando Con La TicTeodoro Morales100% (1)
- Montaje Del Equipo de SoldarDocumento4 páginasMontaje Del Equipo de SoldarTeodoro MoralesAún no hay calificaciones
- Válvulas y ManómetrosDocumento6 páginasVálvulas y ManómetrosTeodoro Morales100% (1)
- INFORME (Peligro Sísmico AASHTO)Documento14 páginasINFORME (Peligro Sísmico AASHTO)Jesus HuertaAún no hay calificaciones
- Fddi - Fiber Distributed Data InterfaceDocumento11 páginasFddi - Fiber Distributed Data InterfacefoxkonAún no hay calificaciones
- Una FracciónDocumento4 páginasUna FracciónMarjorie Alejandra FloresAún no hay calificaciones
- Sesion 1.2 - Comportamiento Del ConsumidorDocumento59 páginasSesion 1.2 - Comportamiento Del ConsumidorWladimir Sanchez F.Aún no hay calificaciones
- Planeaciones - Cálculo Integral. Unidad 3Documento18 páginasPlaneaciones - Cálculo Integral. Unidad 3yolomanAún no hay calificaciones
- NormalizacionDocumento25 páginasNormalizacionjeanc25Aún no hay calificaciones
- Glacioclim: Zongo - Chacaltaya - Charquini SurDocumento170 páginasGlacioclim: Zongo - Chacaltaya - Charquini SurLuis Felipe Román OsorioAún no hay calificaciones
- Apunte-Abacus y Superabacus-V1.3Documento12 páginasApunte-Abacus y Superabacus-V1.3Ignacio OronáAún no hay calificaciones
- Tarea 2Documento9 páginasTarea 2Fredy TumiñaAún no hay calificaciones
- Zapatas Con Doble ExcentricidadDocumento6 páginasZapatas Con Doble ExcentricidadWendy PBAún no hay calificaciones
- Cálculo de LocomotorasDocumento6 páginasCálculo de LocomotorasYhoan Miller Lujan Gomez100% (1)
- Cinetica QuimicaDocumento22 páginasCinetica QuimicaRamiro BritoAún no hay calificaciones
- H.P. Semana 12Documento2 páginasH.P. Semana 12Ronaldo Nuñez Calua100% (1)
- Camara Hilton FinalDocumento20 páginasCamara Hilton FinalJulio César Canahuire VilcaAún no hay calificaciones
- Equilibrio Ácido-BaseDocumento24 páginasEquilibrio Ácido-BaseRubewerAún no hay calificaciones
- Formato Rutina de Mantenimiento CorrugadoDocumento52 páginasFormato Rutina de Mantenimiento Corrugadojefferson rodriguezAún no hay calificaciones
- Examen Parcial - Semana 4 - Pelaez Osorio Janeth CristinaDocumento7 páginasExamen Parcial - Semana 4 - Pelaez Osorio Janeth CristinaCristina PelaezAún no hay calificaciones
- 3º Practica de GeologiaDocumento4 páginas3º Practica de GeologiaManu RiosAún no hay calificaciones
- Manual C Sharp NETDocumento3 páginasManual C Sharp NETBolivar Orbe RoblesAún no hay calificaciones
- Memoria de Calculo Inst de GasDocumento10 páginasMemoria de Calculo Inst de GasMauricio MoralesAún no hay calificaciones
- Conexion Datalink Mazda 626Documento5 páginasConexion Datalink Mazda 626fabian orozAún no hay calificaciones
- Trabajo Unidad V José Luis Duarte IbarraDocumento15 páginasTrabajo Unidad V José Luis Duarte Ibarrajavier aldereteAún no hay calificaciones
- Taller Actividad 5 LuisaDocumento12 páginasTaller Actividad 5 LuisaJESUS ALFREDO CARDONA CERQUERAAún no hay calificaciones
- Taller Balance de Materia PDFDocumento2 páginasTaller Balance de Materia PDFYessiSampieri0% (1)
- Instrumentos de Medicion - Electrica y de Prod. AlimentosDocumento10 páginasInstrumentos de Medicion - Electrica y de Prod. AlimentosDiego AlvaradoAún no hay calificaciones
- Horno y Estufa - para DescargarDocumento49 páginasHorno y Estufa - para DescargarJéssica GuamánAún no hay calificaciones
- Textual Explicita y EspecificativaDocumento4 páginasTextual Explicita y EspecificativaPerez Sanchez Miriam JaredAún no hay calificaciones
- Ejerciciod Modulo 3Documento9 páginasEjerciciod Modulo 3Judith RozentalAún no hay calificaciones
- Regla de La ProrrataDocumento6 páginasRegla de La ProrrataAlicia CMAún no hay calificaciones