También podría gustarte
- Colocación en obra de elementos singulares de piedra natural. IEXD0409De EverandColocación en obra de elementos singulares de piedra natural. IEXD0409Aún no hay calificaciones
- Hormigon CelularDocumento17 páginasHormigon CelularVidalOrellanaAlvaro100% (4)
- Hormigón CelularDocumento9 páginasHormigón CelularSebastian CalizayaAún no hay calificaciones
- Aplicación de materiales y productos en la construcciónDe EverandAplicación de materiales y productos en la construcciónAún no hay calificaciones
- Preparación de soportes para revestir. EOCB0209De EverandPreparación de soportes para revestir. EOCB0209Aún no hay calificaciones
- Ejecución de pavimentos de hormigón impreso. EOCB0209De EverandEjecución de pavimentos de hormigón impreso. EOCB0209Aún no hay calificaciones
- Transporte y vertido de hormigones. EOCH0108De EverandTransporte y vertido de hormigones. EOCH0108Aún no hay calificaciones
- Contrapiso Hormigon CelularDocumento4 páginasContrapiso Hormigon Celularpablo minutoliAún no hay calificaciones
- Sistemas weber.therm para el aislamiento térmico de viviendasDocumento94 páginasSistemas weber.therm para el aislamiento térmico de viviendasRuben Sastre RubioAún no hay calificaciones
- Concreto Celular Con Cal. 2010Documento15 páginasConcreto Celular Con Cal. 2010Brian Bautista Caqui100% (1)
- Manual de Aditivo para Hormigon CelularDocumento7 páginasManual de Aditivo para Hormigon Celularjesus gonzales vidal0% (1)
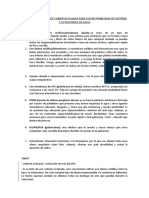
- Impermeabilización de CubiertasDocumento1 páginaImpermeabilización de CubiertasMarina Prieto CastielloAún no hay calificaciones
- GUIONDocumento3 páginasGUIONT1AGO 01 1012Aún no hay calificaciones
- LEMGA Hormigón CelularDocumento12 páginasLEMGA Hormigón CelularArnoldo Herrera ChavarríaAún no hay calificaciones
- Cemento celular: aislante térmico y acústicoDocumento8 páginasCemento celular: aislante térmico y acústicoFelipe OrtegaAún no hay calificaciones
- Obtención de Concreto Celular de Densidad VariableDocumento8 páginasObtención de Concreto Celular de Densidad VariableNoemi Milagros Yucra VargasAún no hay calificaciones
- Ladrillos suelo-cemento construcciónDocumento9 páginasLadrillos suelo-cemento construcciónRafael Bustamante Wachtel100% (1)
- Guía N°6.estucos PDFDocumento10 páginasGuía N°6.estucos PDFEdith SilvaAún no hay calificaciones
- Análisis de resistencia de concreto celular con base de resina y poliestirenoDocumento37 páginasAnálisis de resistencia de concreto celular con base de resina y poliestirenoEsteban Bolaños100% (4)
- Fibrocemento SubirDocumento20 páginasFibrocemento SubirsaqweAún no hay calificaciones
- Sistema constructivo Panel W: ventajas y aplicacionesDocumento57 páginasSistema constructivo Panel W: ventajas y aplicacionesOSCAR GARCIA JAún no hay calificaciones
- Pisos de Cemento AlisadoDocumento4 páginasPisos de Cemento Alisadoemii77Aún no hay calificaciones
- Concreto CelularDocumento11 páginasConcreto Celularlizyara50% (2)
- Fabricación Del Sistema DrywallDocumento6 páginasFabricación Del Sistema DrywallJose Ascate Ramos100% (1)
- Hormigón celular: material aislante y resistente enDocumento13 páginasHormigón celular: material aislante y resistente enLourdes Jacqueline100% (1)
- Bloques Lego estructurales construcción ahorroDocumento9 páginasBloques Lego estructurales construcción ahorroamerico_natera8168100% (2)
- Colegio Amae - Miguel Melendez Robalino - o - SPS - U - J - M - e - 489 - San Martin PDFDocumento15 páginasColegio Amae - Miguel Melendez Robalino - o - SPS - U - J - M - e - 489 - San Martin PDFAnonymous CbQNFla7Aún no hay calificaciones
- Dosificacion de Hormigon Celular Catalogo02 - 01Documento18 páginasDosificacion de Hormigon Celular Catalogo02 - 01neq_clAún no hay calificaciones
- Cemento Yeso y EstucoDocumento16 páginasCemento Yeso y EstucoCarlos Enciso RojasAún no hay calificaciones
- Concreto CelularDocumento11 páginasConcreto CelularAraujo AlvaroAún no hay calificaciones
- Manual de Montaje Nichos.Documento22 páginasManual de Montaje Nichos.matahuasiAún no hay calificaciones
- 01 - Etapa de TerminacionesDocumento6 páginas01 - Etapa de TerminacionesMarlitz Echaniz LabrañaAún no hay calificaciones
- Bloques de Concreto PDFDocumento41 páginasBloques de Concreto PDFEnrique Quispe Juscamaita0% (1)
- Recubrimiento EpoxicoDocumento5 páginasRecubrimiento EpoxicoErnesto HornAún no hay calificaciones
- Tecnologia Del Hormigon ProyectoDocumento52 páginasTecnologia Del Hormigon ProyectoAbimael Mamani100% (2)
- El Hormigon CelularDocumento32 páginasEl Hormigon CelularTele Satelital GratisAún no hay calificaciones
- Taller Estucos de YesosDocumento3 páginasTaller Estucos de YesosGorka Pinillos0% (1)
- Recomendaciones para Fabricar ConcretoDocumento18 páginasRecomendaciones para Fabricar ConcretoAnalía RecaldeAún no hay calificaciones
- Hormigon Celular InstructivoDocumento2 páginasHormigon Celular Instructivomarcelito68Aún no hay calificaciones
- Ensayo UHPC E.001Documento3 páginasEnsayo UHPC E.001Karonte2000Aún no hay calificaciones
- Edificios de bambú GuaduaDocumento7 páginasEdificios de bambú GuaduaJorge Javier Granda GranadinoAún no hay calificaciones
- MORDocumento27 páginasMORMartin Cabezas RiosAún no hay calificaciones
- Elaboaracion de Bloques de Concreto CelularDocumento10 páginasElaboaracion de Bloques de Concreto CelularRoy Axel TiconaAún no hay calificaciones
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- Clasificación de Los Materiales de ConstrucciónDocumento8 páginasClasificación de Los Materiales de ConstrucciónnarbastajoseAún no hay calificaciones
- Hormigón Alivianado Con Perlitas de Poliestireno PDFDocumento4 páginasHormigón Alivianado Con Perlitas de Poliestireno PDFAlexander MedinaAún no hay calificaciones
- SIKA Colocación CeramicaDocumento28 páginasSIKA Colocación CeramicaLuis AbiaAún no hay calificaciones
- Viviendas prefabricadas de alta calidad La EsperanzaDocumento21 páginasViviendas prefabricadas de alta calidad La EsperanzaAna LauAún no hay calificaciones
- Hormigon CelularDocumento42 páginasHormigon Celularmaickolmb100% (2)
- Calor de hidrataciónDocumento5 páginasCalor de hidrataciónGuilfredo ZabaletaAún no hay calificaciones
- Concreto PolimericoDocumento17 páginasConcreto PolimericoErick Huaman SaraviaAún no hay calificaciones
- ECOBRICK "Ladrillo Ecológico": Dejando Huellas Rojas, Amarillas, Verdes y Negras Con Sabor A Hogar". Daniel GDocumento42 páginasECOBRICK "Ladrillo Ecológico": Dejando Huellas Rojas, Amarillas, Verdes y Negras Con Sabor A Hogar". Daniel GDANIEL GIRALDO RIOSAún no hay calificaciones
- Concreto CelularDocumento22 páginasConcreto CelularAraujo AlvaroAún no hay calificaciones
- Sistema de Construccion en Drywall 123Documento3 páginasSistema de Construccion en Drywall 123Victor DávilaAún no hay calificaciones
- Adoquines ICPCDocumento32 páginasAdoquines ICPCMilton Alfonso Granados Sguerra100% (1)
- Dren FrancésDocumento3 páginasDren Francésfarfan_1124Aún no hay calificaciones
- II Revestimientos Paramentos Alicatados - Ligeros - Flexibles - PinturasDocumento241 páginasII Revestimientos Paramentos Alicatados - Ligeros - Flexibles - PinturasLucia Tenorio YáñezAún no hay calificaciones
- 3 2016 Aislacion HidrofugaDocumento68 páginas3 2016 Aislacion HidrofugaGonzalo VelastinAún no hay calificaciones
- Hormigon PesadoDocumento6 páginasHormigon PesadoJr Molina AguadaAún no hay calificaciones
- AfamDocumento73 páginasAfamjorgehvv203795Aún no hay calificaciones
- Losasd 1Documento17 páginasLosasd 1jmmisraimAún no hay calificaciones
- Anclaje de resina R con varilla roscadaDocumento3 páginasAnclaje de resina R con varilla roscadaGonzalo Santos FernándezAún no hay calificaciones
- Varillas ZahoriDocumento1 páginaVarillas ZahorimelisaloAún no hay calificaciones
- Diseño Vigas Concreto Presforzado PDFDocumento28 páginasDiseño Vigas Concreto Presforzado PDFDavid Adco ApazaAún no hay calificaciones
- Sistemas de Losas PretensadasDocumento22 páginasSistemas de Losas PretensadasMaria Cecilia Suarez Rubi100% (1)
- Diseño de MezclasDocumento20 páginasDiseño de MezclasArturo PerezAún no hay calificaciones
- Depositos HormigonDocumento10 páginasDepositos HormigonBaldomero AtigrauAún no hay calificaciones
- Colocacio XapaDocumento44 páginasColocacio Xapamese86Aún no hay calificaciones
- Ediciones Upc - Cimentaciones y Estructuras de Contención - Problemas ResueltosDocumento106 páginasEdiciones Upc - Cimentaciones y Estructuras de Contención - Problemas Resueltosjod2007Aún no hay calificaciones
- Prop Mecanicas Maderas Argentinas PDFDocumento7 páginasProp Mecanicas Maderas Argentinas PDFGonzalo Santos FernándezAún no hay calificaciones
- Zapatas y Cabezales de PilotesDocumento24 páginasZapatas y Cabezales de PilotesMaria Cecilia Suarez Rubi100% (1)
- 02 - Form Zapatas-AsientosDocumento1 página02 - Form Zapatas-Asientosjorge vargas bueno100% (2)
- Estrella ArmonicaDocumento1 páginaEstrella ArmonicaGonzalo Santos FernándezAún no hay calificaciones
- METATRON Nivel IIDocumento2 páginasMETATRON Nivel IIGabrielÁngelusSileziusAún no hay calificaciones
- Vigas de AtadoDocumento27 páginasVigas de AtadoHector Jesus Mejia100% (1)
- Características de Las MaderasDocumento3 páginasCaracterísticas de Las Maderasjavierlq21Aún no hay calificaciones
- Características de Las MaderasDocumento3 páginasCaracterísticas de Las Maderasjavierlq21Aún no hay calificaciones
- Diseño Estructura Metalica para Una CubiertaDocumento21 páginasDiseño Estructura Metalica para Una Cubiertaariel_k77Aún no hay calificaciones
- 09cap Vi Cubiertas y Entramados de Naves Industriales (Apuntes de Estructuras Metalicas)Documento6 páginas09cap Vi Cubiertas y Entramados de Naves Industriales (Apuntes de Estructuras Metalicas)Ramon PachecoAún no hay calificaciones
- Prop Mecanicas Maderas ArgentinasDocumento7 páginasProp Mecanicas Maderas ArgentinasGonzalo Santos FernándezAún no hay calificaciones
- 09cap Vi Cubiertas y Entramados de Naves Industriales (Apuntes de Estructuras Metalicas)Documento6 páginas09cap Vi Cubiertas y Entramados de Naves Industriales (Apuntes de Estructuras Metalicas)Ramon PachecoAún no hay calificaciones
- CausasdedaosenelconcretoDocumento221 páginasCausasdedaosenelconcretoHenry LandaetaAún no hay calificaciones
- Calculo de Porticos Hormigon Sin CypeDocumento13 páginasCalculo de Porticos Hormigon Sin CypeGonzalo Santos FernándezAún no hay calificaciones
- Univ. Politécnica de Madrid - El Proyecto de Obras en Ingeniería CivilDocumento24 páginasUniv. Politécnica de Madrid - El Proyecto de Obras en Ingeniería CivilGonzalo Santos FernándezAún no hay calificaciones
- Apunte TanqueDocumento8 páginasApunte TanqueLucía Alvarez RoldánAún no hay calificaciones
- Formulario VigasDocumento16 páginasFormulario Vigasjcarvacho90% (10)
- CausasdedaosenelconcretoDocumento221 páginasCausasdedaosenelconcretoHenry LandaetaAún no hay calificaciones
- Analisis EstructuralAnclajesIntroduccion Al Calculo de Anclajes PDFDocumento6 páginasAnalisis EstructuralAnclajesIntroduccion Al Calculo de Anclajes PDFGonzalo Santos FernándezAún no hay calificaciones
- ABC ABM - Gestion de Costos Por Actividades - Bendersky - CostesDocumento146 páginasABC ABM - Gestion de Costos Por Actividades - Bendersky - Costesanpaci97% (32)
- La Gestión de CompraDocumento12 páginasLa Gestión de CompraFloriiana ChecheAún no hay calificaciones
- Ficha de Aplicación NRO 2Documento1 páginaFicha de Aplicación NRO 2Nadim Moran SolisAún no hay calificaciones
- Proceso Productivo Siderúrgico FabianDocumento13 páginasProceso Productivo Siderúrgico FabianFabian RiquelmeAún no hay calificaciones
- Laboratorio de Química en Minecraft: Guía para experimentos químicos virtualesDocumento13 páginasLaboratorio de Química en Minecraft: Guía para experimentos químicos virtualesITAMI FARRERA100% (2)
- La Maquinaria de Movimiento de TierrasDocumento6 páginasLa Maquinaria de Movimiento de TierrasKarinaCastilloAún no hay calificaciones
- Oportunidad de Aprendizaje 2 Aula de JuliaDocumento5 páginasOportunidad de Aprendizaje 2 Aula de JuliaDavid100% (1)
- Fase de EjecucionDocumento8 páginasFase de EjecucionErikson Silva TapullimaAún no hay calificaciones
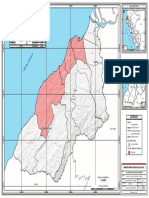
- Mapa Politico de La Region TumbesDocumento1 páginaMapa Politico de La Region Tumbesmiguel angel guaranda diosesAún no hay calificaciones
- Cómo Funcionan Los Sistemas Del Cuerpo en ConjuntoDocumento2 páginasCómo Funcionan Los Sistemas Del Cuerpo en ConjuntoLuis AlbertoAún no hay calificaciones
- Examen Final de Protesis Dental CompletaDocumento5 páginasExamen Final de Protesis Dental CompletaSuzetty PazAún no hay calificaciones
- Empresa NubankDocumento6 páginasEmpresa NubankJair TortoneAún no hay calificaciones
- Entrega Final - Teoria de Las OrganizacionesDocumento16 páginasEntrega Final - Teoria de Las OrganizacionesMilo ChaparroAún no hay calificaciones
- Memoria Final Chepen 2020Documento6 páginasMemoria Final Chepen 2020Jornan Edwar Saavedra TiradoAún no hay calificaciones
- Morfofisiopatologia Humana I Semana 3Documento6 páginasMorfofisiopatologia Humana I Semana 3Javier Güere TorrealbaAún no hay calificaciones
- Función del haz y envés de la hojaDocumento6 páginasFunción del haz y envés de la hojaKevin CB0% (1)
- Valores y AntivaloresDocumento3 páginasValores y AntivaloresFernando Callata CardenasAún no hay calificaciones
- Planificar La Enseñanza Durante La Formación DocenteDocumento12 páginasPlanificar La Enseñanza Durante La Formación DocenteTeresa Ana Laura Iturria100% (1)
- t3 - U6 - Aguilar Miranda Laura Rosalva (Avance)Documento4 páginast3 - U6 - Aguilar Miranda Laura Rosalva (Avance)Laura Rosalva Aguilar MirandaAún no hay calificaciones
- Com Pres IbleDocumento24 páginasCom Pres IbleJose WuAún no hay calificaciones
- 3.-El Caso de La Propiedad Del SoftwareDocumento2 páginas3.-El Caso de La Propiedad Del SoftwareMario martinez0% (1)
- Cuadernillo 3eso FQDocumento15 páginasCuadernillo 3eso FQtereAún no hay calificaciones
- Capitulo 3 Analisis de SemillasDocumento12 páginasCapitulo 3 Analisis de Semillaslarry duarteAún no hay calificaciones
- Salud Ocupacional Pregustas JDocumento5 páginasSalud Ocupacional Pregustas JJhon Bairon MERCADO ACOSTAAún no hay calificaciones
- Utilización de Fármacos en Situaciones EspecialesDocumento11 páginasUtilización de Fármacos en Situaciones EspecialesNéstor Sánchez RozadaAún no hay calificaciones
- Enlace IónicoDocumento13 páginasEnlace IónicoJuan MiguelAún no hay calificaciones
- Programa Financiera 2Documento15 páginasPrograma Financiera 2Pamela LopezAún no hay calificaciones
- Valores terrenos Santo Domingo EsteDocumento24 páginasValores terrenos Santo Domingo EsteJuly CastroAún no hay calificaciones
- Triptico de HuancavelicaDocumento2 páginasTriptico de HuancavelicaLuis Rodriguez100% (4)
- Informe de Pampa de La Culebra 1000 %Documento46 páginasInforme de Pampa de La Culebra 1000 %Anonymous fVmw6yK0% (1)
- PRS SWCSL eDocumento3 páginasPRS SWCSL eCeludominion EfeAún no hay calificaciones