También podría gustarte
- Fósforo, Potasio y AzufreDocumento21 páginasFósforo, Potasio y AzufreDelfina MaderoAún no hay calificaciones
- Tabla de Bujias de EncendidoDocumento24 páginasTabla de Bujias de Encendidoangel147roAún no hay calificaciones
- Triptico EppDocumento2 páginasTriptico EppAnais Quevedo de Solano50% (2)
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Tarea Problemas Optimizacion Jimenez UNMSMDocumento23 páginasTarea Problemas Optimizacion Jimenez UNMSMBrian Williams100% (1)
- Esfuerzo y Deformaciones PlanasDocumento9 páginasEsfuerzo y Deformaciones PlanasEduardo RG0% (1)
- Separata 8 (Mm-E) UnacDocumento20 páginasSeparata 8 (Mm-E) UnacJhomiraRoñaAún no hay calificaciones
- Rieles de Ferrocarril PDFDocumento15 páginasRieles de Ferrocarril PDFgegegegAún no hay calificaciones
- Transformación Del Esfuerzo PlanoDocumento14 páginasTransformación Del Esfuerzo PlanoDiana PBAún no hay calificaciones
- Esfuerzos y DeformacionesDocumento24 páginasEsfuerzos y DeformacionesChepe Lopez83% (6)
- S 8 PDFDocumento12 páginasS 8 PDFAnn VigilAún no hay calificaciones
- Semana 8 (RM) PDFDocumento10 páginasSemana 8 (RM) PDFLuis AlonsoAún no hay calificaciones
- El Desarrollo de Este Trabajo Está Basado en Temas de Interés para El Estudio de La Resistencia de MaterialesDocumento13 páginasEl Desarrollo de Este Trabajo Está Basado en Temas de Interés para El Estudio de La Resistencia de MaterialesMartin YVAún no hay calificaciones
- Capitulo 2 RM 2023ADocumento17 páginasCapitulo 2 RM 2023ADavid QuezadaAún no hay calificaciones
- 8 Torsion Por MembranasDocumento6 páginas8 Torsion Por MembranasEdwinGioMoralesAún no hay calificaciones
- Plasticidad CDocumento20 páginasPlasticidad CtaniapalomaAún no hay calificaciones
- Guia Laboratorio 2 (Acero) - Mecanica CivilDocumento11 páginasGuia Laboratorio 2 (Acero) - Mecanica CivilAlexander GarcíaAún no hay calificaciones
- Esfuerzos Circulo Mohr.Documento7 páginasEsfuerzos Circulo Mohr.Karina NoemiAún no hay calificaciones
- Carga AxialDocumento80 páginasCarga AxialRodrigo Aycache Chavez100% (1)
- Semana 7 (Mmi-2019) PDFDocumento14 páginasSemana 7 (Mmi-2019) PDFLuis AlonsoAún no hay calificaciones
- Separata 7 (Mm-E) UnacDocumento14 páginasSeparata 7 (Mm-E) UnacJhomiraRoñaAún no hay calificaciones
- Unidad 2 - Hormigón Armado - Losas Macizas en Dos Direcciones 1º Parte.Documento10 páginasUnidad 2 - Hormigón Armado - Losas Macizas en Dos Direcciones 1º Parte.ClaudiaAún no hay calificaciones
- Recipientes de Pared Delgada Sujetos A Presión InteriorDocumento9 páginasRecipientes de Pared Delgada Sujetos A Presión InteriorAxel Daniel Hernandez RodriguezAún no hay calificaciones
- Deformaciones Por FlexionDocumento8 páginasDeformaciones Por Flexionrobinsondb2267% (3)
- Ecuaciones Diferenciales (Teoría Básica) PDFDocumento19 páginasEcuaciones Diferenciales (Teoría Básica) PDFSergioSegundoBarriosChicaisaAún no hay calificaciones
- Diseño Mecanico C2 2Documento45 páginasDiseño Mecanico C2 2Gustavo Adolfo Fernández espinozaAún no hay calificaciones
- Momentos de Superficies PlanasDocumento12 páginasMomentos de Superficies Planascarlosvelazquez21603Aún no hay calificaciones
- Martin Vide Ingenieria Fluvial 06Documento21 páginasMartin Vide Ingenieria Fluvial 06Anonymous uS67GjVcMAún no hay calificaciones
- Martin Vide, Ingenieria Fluvial 06Documento21 páginasMartin Vide, Ingenieria Fluvial 06Jorge BoneAún no hay calificaciones
- Estados de Esfuerzo y Sus AplicacionesDocumento29 páginasEstados de Esfuerzo y Sus AplicacionesLibio FmAún no hay calificaciones
- Problemas - ERM Tema3 2020 2021Documento13 páginasProblemas - ERM Tema3 2020 2021María AlmeidaAún no hay calificaciones
- Introduccion A La Mecanica de Materiales - EjemplosDocumento27 páginasIntroduccion A La Mecanica de Materiales - EjemplosJuan Pablo GonzalezAún no hay calificaciones
- Diapositivas de Deflexion de VigasDocumento21 páginasDiapositivas de Deflexion de Vigasmarcelo montaña rangelAún no hay calificaciones
- Sesión 07 Resistencia de Los MaterialesDocumento15 páginasSesión 07 Resistencia de Los MaterialesCamilo Valentin Barrionuevo CastilloAún no hay calificaciones
- 03 Ley de Hooke Generalizada VFDocumento7 páginas03 Ley de Hooke Generalizada VFKashitokatatemoAún no hay calificaciones
- Dialnet LaEcuacionIconicaYElTrazadoDeRayosSismicos 6595775Documento10 páginasDialnet LaEcuacionIconicaYElTrazadoDeRayosSismicos 6595775Katherin Herrera HernandezAún no hay calificaciones
- 3353962.2005.parte 12Documento64 páginas3353962.2005.parte 122019112138Aún no hay calificaciones
- 18) EstaticaDocumento9 páginas18) EstaticaLuis Miguel León PeraltaAún no hay calificaciones
- Presentación Capítulo 5 y 6 Vigas - ColumnasDocumento29 páginasPresentación Capítulo 5 y 6 Vigas - ColumnasKevin TorresAún no hay calificaciones
- Laboratorio FLUIDOS II FIC-UNIDocumento10 páginasLaboratorio FLUIDOS II FIC-UNIJean Eddie Basurto SotoAún no hay calificaciones
- RECOPILATORIO DE FORMULAS MÃ S IMPORTANTES DEM v0 (NO SE FACILITARÃ EN EXAMEN ESTE DOCUMENTO)Documento18 páginasRECOPILATORIO DE FORMULAS MÃ S IMPORTANTES DEM v0 (NO SE FACILITARÃ EN EXAMEN ESTE DOCUMENTO)AndreaAún no hay calificaciones
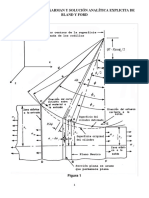
- Ecuación de Von Karman y Solución Analítica Explicita de Bland y FordDocumento14 páginasEcuación de Von Karman y Solución Analítica Explicita de Bland y FordJose EAún no hay calificaciones
- Unidad 07Documento40 páginasUnidad 07Luis FernandezAún no hay calificaciones
- Diseño Mecanico C2Documento45 páginasDiseño Mecanico C2Edy Ruben Arribasplata CarrascoAún no hay calificaciones
- Introducción Al MEF - Eelemenos de Placa TP5 CarolDocumento23 páginasIntroducción Al MEF - Eelemenos de Placa TP5 Caroldani_c_t_95Aún no hay calificaciones
- MSOL1 Cap 7 v2008Documento10 páginasMSOL1 Cap 7 v2008felipe delso rodriguezAún no hay calificaciones
- Tema 11Documento5 páginasTema 11Álvaro Fernández ÁlvarezAún no hay calificaciones
- DocumentoDocumento54 páginasDocumentoEdgar BarreraAún no hay calificaciones
- Esfuerzo-y-Deformaciones PlanasDocumento9 páginasEsfuerzo-y-Deformaciones PlanasjosueAún no hay calificaciones
- 7sem Transformacion EsfuerzosDocumento36 páginas7sem Transformacion EsfuerzosJamil Martinez PachecoAún no hay calificaciones
- 9 Numerico2Documento28 páginas9 Numerico2RKick NiceAún no hay calificaciones
- LMEC311-Vargas Yujra Fernando-Solucion Numerica-CorregidoDocumento18 páginasLMEC311-Vargas Yujra Fernando-Solucion Numerica-CorregidoKevin Freddy Poma QuispeAún no hay calificaciones
- Solucion Numerica de La Ecuación de DifusionDocumento15 páginasSolucion Numerica de La Ecuación de DifusioncarlosAún no hay calificaciones
- Estado de Esfuerzo en El EspacioDocumento8 páginasEstado de Esfuerzo en El EspacioEzequiel Perez MendozaAún no hay calificaciones
- Formulas Segundo ParcialDocumento3 páginasFormulas Segundo ParcialAlejandro LunaAún no hay calificaciones
- Ejer 4 TP1Documento5 páginasEjer 4 TP1yamila burgerAún no hay calificaciones
- Folleto Fem Parte 2Documento27 páginasFolleto Fem Parte 2JoseAún no hay calificaciones
- Oscilador Relativista PAPER 7pDocumento8 páginasOscilador Relativista PAPER 7pLaura Rocio Borquez ColmeneroAún no hay calificaciones
- Simetr ́ıas en La NaturalezaDocumento10 páginasSimetr ́ıas en La Naturalezavictor terrazasAún no hay calificaciones
- Proyecto Final ResistenciaDocumento18 páginasProyecto Final ResistenciaAzael BerihueteAún no hay calificaciones
- MSOL Cap 5 v2019Documento21 páginasMSOL Cap 5 v2019javier.ledesma.gaviaAún no hay calificaciones
- Avance 2 Esteban Cordero Delgado-ECNDocumento19 páginasAvance 2 Esteban Cordero Delgado-ECNgegegegAún no hay calificaciones
- Entrevistas A Agricultores (Responses)Documento10 páginasEntrevistas A Agricultores (Responses)gegegegAún no hay calificaciones
- Xpertcad C00082 VLRXLde5dYDocumento1 páginaXpertcad C00082 VLRXLde5dYgegegegAún no hay calificaciones
- Que Es Strain GageDocumento2 páginasQue Es Strain GagegegegegAún no hay calificaciones
- Aceros RefractariosDocumento20 páginasAceros RefractariosgegegegAún no hay calificaciones
- Programa-Del-Curso Fundamentos SO2601Documento8 páginasPrograma-Del-Curso Fundamentos SO2601gegegegAún no hay calificaciones
- Examen SecurityDocumento19 páginasExamen SecuritygegegegAún no hay calificaciones
- Novareport 209Documento4 páginasNovareport 209Manuel HurtadoAún no hay calificaciones
- Pollizana en Alimentacion de ToretesDocumento10 páginasPollizana en Alimentacion de ToretesphpnixAún no hay calificaciones
- Informe Sintesis Cloruro de Ter-ButiloDocumento11 páginasInforme Sintesis Cloruro de Ter-ButiloJâviiêr OrtizzAún no hay calificaciones
- Modulo de ElasticidadDocumento9 páginasModulo de ElasticidadVannya Vargas Lopez50% (2)
- Cuaderno de Prácticas de Técnicas BioquímicasDocumento28 páginasCuaderno de Prácticas de Técnicas Bioquímicasxefac100% (1)
- Ejercicios Ac Acetil SalicilicoDocumento2 páginasEjercicios Ac Acetil Salicilicocamilo100% (1)
- Ficha Técnica Quifuca Cafetero Pre CosechaDocumento1 páginaFicha Técnica Quifuca Cafetero Pre CosechaCarlos Aníbal González SAún no hay calificaciones
- PFC Sergio Fuentes Del ToroDocumento208 páginasPFC Sergio Fuentes Del ToroDaniel NegruAún no hay calificaciones
- Informe IRDocumento11 páginasInforme IRNayshaAún no hay calificaciones
- Erosión Del Suelo - EcuRedDocumento8 páginasErosión Del Suelo - EcuRedEblisDemonAún no hay calificaciones
- Propiedades de Los SolidosDocumento8 páginasPropiedades de Los Solidosmarcos de la rosaAún no hay calificaciones
- Unidad 1 Ciclos de VaporDocumento23 páginasUnidad 1 Ciclos de VaporYinaMorales100% (1)
- N-Oxido de 4-Nitro-2-PicolinaDocumento4 páginasN-Oxido de 4-Nitro-2-PicolinaJorge Heriberto Flores AvilésAún no hay calificaciones
- Labranza en Suelo AgroecologicoDocumento4 páginasLabranza en Suelo AgroecologicoMarisol Cruz AnayaAún no hay calificaciones
- Guia 5Documento5 páginasGuia 5Noemi Rosa Cristina Pacheco GonzálezAún no hay calificaciones
- Aislamiento de Levadura 1Documento43 páginasAislamiento de Levadura 1Flor Indira Montañez RomeroAún no hay calificaciones
- Temas Selectos de Quimica IDocumento25 páginasTemas Selectos de Quimica ILIz PErzAún no hay calificaciones
- EmbriologíaDocumento3 páginasEmbriologíaMica ToledoAún no hay calificaciones
- Leche y Ciclamato de SodioDocumento10 páginasLeche y Ciclamato de SodioWanda VelaAún no hay calificaciones
- Fundamentos Bioqkimica 2Documento7 páginasFundamentos Bioqkimica 2eliu aguilarAún no hay calificaciones
- Examen Sorpresa d02 (Respuestas)Documento2 páginasExamen Sorpresa d02 (Respuestas)Maríjo TorresAún no hay calificaciones
- Liberación Diferencial UnpDocumento18 páginasLiberación Diferencial UnpIsabel LazaroAún no hay calificaciones
- Sesión 03 - Mantenimiento de Bombas CentrifugasDocumento67 páginasSesión 03 - Mantenimiento de Bombas CentrifugasRogger MelchorAún no hay calificaciones
- Los Cristales de Oxalato de Calcio en Las MonocotiledóneasDocumento4 páginasLos Cristales de Oxalato de Calcio en Las MonocotiledóneasPepe Kaztor MarinAún no hay calificaciones
- Clases de Gesologia - Onceava SemanaDocumento12 páginasClases de Gesologia - Onceava SemanaAdán SánchezAún no hay calificaciones
- Caracteristicas de La TurbulenciaDocumento9 páginasCaracteristicas de La TurbulenciaMinoeAcuñaMontañezAún no hay calificaciones