También podría gustarte
- Acero ExpofinalDocumento41 páginasAcero ExpofinalBibliocad ViP PerúAún no hay calificaciones
- Acabados de Azoteas y PlafonesDocumento8 páginasAcabados de Azoteas y PlafonesRodrigo LópezAún no hay calificaciones
- Fallas en Vigas de Concreto ArmadoDocumento1 páginaFallas en Vigas de Concreto ArmadoMónica QuezadaAún no hay calificaciones
- Comportamiento Del Concreto y El AceroDocumento56 páginasComportamiento Del Concreto y El AceroAbel Anderson Cervantes Fernandez100% (4)
- Proceso Constructivo de Cimentaciones ProfundasDocumento14 páginasProceso Constructivo de Cimentaciones Profundasmichelin1980100% (1)
- Que Es EntibadoDocumento6 páginasQue Es EntibadoKathAún no hay calificaciones
- Aplicaciones Del Concreto PresforzadoDocumento30 páginasAplicaciones Del Concreto PresforzadoCristina Vazquez75% (4)
- Calculo HidraulicoDocumento11 páginasCalculo HidraulicoVictor Manuel Baldera VelasquezAún no hay calificaciones
- Materiales Concreto PostensadoDocumento5 páginasMateriales Concreto PostensadoJorge Castillo GamarraAún no hay calificaciones
- Localización de Los ColectoresDocumento4 páginasLocalización de Los ColectoresJhon Jaime AnccasiAún no hay calificaciones
- Detalles de Veredas AvenidaDocumento1 páginaDetalles de Veredas Avenidajean carlos flores colqueAún no hay calificaciones
- Concreto Pre y Pos TensadoDocumento24 páginasConcreto Pre y Pos TensadoWilman Arenas0% (1)
- Cuadro ComparativoDocumento4 páginasCuadro ComparativoManuel OliveiraAún no hay calificaciones
- Elaboracion de ProbetasDocumento12 páginasElaboracion de Probetascarlosengineer100% (2)
- Diagrama de EncendedoresDocumento1 páginaDiagrama de EncendedoresRichard DiazAún no hay calificaciones
- CuantíaDocumento3 páginasCuantíaarmando gutierrez vicente100% (1)
- Cap 6 - Pérdidas de PretensadoDocumento35 páginasCap 6 - Pérdidas de PretensadoDaniel Tapia BurgosAún no hay calificaciones
- Comportamiento de VigasDocumento8 páginasComportamiento de VigasLenami100% (1)
- Obras ComplementariasDocumento3 páginasObras ComplementariasMarck MendozaAún no hay calificaciones
- Informe de Corte para Reinicio de Obra (Supervision - Saman) CorregidoDocumento34 páginasInforme de Corte para Reinicio de Obra (Supervision - Saman) CorregidoHojaz75% (4)
- CONCLUSIONESDocumento2 páginasCONCLUSIONESRobert RieraAún no hay calificaciones
- Historia de Planeamiento en Programacion de ObrasDocumento7 páginasHistoria de Planeamiento en Programacion de ObrasAllison Rivera CarranzaAún no hay calificaciones
- Estribos y PilaresDocumento40 páginasEstribos y PilaresJosé Steve Palomino RodríguezAún no hay calificaciones
- Introducción Al Concreto PretensadoDocumento6 páginasIntroducción Al Concreto Pretensadopaola reyesAún no hay calificaciones
- Concreto Pre y Postensado - Ventajas y DesventajasDocumento2 páginasConcreto Pre y Postensado - Ventajas y DesventajasJesús ParedesAún no hay calificaciones
- Acero de Refuerzo en Presas de ArcoDocumento8 páginasAcero de Refuerzo en Presas de ArcoSergio100% (1)
- Sistemas de Pretensiòn y Fuerzas de PretensiònDocumento10 páginasSistemas de Pretensiòn y Fuerzas de PretensiònGabriela OliverosAún no hay calificaciones
- Elementos en TensiónDocumento8 páginasElementos en TensiónAlberto Hernández PalmaAún no hay calificaciones
- Sistema de PretensionDocumento7 páginasSistema de Pretensionlepm30100% (2)
- Cimientos Corridos PDFDocumento2 páginasCimientos Corridos PDFJuan Ronald HuamanAún no hay calificaciones
- Tipos y Estructuras Auxiliares de PresasDocumento3 páginasTipos y Estructuras Auxiliares de PresasNilson Campos Cabrera100% (1)
- Pretensado y PostensadoDocumento12 páginasPretensado y Postensadoblanca0% (1)
- Metodo Frayssinet de PrefuerzoDocumento15 páginasMetodo Frayssinet de PrefuerzoDanny PazmiñoAún no hay calificaciones
- Unidad 1 Introducción - Concreto PresforzadoDocumento4 páginasUnidad 1 Introducción - Concreto PresforzadoJoel Cabrera Jr.Aún no hay calificaciones
- Baden - HidraulicaDocumento5 páginasBaden - HidraulicadanielAún no hay calificaciones
- Clasificacion de Las FundacionesDocumento22 páginasClasificacion de Las FundacionesHiniz Navas75% (4)
- Losa de Concreto ArmadoDocumento16 páginasLosa de Concreto ArmadoAbrego930513100% (3)
- Tuberias de RecoleccionDocumento15 páginasTuberias de RecoleccionlilianaAún no hay calificaciones
- Columnas CortasDocumento47 páginasColumnas CortasmarcosantosAún no hay calificaciones
- Puentes HiperestáticosDocumento3 páginasPuentes HiperestáticosLigia E CrespoAún no hay calificaciones
- Características Generales y Componentes de La AlbañileriaDocumento2 páginasCaracterísticas Generales y Componentes de La AlbañileriaLuis David PurizacaAún no hay calificaciones
- Clasificación de Los Tipos de VigasDocumento2 páginasClasificación de Los Tipos de VigasCely Mijares0% (1)
- Losas de TechoDocumento36 páginasLosas de Techoalfredo100% (2)
- Muros de PiedraDocumento30 páginasMuros de PiedraJhon Martin Picoy MedinaAún no hay calificaciones
- Requisitos Normativos para El Diseño de LosasDocumento6 páginasRequisitos Normativos para El Diseño de LosasSara GoffAún no hay calificaciones
- Acero y MaderaDocumento22 páginasAcero y Maderaevygaffaro100% (1)
- Criterios y Normas para El Diseno de PavimentoDocumento5 páginasCriterios y Normas para El Diseno de PavimentojohanaAún no hay calificaciones
- Nomenclatura E.070Documento3 páginasNomenclatura E.070Fernando PizarroAún no hay calificaciones
- Diseño de Puentes AtirantadosDocumento7 páginasDiseño de Puentes AtirantadosÁlvaro Vargas RodríguezAún no hay calificaciones
- Sistemas No ParalelosDocumento4 páginasSistemas No ParalelosDiegoMaldonadoPachecoAún no hay calificaciones
- Glosario de Terminos PavimentosDocumento5 páginasGlosario de Terminos PavimentosenfabeAún no hay calificaciones
- Concreto PrecomprimidoDocumento52 páginasConcreto PrecomprimidoVerde Daniel0% (1)
- Recomendaciones para Losas de ConcretoDocumento9 páginasRecomendaciones para Losas de ConcretorenzoesAún no hay calificaciones
- Informe de Encofrado de Cimentaciones.Documento15 páginasInforme de Encofrado de Cimentaciones.Louis AlbertAún no hay calificaciones
- Tipos de Obras de Arte en CarreterasDocumento4 páginasTipos de Obras de Arte en CarreterasLuis Cama Apaza50% (2)
- Distorsión Entre PisosDocumento3 páginasDistorsión Entre Pisosfrank castillo100% (1)
- Teoría de Empuje de TierraDocumento23 páginasTeoría de Empuje de TierraHassler Marroquin75% (4)
- Introducción Al Estudio de ColumnasDocumento4 páginasIntroducción Al Estudio de ColumnasRocio Aguirre100% (1)
- Impacto en PuentesDocumento14 páginasImpacto en Puentesoscar carlos gavilán requenaAún no hay calificaciones
- TRABAJO - Pretensado 2Documento11 páginasTRABAJO - Pretensado 2jorgeAún no hay calificaciones
- ABRASIONDocumento6 páginasABRASIONPERCY TVAún no hay calificaciones
- Materiales y Equipos para Concreto PreezforzadoDocumento12 páginasMateriales y Equipos para Concreto PreezforzadoRocio JuezAún no hay calificaciones
- Supervisión de ColadosDocumento5 páginasSupervisión de Coladospiloto1234Aún no hay calificaciones
- DUCTOSDocumento4 páginasDUCTOSOsbaldo VazquezAún no hay calificaciones
- Trabajo de Los AgregadosDocumento10 páginasTrabajo de Los AgregadosBrooks NaeenAún no hay calificaciones
- Colocación de GroutDocumento9 páginasColocación de GroutMarco Antonio GonzalezAún no hay calificaciones
- FICHA SNIP Nro 113997Documento7 páginasFICHA SNIP Nro 113997Cesar FernandezAún no hay calificaciones
- Relacion Losa PinoDocumento4 páginasRelacion Losa PinoLorena Junes del PozoAún no hay calificaciones
- PDFDocumento39 páginasPDFNil Vega RimarachinAún no hay calificaciones
- Ejercicio en Clase - Tema 3Documento3 páginasEjercicio en Clase - Tema 3Sandra AguilarAún no hay calificaciones
- Conexiones RamalesDocumento5 páginasConexiones RamalesgeoswaldAún no hay calificaciones
- Tipos de LosaDocumento13 páginasTipos de LosaIrving RafaelAún no hay calificaciones
- Directivas para Redes InternasDocumento15 páginasDirectivas para Redes InternasCarlos HuamanAún no hay calificaciones
- Losetas o Baldosas y Mosaico - EXPO UNFVDocumento75 páginasLosetas o Baldosas y Mosaico - EXPO UNFVJhon Rivera PausichAún no hay calificaciones
- Informacion para Cotizar EEMM UTP ChimboteDocumento8 páginasInformacion para Cotizar EEMM UTP Chimboteteddy herreraAún no hay calificaciones
- Ensambles Muros InterioresDocumento5 páginasEnsambles Muros InterioresAlberto QuintanaAún no hay calificaciones
- Soldaduras Utp Utp 888Documento1 páginaSoldaduras Utp Utp 888Amilcar EstradaAún no hay calificaciones
- Iiee Planos - CarriquirryDocumento3 páginasIiee Planos - CarriquirryThiago RuizAún no hay calificaciones
- Ejemplo MorfologicoDocumento26 páginasEjemplo MorfologicoSharon ManzanaresAún no hay calificaciones
- 06 Tuberia Acc Agua y Alc - SEDAPALDocumento39 páginas06 Tuberia Acc Agua y Alc - SEDAPALJulio DemerAún no hay calificaciones
- Informe TecnicoDocumento9 páginasInforme TecnicoMichell Gonzales ArceAún no hay calificaciones
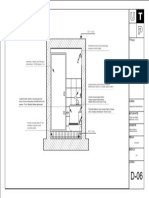
- Ss - HH: TituloDocumento1 páginaSs - HH: TituloJareck BerrocalAún no hay calificaciones
- 3axos ModS D N@s Est03Documento1 página3axos ModS D N@s Est03Jose Domingo EspinozaAún no hay calificaciones
- Especificaciones UnipanelDocumento2 páginasEspecificaciones UnipanelVictor Alejandro Calderón GonzálezAún no hay calificaciones
- Malla Eslabonada - Instalación PDFDocumento2 páginasMalla Eslabonada - Instalación PDFalvaritodcAún no hay calificaciones
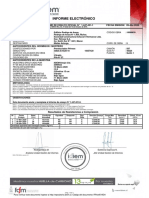
- Certificado de HormigónDocumento1 páginaCertificado de HormigónGonzalo ValderramaAún no hay calificaciones
- 2016.05.17 (1426) Tabla ConductoresDocumento1 página2016.05.17 (1426) Tabla ConductoresCarlos AparcanaAún no hay calificaciones
- Proyecto de No MetalicosDocumento54 páginasProyecto de No MetalicosFrank Gerald Alejos LeonAún no hay calificaciones
- Concretos Autonivelantes - ESTADIO NACIONALDocumento8 páginasConcretos Autonivelantes - ESTADIO NACIONALdaigo Santisteban Espinoza100% (1)
- Insumos ChimboteDocumento5 páginasInsumos ChimboteDiego Delgado TorresAún no hay calificaciones