También podría gustarte
- Ejercicios de MecanismosDocumento2 páginasEjercicios de MecanismosJorge Trallero Alastuey0% (1)
- VigasDocumento30 páginasVigasHely Urdaneta100% (1)
- Siete Herramientas de La CalidadDocumento20 páginasSiete Herramientas de La Calidadrpercy01Aún no hay calificaciones
- Ejemplo de Diagrama de Causa y Efecto - MinitabDocumento1 páginaEjemplo de Diagrama de Causa y Efecto - MinitabEusebio Rodriguez Barragan100% (1)
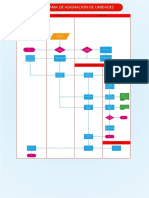
- Diagrama de Flujo Asignación de UnidadesDocumento1 páginaDiagrama de Flujo Asignación de UnidadesFrancis Miguel Sánchez IglesiasAún no hay calificaciones
- Problemas Regresion MultipleDocumento12 páginasProblemas Regresion Multiplekarina puchetaAún no hay calificaciones
- MTM 2Documento4 páginasMTM 2Alvaro GonzAún no hay calificaciones
- Maquina InyectoraDocumento4 páginasMaquina Inyectoraandreececo100% (1)
- Cálculos de Engranaje (Fabricación en El Taller)Documento5 páginasCálculos de Engranaje (Fabricación en El Taller)mariacmantillabAún no hay calificaciones
- Taller IncertidumbresDocumento3 páginasTaller IncertidumbreslauraosoriocAún no hay calificaciones
- Astm E8m-03-EsDocumento38 páginasAstm E8m-03-EsRicardo GilAún no hay calificaciones
- Cartas de ControlDocumento8 páginasCartas de ControlKarliño Sevillano JaraAún no hay calificaciones
- Practica #4 Calibración de ManómetroDocumento3 páginasPractica #4 Calibración de ManómetroGino Aguilera SotoAún no hay calificaciones
- 03 Programación LinealDocumento45 páginas03 Programación LinealSAUL FERNANDO MEJIA SANCHEZAún no hay calificaciones
- S03-Ozelada MataplDocumento25 páginasS03-Ozelada MataplRodrigo POLO POLOAún no hay calificaciones
- 4° Informe Previo-Procesos de ManufacturaDocumento8 páginas4° Informe Previo-Procesos de ManufacturaJORGE LUIS OCAMPO GUEVARAAún no hay calificaciones
- Transformaciones de Datos para Análisis de CapacidadDocumento2 páginasTransformaciones de Datos para Análisis de CapacidadGabriel FcAún no hay calificaciones
- Unidad 5 de Ingenieria EconomicaDocumento28 páginasUnidad 5 de Ingenieria EconomicaFelipe Cerino AquinoAún no hay calificaciones
- Presentacion 2 de FPGAsDocumento70 páginasPresentacion 2 de FPGAsMauricioAún no hay calificaciones
- 3 Unidad Ingenieria EconomicaDocumento23 páginas3 Unidad Ingenieria EconomicaAlfredoo EspinozaAún no hay calificaciones
- Normas DINDocumento38 páginasNormas DINAbiel Maciel Campos100% (1)
- CP CPK CPM CPKDocumento8 páginasCP CPK CPM CPKEmigdio MartinezAún no hay calificaciones
- Diseno y Analisis de Experimentos M Parte30Documento10 páginasDiseno y Analisis de Experimentos M Parte30Joceses0% (1)
- Presentación U2 AplicaciónDocumento47 páginasPresentación U2 AplicaciónYenny ReyesAún no hay calificaciones
- Diagrama MatricialDocumento17 páginasDiagrama MatricialerickAún no hay calificaciones
- Tablas de TornillosDocumento3 páginasTablas de TornilloskempasshiAún no hay calificaciones
- El Póster de Investigación AcadémicaDocumento2 páginasEl Póster de Investigación Académicamariajose100% (1)
- Informe 1 (Ensayos de Dureza)Documento36 páginasInforme 1 (Ensayos de Dureza)Josue Huaroto Villavicencio100% (2)
- DIAGRAMASDocumento15 páginasDIAGRAMASHector Arias100% (1)
- Neumatica Practica Serrano NicolasDocumento2 páginasNeumatica Practica Serrano Nicolaspepito huevofrito0% (2)
- Probabilidad y Estadistica IIDocumento76 páginasProbabilidad y Estadistica IIRubenAún no hay calificaciones
- Procesos AsmeDocumento8 páginasProcesos AsmeFabian AyalaAún no hay calificaciones
- Análisis de Ingeniería Del EmbutidoDocumento5 páginasAnálisis de Ingeniería Del EmbutidoAle Calixto HermosillaAún no hay calificaciones
- Dimensiones de Las ProbetasDocumento6 páginasDimensiones de Las ProbetasEmma Lucero SánchezAún no hay calificaciones
- Curso Basico de Metrologia Vernier FPDocumento23 páginasCurso Basico de Metrologia Vernier FPjairomarquez2011Aún no hay calificaciones
- Tablas Termodinamicas WARK 6ta EdicionDocumento91 páginasTablas Termodinamicas WARK 6ta Ediciongtrin15Aún no hay calificaciones
- Tolerancias de PosicionDocumento44 páginasTolerancias de PosicionJames Jurado GollesAún no hay calificaciones
- AWS D1.1-2004 AlcancesDocumento41 páginasAWS D1.1-2004 AlcancesmarcoedgAún no hay calificaciones
- Embutido Caja RectangularDocumento5 páginasEmbutido Caja RectangularJuank AlmeidaAún no hay calificaciones
- Cartas de ControlDocumento24 páginasCartas de ControlChris AreizaAún no hay calificaciones
- Sanchez Hector PARCIAL ADocumento2 páginasSanchez Hector PARCIAL AHector Enrique Sánchez LópezAún no hay calificaciones
- Practica Semaforo PLCDocumento5 páginasPractica Semaforo PLCJeSsikaTelloAún no hay calificaciones
- Examen Expresión Gráfica y Diseño Asistido Febrero 2004Documento8 páginasExamen Expresión Gráfica y Diseño Asistido Febrero 2004David Garcia PerezAún no hay calificaciones
- La FusibilidadDocumento3 páginasLa FusibilidadMartin Reyes PisfilAún no hay calificaciones
- Instructivo para Verificación en Campo de Galgas de EspesoresDocumento5 páginasInstructivo para Verificación en Campo de Galgas de EspesoresSamuelFarfanAún no hay calificaciones
- SILABO Estadística IndustrialDocumento11 páginasSILABO Estadística IndustrialBryan C AlvanAún no hay calificaciones
- Simbologia de SoldaduraDocumento12 páginasSimbologia de SoldaduraAlberto SanchezAún no hay calificaciones
- Instituto Tecnologico de Matamoros: Nombre: Numero de ControlDocumento13 páginasInstituto Tecnologico de Matamoros: Nombre: Numero de ControlAlessandra ArroyoAún no hay calificaciones
- Practica (Router)Documento11 páginasPractica (Router)BryanLyonBearCtdbAún no hay calificaciones
- Examen Final de Control-2017-2Documento13 páginasExamen Final de Control-2017-2KATTY FLOR CRUZATT MOLINAAún no hay calificaciones
- Estadística Descriptiva PIIDocumento11 páginasEstadística Descriptiva PIIpjohnynyAún no hay calificaciones
- Comparacion de Medidas y ProporcionesDocumento5 páginasComparacion de Medidas y ProporcionesPedro AñazcoAún no hay calificaciones
- Hoja 2Documento3 páginasHoja 2Belen Lopez EnriquezAún no hay calificaciones
- CONEXIONES ENREJADO PIPERACK (Version 2)Documento407 páginasCONEXIONES ENREJADO PIPERACK (Version 2)hernan vizaAún no hay calificaciones
- Segundo Trabajo EstadisticaDocumento4 páginasSegundo Trabajo EstadisticaDiana ColoradoAún no hay calificaciones
- Práctica MTC y DISP 3oc Sept2021Documento3 páginasPráctica MTC y DISP 3oc Sept2021Jose alberto Vives torresAún no hay calificaciones
- Gráfico de ControlDocumento3 páginasGráfico de ControlandreaAún no hay calificaciones
- Chamba FinalDocumento11 páginasChamba Finalpequeño yoel arango anyosaAún no hay calificaciones
- Cuadro D FrecuenciasDocumento11 páginasCuadro D FrecuenciasAbraham Ezequiel Flores SilvaAún no hay calificaciones
- Esta Di SticaDocumento7 páginasEsta Di SticaAlexander Cruz LuisAún no hay calificaciones
- Diseño de Placa BaseDocumento8 páginasDiseño de Placa BaseHely UrdanetaAún no hay calificaciones
- 18.ciencia de Los MaterialesDocumento3 páginas18.ciencia de Los MaterialesHely UrdanetaAún no hay calificaciones
- Tabla de DuctosDocumento15 páginasTabla de DuctosHely UrdanetaAún no hay calificaciones
- Taller 1 Mtto 2019Documento2 páginasTaller 1 Mtto 2019Hely Urdaneta0% (1)
- Catalogo Ferrum CompletoDocumento52 páginasCatalogo Ferrum Completoyunior136980% (5)
- Los Sorprendentes Habitos de Los PensadoresDocumento2 páginasLos Sorprendentes Habitos de Los PensadoresHely UrdanetaAún no hay calificaciones
- Aislamiento SismicoDocumento42 páginasAislamiento SismicoHely UrdanetaAún no hay calificaciones
- Ejemplo de Una Tesis de CivilDocumento106 páginasEjemplo de Una Tesis de CivilHely UrdanetaAún no hay calificaciones
- 05-Estudios de Tránsito-Capítulo IV-Velocidad de RecorridoDocumento21 páginas05-Estudios de Tránsito-Capítulo IV-Velocidad de RecorridoEduardo José Gómez TorresAún no hay calificaciones
- Diapositivas - AlimentosDocumento32 páginasDiapositivas - AlimentosHely UrdanetaAún no hay calificaciones
- Operador Linux Red HatDocumento139 páginasOperador Linux Red HatCristian Daniel Salinas OrtizAún no hay calificaciones
- Teoria de Bandas y Mar de ElectronesDocumento15 páginasTeoria de Bandas y Mar de ElectronesThalía Echevarría CabreraAún no hay calificaciones
- Eludio Sedano TunqueDocumento16 páginasEludio Sedano TunqueRaquel M. Huarcaya LunascoAún no hay calificaciones
- Windows Server 2016 Es El Sistema Operativo Listo Preparado Para La Nube Que Soporta Tus Cargas de Trabajo Actuales a La Vez Que Introduce Nuevas Tecnologías Que Facilitan La Transición a La Computación en La Nube Cuando EstDocumento8 páginasWindows Server 2016 Es El Sistema Operativo Listo Preparado Para La Nube Que Soporta Tus Cargas de Trabajo Actuales a La Vez Que Introduce Nuevas Tecnologías Que Facilitan La Transición a La Computación en La Nube Cuando EstoscarAún no hay calificaciones
- Inge 3Documento14 páginasInge 3Alex FloresAún no hay calificaciones
- Prueba 2-2019A PDFDocumento3 páginasPrueba 2-2019A PDFxavierAún no hay calificaciones
- HEI-Intercambiadores de Calor Parte 1Documento21 páginasHEI-Intercambiadores de Calor Parte 1Gustavo HernandezAún no hay calificaciones
- Informe Nitrogenoides - Grupo 5Documento9 páginasInforme Nitrogenoides - Grupo 5DANIELA VANESSA HERMOZA SAAZAún no hay calificaciones
- Consideraciones Sismicas en Obras GeotécnicasDocumento15 páginasConsideraciones Sismicas en Obras GeotécnicasjoseAún no hay calificaciones
- HawkingDocumento10 páginasHawkingHizaki DreyKo Ochiro VallqiriAún no hay calificaciones
- Arquitectura y Ensamblaje de Microcomputadoras - 1 PDFDocumento12 páginasArquitectura y Ensamblaje de Microcomputadoras - 1 PDFAlonso SanchezAún no hay calificaciones
- Exp - Sobre Expansión TérmicaDocumento3 páginasExp - Sobre Expansión TérmicamartyAún no hay calificaciones
- 2do Parcial 101. BDocumento2 páginas2do Parcial 101. BAbdiel AcevedoAún no hay calificaciones
- Descripción de Los Diagramas de Pert, CPM, y Gantt.Documento7 páginasDescripción de Los Diagramas de Pert, CPM, y Gantt.jhoncoldAún no hay calificaciones
- Calvino CuentoLunaDocumento11 páginasCalvino CuentoLunamatias gonzalesAún no hay calificaciones
- ReductorDocumento3 páginasReductorEihter RojasAún no hay calificaciones
- Formulario Motores EléctricosDocumento2 páginasFormulario Motores EléctricosesmardoAún no hay calificaciones
- Teología Natural o TeodiceaDocumento9 páginasTeología Natural o TeodiceaArturo Mendoza GutiérrezAún no hay calificaciones
- La Lengua Escrita Alfabetica AlisedoDocumento7 páginasLa Lengua Escrita Alfabetica AlisedoYazmin RuizAún no hay calificaciones
- Probabilidad CondicionalDocumento19 páginasProbabilidad CondicionalNANCY JAQUELINE LEYVA - GASPARAún no hay calificaciones
- Prueba Ingeniero Desarrollo 2Documento3 páginasPrueba Ingeniero Desarrollo 2Jesus David Fernandez FuentesAún no hay calificaciones
- Guía de Ejercicios - Teoría de ComplejosDocumento2 páginasGuía de Ejercicios - Teoría de ComplejosFabiana AquinoAún no hay calificaciones
- Ond Estac 2018-10Documento33 páginasOnd Estac 2018-10Wilmar ZuluagaAún no hay calificaciones
- Que Debo DecirDocumento7 páginasQue Debo DecirLesly JohanaAún no hay calificaciones
- Tema 3 Parte 2Documento8 páginasTema 3 Parte 2David Ale FloresAún no hay calificaciones
- Balance y Recarga Congreso MardelDocumento9 páginasBalance y Recarga Congreso Mardelricardojavierjulca1130Aún no hay calificaciones
- Proteínas y Enzimas 2022-01Documento17 páginasProteínas y Enzimas 2022-01v8rqfq49t6Aún no hay calificaciones
- Dimensionamiento de Una Cámara Frigorífica - Lucía NietoDocumento29 páginasDimensionamiento de Una Cámara Frigorífica - Lucía NietoAdrianPerezBermelloAún no hay calificaciones
- Ejercicios de Repaso CertamenDocumento3 páginasEjercicios de Repaso CertamenNATALIA SOFIA SEPULVEDA ROMEROAún no hay calificaciones