También podría gustarte
- Investigación Cadena de SuministrosDocumento21 páginasInvestigación Cadena de SuministrosCynthia Palacios ArceAún no hay calificaciones
- Regimenaduanero PDFDocumento1 páginaRegimenaduanero PDFCynthia Palacios ArceAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa MentalCynthia Palacios ArceAún no hay calificaciones
- Transportacionyreg PDFDocumento1 páginaTransportacionyreg PDFCynthia Palacios ArceAún no hay calificaciones
- Instituto Tecnológico Superior Del Oriente 2Documento6 páginasInstituto Tecnológico Superior Del Oriente 2Cynthia Palacios ArceAún no hay calificaciones
- CUADROSINÓPTICODocumento3 páginasCUADROSINÓPTICOCynthia Palacios ArceAún no hay calificaciones
- INVESTIGACIONIPDocumento4 páginasINVESTIGACIONIPCynthia Palacios ArceAún no hay calificaciones
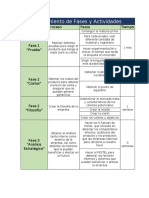
- Seguimiento de Fases y ActividadesDocumento3 páginasSeguimiento de Fases y ActividadesCynthia Palacios ArceAún no hay calificaciones
- The Business Model CanvasDocumento1 páginaThe Business Model CanvasCynthia Palacios ArceAún no hay calificaciones
- Negociación InvestigaciónDocumento17 páginasNegociación InvestigaciónCynthia Palacios ArceAún no hay calificaciones
- Plan de Negocios Final en PDFDocumento74 páginasPlan de Negocios Final en PDFCynthia Palacios ArceAún no hay calificaciones
- Punto 7Documento1 páginaPunto 7Cynthia Palacios ArceAún no hay calificaciones
- Tema 1Documento2 páginasTema 1Cynthia Palacios ArceAún no hay calificaciones
- 5 Fuerzas de PorterDocumento7 páginas5 Fuerzas de PorterCynthia Palacios ArceAún no hay calificaciones
- Ensayo Sobre El Just in TimeDocumento5 páginasEnsayo Sobre El Just in TimeCynthia Palacios ArceAún no hay calificaciones
- Presentación de BI - JGSLDocumento8 páginasPresentación de BI - JGSLCynthia Palacios ArceAún no hay calificaciones
- InformeDocumento7 páginasInformeCynthia Palacios ArceAún no hay calificaciones
- Pres Tema 2 PDFDocumento77 páginasPres Tema 2 PDFCynthia Palacios ArceAún no hay calificaciones
- Biografía de AristótelesDocumento23 páginasBiografía de AristótelesCynthia Palacios ArceAún no hay calificaciones
- Evolución de La MercadotecniaDocumento9 páginasEvolución de La MercadotecniaCynthia Palacios ArceAún no hay calificaciones
- Biografía de AristótelesDocumento23 páginasBiografía de AristótelesCynthia Palacios ArceAún no hay calificaciones
- Biografía de AristótelesDocumento23 páginasBiografía de AristótelesCynthia Palacios ArceAún no hay calificaciones
- Preguntas CasoDocumento5 páginasPreguntas CasoGrisel andrea Castillo Pizarro100% (1)
- Excelencia operacional onlineDocumento5 páginasExcelencia operacional onlineclaudia osorioAún no hay calificaciones
- Ejercicios 11Documento5 páginasEjercicios 11pabloAún no hay calificaciones
- Presentacion Control de Gestión Lean Management PDFDocumento125 páginasPresentacion Control de Gestión Lean Management PDFjunacoAún no hay calificaciones
- AOIIC Act. 3 JIT PDFDocumento2 páginasAOIIC Act. 3 JIT PDFJesus Antonio Murillo CasillasAún no hay calificaciones
- Unidad 4 Analisis de Flujo de ProcesosDocumento28 páginasUnidad 4 Analisis de Flujo de Procesoscame24Aún no hay calificaciones
- ConclusionDocumento17 páginasConclusionelvis yanapa mamani50% (2)
- El Perfil Del Ingeniero Industrial Ante El Siglo XXIDocumento7 páginasEl Perfil Del Ingeniero Industrial Ante El Siglo XXIjuhepaAún no hay calificaciones
- Lectura Catering Service - Trabajo Academico - Módulo 3Documento6 páginasLectura Catering Service - Trabajo Academico - Módulo 3Cristian Alberto Sandiga Hilario100% (1)
- Implementación TQM Pymes: potencialidades, contradicciones y limitaciones en el desarrollo organizacionalDocumento41 páginasImplementación TQM Pymes: potencialidades, contradicciones y limitaciones en el desarrollo organizacionalRicardo Zalazar100% (2)
- El Sistema de Producción ToyotaDocumento7 páginasEl Sistema de Producción Toyotacsvg_123100% (2)
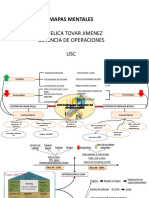
- Mapas MentalesDocumento5 páginasMapas MentalesAngelica TovarAún no hay calificaciones
- Recursos humanos y logistica en empalmes de tuberias de aguaDocumento7 páginasRecursos humanos y logistica en empalmes de tuberias de aguaElvia Ramos AlvarezAún no hay calificaciones
- Manual Administracion de BodegaDocumento138 páginasManual Administracion de BodegaMario FernandezAún no hay calificaciones
- TEMA 9 Control de InventariosDocumento18 páginasTEMA 9 Control de Inventariosangel gabriel semeco duarteAún no hay calificaciones
- Gestión de La Cadena de SuministroDocumento53 páginasGestión de La Cadena de SuministroRivera Apodaca EstrellaAún no hay calificaciones
- 3 GurúsDocumento10 páginas3 GurúsLGCEL MAZDAAún no hay calificaciones
- Actividad 5 - Administración Estratégica de Operaciones y Cadena de SuministroDocumento7 páginasActividad 5 - Administración Estratégica de Operaciones y Cadena de SuministroAlexandra Quilcate SanchezAún no hay calificaciones
- Logística Comercio InternacionalDocumento21 páginasLogística Comercio InternacionalAngel Arroyo Ccochachi0% (1)
- Las Tecnicas Justo A Tiempo y Su Repercusion en LoDocumento9 páginasLas Tecnicas Justo A Tiempo y Su Repercusion en LoalblsAún no hay calificaciones
- American Connector Company (A)Documento14 páginasAmerican Connector Company (A)Gustavo VelaAún no hay calificaciones
- The Machine That Changed The WorldDocumento43 páginasThe Machine That Changed The Worldakademiko51100% (3)
- Administracion de Operaciones Cuestionario 3Documento5 páginasAdministracion de Operaciones Cuestionario 3Abigail Aguilar LaquisAún no hay calificaciones
- Comakership en Aprovisionamiento y Gestión de ProveedoresDocumento10 páginasComakership en Aprovisionamiento y Gestión de ProveedoresMaleny Kizz D LoveAún no hay calificaciones
- Caso Practico - OperacionesDocumento6 páginasCaso Practico - OperacionesMaria Camila BarakatAún no hay calificaciones
- Ensayo de JUSTO A TIEMPODocumento2 páginasEnsayo de JUSTO A TIEMPOjesus alejandro lopez ovandoAún no hay calificaciones
- Examen Final - Intento 2Documento6 páginasExamen Final - Intento 2Yesid CotrinaAún no hay calificaciones
- Preparación HerramentalDocumento5 páginasPreparación HerramentalAnonymous ePTSrcNAún no hay calificaciones
- El Lean Manufacturing y Sus Principales HerramientasDocumento18 páginasEl Lean Manufacturing y Sus Principales HerramientasEma Rangel EstradaAún no hay calificaciones
- Glosario de Terminos en La Gestion de MantenimientoDocumento21 páginasGlosario de Terminos en La Gestion de MantenimientoJUAN CAMILO CARDENAS URRIOLA100% (1)