También podría gustarte
- AMEFDocumento1 páginaAMEFnewspiritiAún no hay calificaciones
- Dop PanDocumento1 páginaDop PanmusagonAún no hay calificaciones
- Six Sigma Ejemplos PDFDocumento8 páginasSix Sigma Ejemplos PDFBeto YañezAún no hay calificaciones
- Juego Didactico de Cuentas ContablesDocumento9 páginasJuego Didactico de Cuentas ContablesEconomicio Contable100% (3)
- Formato Del Diagrama BimanualDocumento5 páginasFormato Del Diagrama BimanualScoltha CpAún no hay calificaciones
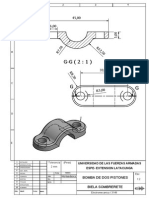
- Bomba de Dos Pistones InventorDocumento19 páginasBomba de Dos Pistones InventorPoolPholAún no hay calificaciones
- Caso: Lavanderias Martino PDFDocumento5 páginasCaso: Lavanderias Martino PDFalexaAún no hay calificaciones
- Ingenieria NavalDocumento8 páginasIngenieria NavalmusagonAún no hay calificaciones
- Ejercicios Six SigmaDocumento2 páginasEjercicios Six Sigmaegcaldwell25% (4)
- Fabricacion de Ollas de AceroDocumento9 páginasFabricacion de Ollas de AceroDríade Vegas50% (2)
- Cursograma Del Proceso de Elaboracion de CinturonDocumento2 páginasCursograma Del Proceso de Elaboracion de CinturonIng. Oscar Rojas HernandezAún no hay calificaciones
- Clases Control Estadistico de Procesos - 2ºPRACTDocumento5 páginasClases Control Estadistico de Procesos - 2ºPRACTMartin Mendoza Leon0% (1)
- Calculo de Unidades No Conformes e PorcentajeDocumento4 páginasCalculo de Unidades No Conformes e PorcentajeElkin Fernando CastiblancoAún no hay calificaciones
- Amc SchouDocumento21 páginasAmc SchouJuanda Delgado LAún no hay calificaciones
- Trituradora AmefDocumento16 páginasTrituradora Amefclaudia patricia roncancioAún no hay calificaciones
- Caso 4 - OeeDocumento18 páginasCaso 4 - OeeHector Solano CerronAún no hay calificaciones
- Evaluacion de Alternativas de Disposicion de PlantaDocumento12 páginasEvaluacion de Alternativas de Disposicion de PlantaMayra Rios100% (1)
- Diagrama de RecorridoDocumento3 páginasDiagrama de RecorridoHeber Montero GarciaAún no hay calificaciones
- Actividad 5 Estructura Plan de NegocioDocumento36 páginasActividad 5 Estructura Plan de Negociocarolain50% (4)
- Iec Competencia 1Documento17 páginasIec Competencia 1Ángel Gómez100% (1)
- Formato de Analisis Seguro de Trabajo ASTDocumento1 páginaFormato de Analisis Seguro de Trabajo ASTmusagonAún no hay calificaciones
- Ejercicios de FresadoDocumento2 páginasEjercicios de FresadoLuis Daniel Gaitan LopezAún no hay calificaciones
- 1 4 Sistemas Avanzados de ManufacturaDocumento17 páginas1 4 Sistemas Avanzados de ManufacturaAbril VolkovichAún no hay calificaciones
- Angel Rebeldes y Domesticados Los Intelectuales Frente Al Poder PDFDocumento139 páginasAngel Rebeldes y Domesticados Los Intelectuales Frente Al Poder PDFvlasisAún no hay calificaciones
- Proceso de Fabricación de OllasDocumento2 páginasProceso de Fabricación de OllasJoan Michelle Leon FerraezAún no hay calificaciones
- PROBLEMAS CAPÍTULO 8 ImparesDocumento13 páginasPROBLEMAS CAPÍTULO 8 ImparesStefany Gordillo0% (1)
- Cartas Control y Capacidad Del ProcesoDocumento35 páginasCartas Control y Capacidad Del ProcesofernandoAún no hay calificaciones
- Hoja de Proceso de Una Pieza de SoporteDocumento2 páginasHoja de Proceso de Una Pieza de SoporteHéctor Jorge Bravo PastorAún no hay calificaciones
- Guía 6Documento5 páginasGuía 6Gabriel Angel Coaguila Cruz100% (1)
- Laboratorio de Procesos de Manufactura Mecanismos de TransmisiónDocumento13 páginasLaboratorio de Procesos de Manufactura Mecanismos de TransmisiónRai Santos Santander100% (2)
- Informe de Deformación PlasticaDocumento27 páginasInforme de Deformación Plasticacristhian choque leonAún no hay calificaciones
- LabsDocumento21 páginasLabsElvis Alonso Diaz VizcardoAún no hay calificaciones
- Cuchara de Colada. Lingotes. FundicionesDocumento29 páginasCuchara de Colada. Lingotes. FundicionesMaría Claudia Rosales ContrerasAún no hay calificaciones
- Tabla para La Evaluación de Los Deméritos.Documento24 páginasTabla para La Evaluación de Los Deméritos.guillermo cariacoAún no hay calificaciones
- Rendimiento Encadenado.Documento9 páginasRendimiento Encadenado.Jorge Rojas GeldresAún no hay calificaciones
- Proceso Dop y DapDocumento8 páginasProceso Dop y DapRichard Coronado0% (1)
- Ejercicios Variable Entera y Binarias.Documento4 páginasEjercicios Variable Entera y Binarias.Laura Cristina BrandAún no hay calificaciones
- Fabrica de CalzadoDocumento2 páginasFabrica de CalzadoFelix MendozaAún no hay calificaciones
- Ejercicio de Aplicación de Las NTPDDocumento2 páginasEjercicio de Aplicación de Las NTPDBRIAN JULIO SOLANOAún no hay calificaciones
- Metodo de Gamas FicticiasDocumento27 páginasMetodo de Gamas FicticiasWendyGonzalesSalcedoAún no hay calificaciones
- Trabajado Metálico de LaminasDocumento26 páginasTrabajado Metálico de LaminasMichell ContrerasAún no hay calificaciones
- Producción de Laminas y PelículasDocumento5 páginasProducción de Laminas y PelículasCristhian100% (1)
- Diagrama de Recorrido PropuestoDocumento1 páginaDiagrama de Recorrido PropuestoCésar GalindoAún no hay calificaciones
- Semana 6 Fresadora - EjerciciosDocumento24 páginasSemana 6 Fresadora - EjerciciosJulio Marcelo Gutierrez FlorezAún no hay calificaciones
- Taller 1 Six SigmaDocumento34 páginasTaller 1 Six Sigmaerika toro0% (1)
- Entregable 3 - CalidadDocumento17 páginasEntregable 3 - CalidadCHRISTHIAN REQUENA AGUIRREAún no hay calificaciones
- Cuadro Comparativo Entre El Método AMEF y What IfDocumento2 páginasCuadro Comparativo Entre El Método AMEF y What IfPaola Citalán100% (1)
- Cuestionario de Instalaciones Industriales Numero 1Documento6 páginasCuestionario de Instalaciones Industriales Numero 1Cristhian VizueteAún no hay calificaciones
- Control Capitulo 5Documento50 páginasControl Capitulo 5Manuel Coaguila Jhonathan Bush67% (3)
- Foro 4 - Cálculo Costos de SoldaduraDocumento14 páginasForo 4 - Cálculo Costos de SoldaduraKENDRICK PALMA SOLORZANOAún no hay calificaciones
- BIDocumento3 páginasBIFiorella Campos Rivera0% (1)
- Diagrma de Ensamble para Bicicleta...Documento1 páginaDiagrma de Ensamble para Bicicleta...Karentt MoralesAún no hay calificaciones
- Tarea de IshikawaDocumento9 páginasTarea de IshikawaJuan AriasAún no hay calificaciones
- Formato Diagrama BimanualDocumento6 páginasFormato Diagrama BimanualJezip KaulitzAún no hay calificaciones
- Gráficos de Control Por AtributosDocumento4 páginasGráficos de Control Por Atributos0441721002 WILMER CARPIO OTALORA ESTUDIANTE ACTIVO100% (1)
- AMEFDocumento3 páginasAMEFJUANAún no hay calificaciones
- Problemas 2da Evaluacion MSPDocumento3 páginasProblemas 2da Evaluacion MSPAlvaro VargasAún no hay calificaciones
- Gráfico de TrayectoriaDocumento1 páginaGráfico de TrayectoriaAlbert RuizAún no hay calificaciones
- Prueba ConocimientosDocumento3 páginasPrueba ConocimientosGerman SanAún no hay calificaciones
- pc#4 BruckmannhugoDocumento3 páginaspc#4 BruckmannhugoFernando DíazAún no hay calificaciones
- RECALCADODocumento8 páginasRECALCADONayarid Ocaña100% (1)
- Problemas SPCDocumento5 páginasProblemas SPCLina Marcela CorreaAún no hay calificaciones
- Dap PiscoDocumento6 páginasDap PiscoVivel Aguilar MenesesAún no hay calificaciones
- Algoritmo Klee y ParetoDocumento7 páginasAlgoritmo Klee y ParetoLeo VillarrealAún no hay calificaciones
- Informe PromodelDocumento6 páginasInforme Promodelefren aramendizAún no hay calificaciones
- Pm1 - MC - A-Reconocimiento de LaboratorioDocumento29 páginasPm1 - MC - A-Reconocimiento de LaboratorioVinoVidalAún no hay calificaciones
- Ingenieria BiomedicaDocumento5 páginasIngenieria BiomedicamusagonAún no hay calificaciones
- Balotario Analisis de Lineas de EsperaDocumento8 páginasBalotario Analisis de Lineas de Esperamusagon0% (1)
- Exportación de JoyasDocumento40 páginasExportación de JoyasmusagonAún no hay calificaciones
- Metodologia de Diseño CamoteDocumento11 páginasMetodologia de Diseño CamotemusagonAún no hay calificaciones
- Cuy Enlatado - Estudio de McdoDocumento30 páginasCuy Enlatado - Estudio de McdomusagonAún no hay calificaciones
- Principios para Diseñar La Estación de Trabajo en Cualquier Ámbito LaboralDocumento16 páginasPrincipios para Diseñar La Estación de Trabajo en Cualquier Ámbito LaboralmusagonAún no hay calificaciones
- Ejercicios Del TrabajoDocumento3 páginasEjercicios Del TrabajomusagonAún no hay calificaciones
- Topy Top Calidad GestionDocumento9 páginasTopy Top Calidad GestionmusagonAún no hay calificaciones
- Administración de Operaciones en Los Servicios Tarea para HacerDocumento3 páginasAdministración de Operaciones en Los Servicios Tarea para Hacermusagon100% (1)
- Calculo Integral (Unidad 4)Documento26 páginasCalculo Integral (Unidad 4)Itzel Vidaña RosasAún no hay calificaciones
- Revisoria Fiscal 1Documento25 páginasRevisoria Fiscal 1Maria Paola BuitragoAún no hay calificaciones
- P7-Razon de CPsDocumento7 páginasP7-Razon de CPsClives Aguilar ReyesAún no hay calificaciones
- Errores y Representacion en Punto FlotanteDocumento14 páginasErrores y Representacion en Punto Flotantejkl316Aún no hay calificaciones
- RECONCILIACION GeneralDocumento7 páginasRECONCILIACION GeneralMtra. Graciela Chavez MontelongoAún no hay calificaciones
- Proyecto Investigacion Caso Centro de MasasDocumento2 páginasProyecto Investigacion Caso Centro de MasasChucho JuarezAún no hay calificaciones
- IndependenciaDocumento67 páginasIndependenciaJoffre AlbanAún no hay calificaciones
- Oracle v23Documento213 páginasOracle v23Cesar Rivera RivasAún no hay calificaciones
- Guía 1 - PolinomiosDocumento7 páginasGuía 1 - PolinomiosprinmatAún no hay calificaciones
- Trabajo Multivariado Tercer CorteDocumento12 páginasTrabajo Multivariado Tercer CorteEstrellita Rojas100% (1)
- Tutorial de Servidor DHCP en Windows ServerDocumento21 páginasTutorial de Servidor DHCP en Windows Servercaterinherrera15100% (2)
- Tarjetas de ValoresDocumento17 páginasTarjetas de ValoresJulieta GuerraAún no hay calificaciones
- Planteamiento de Ecuación 1Documento4 páginasPlanteamiento de Ecuación 1johnqp1971Aún no hay calificaciones
- 2DO BGU-Examen Q1-Educacion Fisica-2022Documento3 páginas2DO BGU-Examen Q1-Educacion Fisica-2022eliza lopezAún no hay calificaciones
- Atribuciones y SesgosDocumento6 páginasAtribuciones y Sesgosrubina_andreaAún no hay calificaciones
- Programa de V Congreso Química e Ingeniería VerdeDocumento61 páginasPrograma de V Congreso Química e Ingeniería VerdeJuan100% (1)
- Metodo de Elementos Finitos en PDFDocumento8 páginasMetodo de Elementos Finitos en PDFmicheletcheAún no hay calificaciones
- Abra La BocaDocumento11 páginasAbra La BocaJosé AbantoAún no hay calificaciones
- 2022 Matriz de Incidentes Críticos y RúbricaDocumento4 páginas2022 Matriz de Incidentes Críticos y RúbricaRodrigo Núñez VargasAún no hay calificaciones
- FT 2000 - Spanish 1 PDFDocumento132 páginasFT 2000 - Spanish 1 PDFMarcelo TorresAún no hay calificaciones
- TripTico MatematicaDocumento2 páginasTripTico MatematicaJose Enrique Leon CubaAún no hay calificaciones
- ESPOL. Proyecto Maquina Surtidora - MathDocumento13 páginasESPOL. Proyecto Maquina Surtidora - MathRommel Augusto Aldaz ZuñigaAún no hay calificaciones
- Fauna EcuatorianaDocumento335 páginasFauna EcuatorianaMisho GvAún no hay calificaciones
- 474 Práctica 4 Informe 2Documento6 páginas474 Práctica 4 Informe 2Yohana GuzmánAún no hay calificaciones
- Silabus Informatica Contable IIDocumento5 páginasSilabus Informatica Contable IIYasmany ApazaAún no hay calificaciones
- Guía de Aprendizaje 1Documento9 páginasGuía de Aprendizaje 1SANDY PATRICIA SANCHEZ NAVARROAún no hay calificaciones
- Funcionamiento Democratico: Gobierno EscolarDocumento3 páginasFuncionamiento Democratico: Gobierno EscolarZulays de la hoz100% (3)