También podría gustarte
- RECURSOSDocumento2 páginasRECURSOSraulAún no hay calificaciones
- Guia ProcesosDocumento5 páginasGuia ProcesosraulAún no hay calificaciones
- GUIA Proveedores ExternosDocumento3 páginasGUIA Proveedores ExternosraulAún no hay calificaciones
- Tiempos de AuditoriaDocumento2 páginasTiempos de AuditoriaraulAún no hay calificaciones
- Requerimientos Legales y de La EmpresaDocumento2 páginasRequerimientos Legales y de La EmpresaraulAún no hay calificaciones
- CASO PROYECTO FINAL LEAN SIX SIGMA 2022 BealucDocumento6 páginasCASO PROYECTO FINAL LEAN SIX SIGMA 2022 BealucraulAún no hay calificaciones
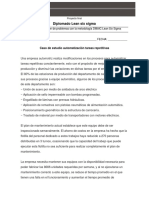
- CASO PROYECTO FINAL LEAN SIX SIGMA 2022 Automatización Tareas RepetitivasDocumento4 páginasCASO PROYECTO FINAL LEAN SIX SIGMA 2022 Automatización Tareas RepetitivasraulAún no hay calificaciones
- Clasificación de Variables EstadísticasDocumento1 páginaClasificación de Variables EstadísticasraulAún no hay calificaciones
- CASO PROYECTO FINAL LEAN SIX SIGMA 2022 Producción de TornillosDocumento3 páginasCASO PROYECTO FINAL LEAN SIX SIGMA 2022 Producción de TornillosraulAún no hay calificaciones
- CASO PROYECTO FINAL LEAN SIX SIGMA 2022 Proceso FinancieroDocumento6 páginasCASO PROYECTO FINAL LEAN SIX SIGMA 2022 Proceso FinancieroraulAún no hay calificaciones
- Estructura Proyectos Lean Six SigmaDocumento2 páginasEstructura Proyectos Lean Six SigmaraulAún no hay calificaciones
- Webinar VSMDocumento27 páginasWebinar VSMraulAún no hay calificaciones
- Principios de La Gestión de La CalidadDocumento4 páginasPrincipios de La Gestión de La CalidadraulAún no hay calificaciones
- WEBINAR 7 + 1 Desperdicios LeanDocumento27 páginasWEBINAR 7 + 1 Desperdicios LeanraulAún no hay calificaciones
- Alineación-Total-Riaz Khadem PDFDocumento251 páginasAlineación-Total-Riaz Khadem PDFantonio69% (13)
- Six Sigma Módulo 5.1Documento54 páginasSix Sigma Módulo 5.1raulAún no hay calificaciones
- Problemas ResueltosDocumento21 páginasProblemas ResueltosKeila Aburto71% (7)
- Pr-Pr-01-E. - Resumen de Energencia para TrabajadoresDocumento2 páginasPr-Pr-01-E. - Resumen de Energencia para TrabajadorespicoyzorraAún no hay calificaciones
- Cantos y Rezos de Los SantosDocumento12 páginasCantos y Rezos de Los SantosJulio UstarizAún no hay calificaciones
- Cuanticualitativa LaminasDocumento33 páginasCuanticualitativa Laminascecilia padronAún no hay calificaciones
- Proceso de Dafa PDFDocumento4 páginasProceso de Dafa PDFAkowe TI Ifa100% (2)
- Informe 2 - Alvaro Viveros IbarraDocumento9 páginasInforme 2 - Alvaro Viveros IbarraAlvaro Ignacio Viveros IbarraAún no hay calificaciones
- Nomenclatura ActualDocumento20 páginasNomenclatura ActualCésar Cusi LazoAún no hay calificaciones
- Proyecto Una Vida Divertida Rodeada de AnimalesDocumento7 páginasProyecto Una Vida Divertida Rodeada de AnimalesCarolinaAún no hay calificaciones
- 1ra Práctica Calificada de Programación de Obras SanitariasDocumento2 páginas1ra Práctica Calificada de Programación de Obras SanitariasDaniel ThomsonAún no hay calificaciones
- Transacciones SAP WMDocumento14 páginasTransacciones SAP WMHenry CamposAún no hay calificaciones
- Zanahoria y Uvilla: Los Aderezos de La AbuelaDocumento7 páginasZanahoria y Uvilla: Los Aderezos de La AbuelaCecilia VillacisAún no hay calificaciones
- Conjuro Sioux-1Documento3 páginasConjuro Sioux-1Guille PalominoAún no hay calificaciones
- Actividad 3 FacturaDocumento13 páginasActividad 3 Facturajohan74084309 000Aún no hay calificaciones
- Perfil de Quimica Organica II (Elaboracion de Licor de Papa)Documento11 páginasPerfil de Quimica Organica II (Elaboracion de Licor de Papa)Carolina CarlosamaAún no hay calificaciones
- La Descripción de La Dimensión Tradiciones y CostumbresDocumento12 páginasLa Descripción de La Dimensión Tradiciones y Costumbresalvarado_acjAún no hay calificaciones
- Trabajo Economía (Ventajas, Desventajas e Impacto Económico)Documento5 páginasTrabajo Economía (Ventajas, Desventajas e Impacto Económico)cristian torresAún no hay calificaciones
- Kétchup - Wikipedia, La Enciclopedia LibreDocumento9 páginasKétchup - Wikipedia, La Enciclopedia LibreSabine WeilandtAún no hay calificaciones
- Mecánica de Rocas Trabajo de Martillo SchmidtDocumento5 páginasMecánica de Rocas Trabajo de Martillo SchmidtdannyAún no hay calificaciones
- Lavoisier y El Oxígeno (4to Sec)Documento3 páginasLavoisier y El Oxígeno (4to Sec)Favio Mauricio GonzaAún no hay calificaciones
- Las Hijas de HirkaniDocumento223 páginasLas Hijas de HirkanimacrispetaAún no hay calificaciones
- Desarrollo Sexual VaronDocumento7 páginasDesarrollo Sexual Varonlimber5Aún no hay calificaciones
- Artículo Del RomeroDocumento10 páginasArtículo Del RomeroNicole Gabriela Rufino IbarraAún no hay calificaciones
- Historia de La GeoestadísticaDocumento9 páginasHistoria de La GeoestadísticaCésar Camacho LojasAún no hay calificaciones
- Balotario Comercio InternacionalDocumento6 páginasBalotario Comercio InternacionalJorge Luis Mosqueira AquinoAún no hay calificaciones
- Proyecto Final BiodigestoresDocumento28 páginasProyecto Final BiodigestoresCristian Reyes CastilloAún no hay calificaciones
- Laboratorio Numero 4Documento25 páginasLaboratorio Numero 4LUIS GERARDO QUISPE ZAPATAAún no hay calificaciones
- AsmaDocumento42 páginasAsmaAldo ReyesAún no hay calificaciones
- ORQUIDEASDocumento12 páginasORQUIDEASJose Mauro Avila VelaAún no hay calificaciones
- 04 VerdiDocumento12 páginas04 VerdiAlessia FrassaniAún no hay calificaciones
- Resumen Oposiciones Geografía e Historia 4Documento6 páginasResumen Oposiciones Geografía e Historia 4yoake100% (1)