También podría gustarte
- Montaje y reparación de los sistemas mecánicos. FMEE0208De EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Ajustes y ToleranciasDocumento88 páginasAjustes y ToleranciasJuan David DiazAún no hay calificaciones
- Estados Superficiales Caracteristicas Normas SimbologiaDocumento50 páginasEstados Superficiales Caracteristicas Normas SimbologiaJuan ALberto Dionicio Rodriguez100% (1)
- Embutición y EstampadoDocumento29 páginasEmbutición y EstampadoErick GoyesAún no hay calificaciones
- Introducción Al PerfiladoDocumento18 páginasIntroducción Al PerfiladoFaustino MamaniAún no hay calificaciones
- Acotacion FuncionalDocumento15 páginasAcotacion FuncionalChristian NietoAún no hay calificaciones
- 0.32.8.06.2300 - Conjunto Lava Parabrisas Derecho. Sdd7Documento13 páginas0.32.8.06.2300 - Conjunto Lava Parabrisas Derecho. Sdd7ignacioAún no hay calificaciones
- KH167Documento3 páginasKH167Oscar ArrietaAún no hay calificaciones
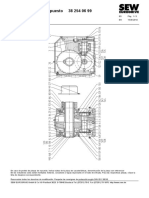
- Lista de Piezas de Repuesto 42 271 13 95Documento5 páginasLista de Piezas de Repuesto 42 271 13 95Camilo HernandezAún no hay calificaciones
- Guia TP-2011Documento36 páginasGuia TP-2011César Darío MesquidaAún no hay calificaciones
- Projet Analyse Fonctionnelle ESP - Selección TraducidaDocumento102 páginasProjet Analyse Fonctionnelle ESP - Selección TraducidaHugo CedeñoAún no hay calificaciones
- Tolerancias, Acabados de Superficies.Documento17 páginasTolerancias, Acabados de Superficies.Cruz Nar DavidAún no hay calificaciones
- Filtro de Cunna PDFDocumento3 páginasFiltro de Cunna PDFJose Luis BustosAún no hay calificaciones
- Abaqus - 00 Simulia PDFDocumento28 páginasAbaqus - 00 Simulia PDFAgustin DiazAún no hay calificaciones
- Machos Roscar Por LaminacionDocumento16 páginasMachos Roscar Por LaminacionvaronibericoAún no hay calificaciones
- Ef Diseño 2013-2 MañanaDocumento4 páginasEf Diseño 2013-2 MañanaEkeel PabloAún no hay calificaciones
- Lab Ajustes y ToleranciasDocumento6 páginasLab Ajustes y ToleranciasXxXRodrigo Anthony XxX Marín SánchezAún no hay calificaciones
- Taller2 DecryptedDocumento113 páginasTaller2 DecryptedSamuel Lopez BenitesAún no hay calificaciones
- Primera Etapa de Reduccion de VelocidadDocumento14 páginasPrimera Etapa de Reduccion de VelocidadMiguelRodriguezCalderonAún no hay calificaciones
- Introducción A Los Insertos para TornoDocumento10 páginasIntroducción A Los Insertos para Tornojace1960Aún no hay calificaciones
- Vistas y SeccionesDocumento42 páginasVistas y SeccionesMariano Cruz VilchezAún no hay calificaciones
- Matriceria-SILABO ESPE PDFDocumento6 páginasMatriceria-SILABO ESPE PDFJaime Cacpata BastidasAún no hay calificaciones
- Sillabus MATRICERIA 2013-IDocumento4 páginasSillabus MATRICERIA 2013-IAnonymous Uq56yDYAún no hay calificaciones
- 04 Tolerancias Dimensionales 01Documento25 páginas04 Tolerancias Dimensionales 01Esther AyuqueAún no hay calificaciones
- Matric EroDocumento22 páginasMatric EroRuben MondragonAún no hay calificaciones
- Documento Guia para Seleccion de AcerosDocumento26 páginasDocumento Guia para Seleccion de Acerosalex100preAún no hay calificaciones
- ErichsenDocumento41 páginasErichsenSebastian DiazAún no hay calificaciones
- Norma Iso 1101Documento18 páginasNorma Iso 1101Gonzalo Gregorio Pacheco ViaAún no hay calificaciones
- GD&T PDFDocumento9 páginasGD&T PDFtisan1978Aún no hay calificaciones
- Tipos de RoscasDocumento23 páginasTipos de RoscasRobert WagnerAún no hay calificaciones
- Proyecto de Diseño de MatricesDocumento35 páginasProyecto de Diseño de MatricesJavier RiveraAún no hay calificaciones
- Manual Solid 2018Documento104 páginasManual Solid 2018Santiago Hernan GranadaAún no hay calificaciones
- Calculador de Tornillo Sin Fin y Corona MétricosDocumento4 páginasCalculador de Tornillo Sin Fin y Corona MétricosHugo BenaventeAún no hay calificaciones
- Posicionamiento de Las Piezas F.DDocumento24 páginasPosicionamiento de Las Piezas F.DcuentaAún no hay calificaciones
- Examen IG - 2t - 2122Documento4 páginasExamen IG - 2t - 2122PEDRO JOSE FERNANDEZ CONCELLONAún no hay calificaciones
- Diseno de Una Caja Reductora de VelocidadesDocumento90 páginasDiseno de Una Caja Reductora de VelocidadesdavidpenaherreraAún no hay calificaciones
- TP 5 Tecnologia MecanicaDocumento9 páginasTP 5 Tecnologia MecanicamaribeluluAún no hay calificaciones
- Teoría de La Embutición de PlanchasDocumento26 páginasTeoría de La Embutición de PlanchasGerbercp Condori PalaciosAún no hay calificaciones
- DisenDocumento9 páginasDisenmanolo0018Aún no hay calificaciones
- Apuntes de TornoDocumento39 páginasApuntes de TornoingmaticAún no hay calificaciones
- Tolerancias DimensionalesDocumento33 páginasTolerancias Dimensionalesoscarche92Aún no hay calificaciones
- Dimensionamiento de Una MatrizDocumento33 páginasDimensionamiento de Una MatrizSebastiánSalas0% (2)
- Diseño de TroquelDocumento34 páginasDiseño de TroquelJose RengifoAún no hay calificaciones
- Tolerancias Dimensionales Geometrica Conceptos VentajasDocumento16 páginasTolerancias Dimensionales Geometrica Conceptos VentajasmotoretoV12Aún no hay calificaciones
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Documento14 páginasPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Acotacion Dibujo Tecnico MecanicoDocumento42 páginasAcotacion Dibujo Tecnico MecanicoKevin Morejon Ruales100% (1)
- GDT y Tolerancias GeométricasDocumento8 páginasGDT y Tolerancias GeométricasPaul Shelby0% (1)
- Representación de ConjuntosDocumento26 páginasRepresentación de ConjuntosBruno Sanchez FdezAún no hay calificaciones
- Laboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasDocumento12 páginasLaboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasDavo ArmasAún no hay calificaciones
- 4 Progresivos PDFDocumento49 páginas4 Progresivos PDFgiovannihurtadoAún no hay calificaciones
- Calculos y Condiciones Requeridos para El Diseño de Un TroquelDocumento7 páginasCalculos y Condiciones Requeridos para El Diseño de Un TroquelVazz MAún no hay calificaciones
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- 4-1-1 Definicion y Representacion de Ejes y ArbolesDocumento74 páginas4-1-1 Definicion y Representacion de Ejes y ArbolesRicardo García HernandezAún no hay calificaciones
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAún no hay calificaciones
- Cap 2 Diseño y ManufacturaDocumento60 páginasCap 2 Diseño y ManufacturafelipeAún no hay calificaciones
- Trabajo de Tolerancias PDFDocumento32 páginasTrabajo de Tolerancias PDFDavid PazminAún no hay calificaciones
- Guía Tolerancias GeométricasDocumento21 páginasGuía Tolerancias GeométricasYanier Alexander AnguloAún no hay calificaciones
- Cap 3 - ScheyDocumento33 páginasCap 3 - ScheyVictorAún no hay calificaciones
- Ejercicios AJUSTE Y TOLERANCIADocumento116 páginasEjercicios AJUSTE Y TOLERANCIALuis IzaAún no hay calificaciones
- Organización y desarrollo del montaje de tuberías. FMEC0108De EverandOrganización y desarrollo del montaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Empalmes ElectricosDocumento4 páginasEmpalmes ElectricosfrandyAún no hay calificaciones
- CatalogoEATON - 24 MAR 2024 - 12 24 43Documento9 páginasCatalogoEATON - 24 MAR 2024 - 12 24 43pdpotrovdtAún no hay calificaciones
- Telefono TC 6400Documento9 páginasTelefono TC 6400AgustinTraduccionesAún no hay calificaciones
- DarlingtonDocumento7 páginasDarlingtonandreaAún no hay calificaciones
- Predimensionamiento de Vigas y ColumnasDocumento13 páginasPredimensionamiento de Vigas y ColumnasErick Huamani MamaniAún no hay calificaciones
- 1.1. Importancia de La Industria de La Construcción.Documento3 páginas1.1. Importancia de La Industria de La Construcción.LuisAún no hay calificaciones
- TERZADocumento46 páginasTERZAVillela EPICAAún no hay calificaciones
- PuntoEdu Año 1, Número 2 (2005)Documento16 páginasPuntoEdu Año 1, Número 2 (2005)PUCPAún no hay calificaciones
- Norma AsarcoDocumento2 páginasNorma Asarcomascara17Aún no hay calificaciones
- 5 Cuencas SedimentariasDocumento86 páginas5 Cuencas SedimentariasErika Cruzado Merino100% (1)
- Afiche Sobre La Energia GeotermicaDocumento1 páginaAfiche Sobre La Energia Geotermicaviva amlo50% (2)
- Niveles de Tension Del RetieDocumento3 páginasNiveles de Tension Del RetiePOTRO POTROAún no hay calificaciones
- Importacion Cesped SinteticoDocumento9 páginasImportacion Cesped SinteticoJefferson PalaciosAún no hay calificaciones
- Mapa de Riesgo y Senaletica PDFDocumento1 páginaMapa de Riesgo y Senaletica PDFClodomiroAliagaAún no hay calificaciones
- Tema - 5 - Diagramas de Fase - Met - 226Documento74 páginasTema - 5 - Diagramas de Fase - Met - 226bryanAún no hay calificaciones
- Catalogo Fleck Julio 2018Documento44 páginasCatalogo Fleck Julio 2018Ana LaverniaAún no hay calificaciones
- Tablas 5 Formulario Temas 1 A 4 Termica IIDocumento19 páginasTablas 5 Formulario Temas 1 A 4 Termica IIVicuea AgencyAún no hay calificaciones
- Telemática y RoboticaDocumento15 páginasTelemática y RoboticaAuroth Darchrow50% (2)
- Art 203webDocumento5 páginasArt 203webjaolo23Aún no hay calificaciones
- Laboratorio#1 1EM121 Montilla Stanziola Vega AsprillaDocumento13 páginasLaboratorio#1 1EM121 Montilla Stanziola Vega AsprillaEduardo StanziolaAún no hay calificaciones
- HIDROLOGIADocumento23 páginasHIDROLOGIACelenith FernándezAún no hay calificaciones
- LatincoDocumento42 páginasLatincoeukariAún no hay calificaciones
- Instalación de Oracle Database 12c Sobre CentOS 6.5Documento74 páginasInstalación de Oracle Database 12c Sobre CentOS 6.5Angel Loaiza AguilarAún no hay calificaciones
- SSYMA-P02.01-F04 Permiso Escrito para Trabajo de Alto Riesgo (PETAR) V7Documento1 páginaSSYMA-P02.01-F04 Permiso Escrito para Trabajo de Alto Riesgo (PETAR) V7Crlos Gianmarco Tasilla GalvezAún no hay calificaciones
- Practico 01 ParaguayDocumento8 páginasPractico 01 ParaguayElectro SoftwareAún no hay calificaciones
- Pets Cambio de JebesDocumento3 páginasPets Cambio de JebesAlan AlvarezAún no hay calificaciones
- Choquehuanca QJM PDFDocumento159 páginasChoquehuanca QJM PDFLuis Lecca HuamanAún no hay calificaciones
- Transmision de La Onda de Choque en Un Medio RocosoDocumento7 páginasTransmision de La Onda de Choque en Un Medio RocosoPaul RiosAún no hay calificaciones
- Normas Covenin 2239Documento6 páginasNormas Covenin 2239Katherin VillalobosAún no hay calificaciones
- UNIT Iec60884 1 (1999)Documento91 páginasUNIT Iec60884 1 (1999)cannibal 1Aún no hay calificaciones