También podría gustarte
- EETT, Montaje, Pruebas y Pinturas de Estanques API 650Documento14 páginasEETT, Montaje, Pruebas y Pinturas de Estanques API 650PROYECTOMSAún no hay calificaciones
- Desarrollo Humano y Nuevas Ciudadanias Ii Eje 1Documento4 páginasDesarrollo Humano y Nuevas Ciudadanias Ii Eje 1Marlon Estrada0% (1)
- Modelos de Torres FlaktDocumento7 páginasModelos de Torres FlaktGerardo Espinosa EspinosaAún no hay calificaciones
- ESPECIFICACION DE DESMANTELAMIENTO DE LT SDocumento15 páginasESPECIFICACION DE DESMANTELAMIENTO DE LT SEdgar Hernández SaucedoAún no hay calificaciones
- Conector CortanteDocumento1 páginaConector CortanteAlejandro RoseroAún no hay calificaciones
- Conectores A CorteDocumento25 páginasConectores A CorteMaite MartinezAún no hay calificaciones
- Memoria DescriptivaDocumento44 páginasMemoria DescriptivaEdgar Zapana100% (1)
- PTS Montaje Equipos ElecDocumento9 páginasPTS Montaje Equipos ElecHenry OlateAún no hay calificaciones
- Catálogo de ServiciosDocumento8 páginasCatálogo de ServiciosJorge Alberto FloresAún no hay calificaciones
- Manual ConduitDocumento19 páginasManual ConduitalainmenesesAún no hay calificaciones
- Memoria de Calculo de VigaDocumento5 páginasMemoria de Calculo de Vigajeferson clecioAún no hay calificaciones
- Los Equipos Que Tiene Una Estación de RadioDocumento6 páginasLos Equipos Que Tiene Una Estación de RadioJoshua LozaAún no hay calificaciones
- CotizacionesDocumento22 páginasCotizacionesbryan eduardo villegas carrascoAún no hay calificaciones
- Memoria de CalculoDocumento13 páginasMemoria de CalculoJosue Braz100% (1)
- Construccón de Banco de DuctosDocumento3 páginasConstruccón de Banco de DuctosMisael SalazarAún no hay calificaciones
- Rendimiento ElectricoDocumento18 páginasRendimiento ElectricoAlexander L. Alonso TorresAún no hay calificaciones
- Tabla de Estructuras Montaje Oden Numerico 1Documento20 páginasTabla de Estructuras Montaje Oden Numerico 1Joshua SarmientoAún no hay calificaciones
- Dictamen Estructural 1Documento1 páginaDictamen Estructural 1Luis Mateo SalanicAún no hay calificaciones
- Eps Cfe Transmisión: Especificación TécnicaDocumento230 páginasEps Cfe Transmisión: Especificación TécnicaALEJANDRO HERNANDEZ CERONAún no hay calificaciones
- Manual de Mantenimiento de Los Equipos 726-101 Y 7265-101 DEL CENAC EN LA CFE TesisDocumento32 páginasManual de Mantenimiento de Los Equipos 726-101 Y 7265-101 DEL CENAC EN LA CFE TesisMarck GuerreroAún no hay calificaciones
- Memoria Descriptiva - LTDocumento33 páginasMemoria Descriptiva - LTRoberto Carlos Bernaola ChuquillanquiAún no hay calificaciones
- Memoria de Calculo de Reacciones 1A41 Rev 1Documento5 páginasMemoria de Calculo de Reacciones 1A41 Rev 1Cesar ZarateAún no hay calificaciones
- Conectores CortanteDocumento13 páginasConectores CortantewvgAún no hay calificaciones
- Catalogo Domo PrimariaDocumento4 páginasCatalogo Domo PrimariaIsidro DzulAún no hay calificaciones
- G0000-74 Unidad Terminal RemotaDocumento29 páginasG0000-74 Unidad Terminal RemotaDavid ArrietaAún no hay calificaciones
- Lista de Precios Detallada CondumexDocumento18 páginasLista de Precios Detallada CondumexMiguel Angel Mejía Zaragoza100% (1)
- JOIST 4.50 H 0.25mDocumento5 páginasJOIST 4.50 H 0.25mGavino Peralta FonsecaAún no hay calificaciones
- Elastimold AbbDocumento12 páginasElastimold AbbEléctrica Ingeniería y ServiciosAún no hay calificaciones
- Cfe G0100-19 Equipos de Entradas y Salidas para Subestaciones Electricas PDFDocumento25 páginasCfe G0100-19 Equipos de Entradas y Salidas para Subestaciones Electricas PDFVictor GuzmanAún no hay calificaciones
- Listado de PlanosDocumento1 páginaListado de Planosandrea61081Aún no hay calificaciones
- COVENIN 1443-79 Detector de Humo Ionico PDFDocumento41 páginasCOVENIN 1443-79 Detector de Humo Ionico PDFgennesis rosalesAún no hay calificaciones
- Guía 06 - Eléctrica (Redes Aéreas)Documento25 páginasGuía 06 - Eléctrica (Redes Aéreas)Alexander LopezAún no hay calificaciones
- Catalogo ServiciosDocumento17 páginasCatalogo ServiciosVinicio RodriguezAún no hay calificaciones
- Catálogo de Servicios Eléctricos PDFDocumento14 páginasCatálogo de Servicios Eléctricos PDFhe232970Aún no hay calificaciones
- Memoria Descriptiva-TF-M-IIIDocumento6 páginasMemoria Descriptiva-TF-M-IIIsharukan520gmail.comAún no hay calificaciones
- Id Sitio: Cdmx-Cdmx-0134: 371 Mex Equipos LayoutDocumento1 páginaId Sitio: Cdmx-Cdmx-0134: 371 Mex Equipos Layoutsantiago30101987Aún no hay calificaciones
- Procedimiento para La Cimbra de ConcretoDocumento8 páginasProcedimiento para La Cimbra de Concretofacturacion reyolAún no hay calificaciones
- INFOTEC Nº3 Instalaciones Electricas IIDocumento11 páginasINFOTEC Nº3 Instalaciones Electricas IIPablo Leonardo Ulloa ToppAún no hay calificaciones
- Catalogo de ConceptosDocumento22 páginasCatalogo de Conceptosmanuel alberto luna romanAún no hay calificaciones
- TUBOCRETO ManualDeInstalacion Cajones V2Documento20 páginasTUBOCRETO ManualDeInstalacion Cajones V2Ana Maria Vargas Olea100% (1)
- LSFG Catalogo ReymsaDocumento12 páginasLSFG Catalogo ReymsaJohn GarciaAún no hay calificaciones
- Duovent BrochureDocumento8 páginasDuovent BrochureLuis Ivan Calderon CastilloAún no hay calificaciones
- Lista Precios CablofilDocumento3 páginasLista Precios Cablofiljacksonsuarez100% (1)
- Sistema de Puesta A Tierra Hotel Titikaka AndeahouseDocumento3 páginasSistema de Puesta A Tierra Hotel Titikaka AndeahouseCarlos MontesinosAún no hay calificaciones
- Defens As CompletoDocumento95 páginasDefens As Completomalen002100% (1)
- Cs 275Documento2 páginasCs 275caro caritoAún no hay calificaciones
- Planos Rueda InglesaDocumento18 páginasPlanos Rueda InglesaFelipe BustamanteAún no hay calificaciones
- Precios Bancos de Ductos CFEDocumento6 páginasPrecios Bancos de Ductos CFEoscar pastorAún no hay calificaciones
- 1.2 Informe de Seleccion de Ruta LT M-TDocumento5 páginas1.2 Informe de Seleccion de Ruta LT M-TNataniel FloresAún no hay calificaciones
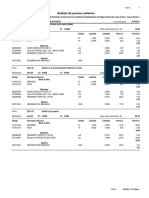
- Analisis de Precios ElectricasDocumento24 páginasAnalisis de Precios ElectricasJob EngineAún no hay calificaciones
- Cantidad de Varillas Parrilla de ZapataDocumento3 páginasCantidad de Varillas Parrilla de ZapataAlberth Polo ZavaletaAún no hay calificaciones
- Tabla Cable MCDocumento1 páginaTabla Cable MCSamuel David Pérez Brambila100% (1)
- Manual LoosavenDocumento19 páginasManual LoosavenEdna Rosalia Rossi PerezAún no hay calificaciones
- Catálogo para HerreríaDocumento42 páginasCatálogo para HerreríaAlejandro UrbinaAún no hay calificaciones
- Cobertores de Líneas DesnudasDocumento8 páginasCobertores de Líneas DesnudasCarlos RiveraAún no hay calificaciones
- Recomendaciones para La Ejecución de Uniones SoldadasDocumento32 páginasRecomendaciones para La Ejecución de Uniones Soldadasmanuellozano71Aún no hay calificaciones
- Normas Ensayo A TorsionDocumento11 páginasNormas Ensayo A TorsionJemes Moreno71% (7)
- Cobertores de Líneas DesnudasDocumento8 páginasCobertores de Líneas Desnudasfc08042gnu7927Aún no hay calificaciones
- Criterios de SelecciónDocumento43 páginasCriterios de SelecciónAlan Vázquez González100% (1)
- Consideraciones Previas A Los Ensayos PDFDocumento10 páginasConsideraciones Previas A Los Ensayos PDFjohnalexandervelezAún no hay calificaciones
- NRF 058Documento29 páginasNRF 058YorchFerrera100% (2)
- La Familia y Las Drogas PDFDocumento3 páginasLa Familia y Las Drogas PDFRoberto SanchezAún no hay calificaciones
- ATENCION AL CLIENTE - Material de ApoyoDocumento4 páginasATENCION AL CLIENTE - Material de ApoyoPerla AyalaAún no hay calificaciones
- Dirección Corregida 24.02.23 12 PMDocumento55 páginasDirección Corregida 24.02.23 12 PMLizbeth Pena roblesAún no hay calificaciones
- Resumen Historia: Gobiernos Radicales y Restauración Conservadora: (1916-1943)Documento4 páginasResumen Historia: Gobiernos Radicales y Restauración Conservadora: (1916-1943)Rocio IbañezAún no hay calificaciones
- AnatomiaDocumento4 páginasAnatomiaPatty Fiorella Castañeda ReyesAún no hay calificaciones
- Mbe Ep FinalDocumento42 páginasMbe Ep FinalAngela RojasAún no hay calificaciones
- EsquemasExplicativos PRE-AIVI AIVI AISI 2021Documento18 páginasEsquemasExplicativos PRE-AIVI AIVI AISI 2021Pedro Nicolas Herrero HontoriaAún no hay calificaciones
- POFChiapasDocumento67 páginasPOFChiapasRocio De la RosaAún no hay calificaciones
- Lectura Atomo y Modelos AtómicosDocumento16 páginasLectura Atomo y Modelos AtómicosALESSANDRA PAOLA RAMOS MIRANDAAún no hay calificaciones
- Tutoría 4º ESO. Aprendemos A Negociar para Resolver Conflictos 4Documento6 páginasTutoría 4º ESO. Aprendemos A Negociar para Resolver Conflictos 4ConvivenciaCCVAún no hay calificaciones
- La Industria Electrica en El Perú GGDocumento56 páginasLa Industria Electrica en El Perú GGRonald Mejía100% (1)
- 4TOGEO3S4BKOORDocumento5 páginas4TOGEO3S4BKOORANTONY BERTELLO OJEDAAún no hay calificaciones
- Personalidades HispanoamericanasDocumento3 páginasPersonalidades HispanoamericanasIonut BulimejAún no hay calificaciones
- Antecedentes Historicos AdmiDocumento8 páginasAntecedentes Historicos AdmiCaren Yocue CárdenasAún no hay calificaciones
- Axiología y Su Importancia en La Educación - Adrián Alejandro Gutiérrez LópezDocumento6 páginasAxiología y Su Importancia en La Educación - Adrián Alejandro Gutiérrez LópezAdrián Gutiérrez LópezAún no hay calificaciones
- Terapias para La Ansiedad, Depresión y Trastornos Sexuales (Apuntes) - Psicopatología I. Universidad Autónoma de Santo Domingo.Documento2 páginasTerapias para La Ansiedad, Depresión y Trastornos Sexuales (Apuntes) - Psicopatología I. Universidad Autónoma de Santo Domingo.Juan BakesAún no hay calificaciones
- Solicitud de Servicios Humberto Yoc 201222241Documento4 páginasSolicitud de Servicios Humberto Yoc 201222241Humberto Estuardo YocAún no hay calificaciones
- José Victorino LastarriaDocumento2 páginasJosé Victorino LastarriaCarmen Gloria SanchezAún no hay calificaciones
- 1ra Practica Calificada IA 2021Documento2 páginas1ra Practica Calificada IA 2021CRISTIAN MENDOZA QUISPEAún no hay calificaciones
- Mapa Conceptual NucleoDocumento2 páginasMapa Conceptual NucleoMerly Ramirez100% (2)
- Demandas CivilDocumento17 páginasDemandas CivilDiana Lucero Ortiz Avila100% (2)
- Placenta Ii UnidadDocumento30 páginasPlacenta Ii UnidadAna SotoAún no hay calificaciones
- Premios USADocumento5 páginasPremios USAAmeliaAún no hay calificaciones
- Análisis de Los Derechos y ObligacionesDocumento2 páginasAnálisis de Los Derechos y ObligacionesPaola Garcia VelazquezAún no hay calificaciones
- El Tiempo en La Poética de Antonio MachadoDocumento24 páginasEl Tiempo en La Poética de Antonio MachadoPablo Vera VegaAún no hay calificaciones
- Implementacion de Obeya Rooms en Proyectos de ConstruccionDocumento144 páginasImplementacion de Obeya Rooms en Proyectos de ConstruccionMario Burgos llaupeAún no hay calificaciones
- Derecho GenómicoDocumento3 páginasDerecho GenómicoManu Alvarado GrandaAún no hay calificaciones
- Parcial VirtualDocumento7 páginasParcial VirtualJessica Yanet Zegarra CastilloAún no hay calificaciones
- El Principe FelizDocumento4 páginasEl Principe FelizPara TiAún no hay calificaciones