También podría gustarte
- Manual De: Flotación de MineralesDocumento41 páginasManual De: Flotación de MineralesCarlos Bartolo100% (1)
- Soldadura en EsquinaDocumento6 páginasSoldadura en EsquinaIAm JosueAún no hay calificaciones
- Material Teoria FlotacionDocumento40 páginasMaterial Teoria FlotacionIAm JosueAún no hay calificaciones
- Estudio Técnico Elaboración de ProyectosDocumento61 páginasEstudio Técnico Elaboración de ProyectosIAm Josue100% (1)
- Electrometalurgia - AuxiliarDocumento19 páginasElectrometalurgia - AuxiliarIAm JosueAún no hay calificaciones
- Fusión Contop y MitsubishiDocumento5 páginasFusión Contop y MitsubishiIAm Josue0% (1)
- Blending GG PDFDocumento380 páginasBlending GG PDFIAm JosueAún no hay calificaciones
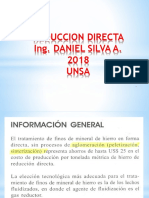
- Sider Clases 2018 - 4.1 Reduccion DirectaDocumento57 páginasSider Clases 2018 - 4.1 Reduccion DirectaIAm Josue100% (1)
- Economia CircularDocumento19 páginasEconomia CircularIAm Josue100% (1)
- Proteccion Por Recubrimientos No Metalicos Proy. FinalDocumento28 páginasProteccion Por Recubrimientos No Metalicos Proy. FinalIAm Josue100% (2)
- Ley de Faraday CorrosionDocumento2 páginasLey de Faraday CorrosionIAm JosueAún no hay calificaciones
- Pronoei YuraDocumento2 páginasPronoei YuraIAm JosueAún no hay calificaciones
- Ejemplos Cond Clasico y OperanteDocumento6 páginasEjemplos Cond Clasico y OperanteJessica GozzerAún no hay calificaciones
- Reporte InternoDocumento3 páginasReporte InternoJORGE TEMIZ ALVAREZAún no hay calificaciones
- Carpeta Pedagógica Tutor - 2023Documento40 páginasCarpeta Pedagógica Tutor - 2023Elvis Elvicha100% (1)
- Carreras Por PreDocumento142 páginasCarreras Por PreJose FloresAún no hay calificaciones
- Qué Es La GeografíaDocumento11 páginasQué Es La GeografíaFrew Jesus FlowersAún no hay calificaciones
- Samir Amin - Subdesarrollo y Dependencia en África Negra. Los Orígenes Históricos y Las Formas ContemporáneasDocumento3 páginasSamir Amin - Subdesarrollo y Dependencia en África Negra. Los Orígenes Históricos y Las Formas ContemporáneasBelAnarkAún no hay calificaciones
- Acertijo de Rompecabezas Ecuaciones de 1er. GradoDocumento5 páginasAcertijo de Rompecabezas Ecuaciones de 1er. Gradopamela velasquezAún no hay calificaciones
- Aproximación Al Funcionamiento Psíquico y Responsabilidad en La Víctima ReincidenteDocumento21 páginasAproximación Al Funcionamiento Psíquico y Responsabilidad en La Víctima ReincidenteTahiríAún no hay calificaciones
- Quimica MonografiaDocumento30 páginasQuimica MonografiaMaria Flor FloresAún no hay calificaciones
- Proceso Administrativo en Mi Vida CotidianaDocumento2 páginasProceso Administrativo en Mi Vida CotidianaDessi HernandezAún no hay calificaciones
- Losas Unidireccionales y BidireccionalesDocumento9 páginasLosas Unidireccionales y BidireccionalesJavier Rodrigo Nahuat SansoresAún no hay calificaciones
- ProyectoDocumento101 páginasProyectoDarwin Junior Narvaez ChavezAún no hay calificaciones
- Geometria AnaliticaDocumento21 páginasGeometria AnaliticaJahana CoralAún no hay calificaciones
- Juan Sebastian Polanco - OctubreDocumento3 páginasJuan Sebastian Polanco - OctubreKELY ROMEROAún no hay calificaciones
- Planificacion Tecnologia de Los MaterialesDocumento4 páginasPlanificacion Tecnologia de Los Materialesjagaldames100% (1)
- New Media Sonia ClementeDocumento9 páginasNew Media Sonia ClementeJuan Eduardo RodríguezAún no hay calificaciones
- El Conector OBDII y Sus Protocolos de ComunicaciónDocumento3 páginasEl Conector OBDII y Sus Protocolos de ComunicaciónRafael Cazales Fuentes100% (1)
- Restauraciones Parciales EsteticasDocumento43 páginasRestauraciones Parciales EsteticasOlivia Serna100% (1)
- Biobase BK-400 Manual de Usuario Parte 3Documento58 páginasBiobase BK-400 Manual de Usuario Parte 3Jose AlorAún no hay calificaciones
- Pensamiento Profesional - Semana 2Documento11 páginasPensamiento Profesional - Semana 2Diego Benitez Carrasco100% (2)
- Matriz de ConsistenciaDocumento2 páginasMatriz de ConsistenciaRoy Aliaga0% (1)
- El Concepto de Competencia ComunicativaDocumento15 páginasEl Concepto de Competencia ComunicativaEnzo Arratia100% (1)
- Ougi Formula - OwarimonogatariDocumento17 páginasOugi Formula - OwarimonogatariVincen Morán GarcíaAún no hay calificaciones
- Procedimiento Prueba de Lazo de ControlDocumento4 páginasProcedimiento Prueba de Lazo de ControllocolopezAún no hay calificaciones
- Lab Oratorio Final de Costos IIDocumento252 páginasLab Oratorio Final de Costos IIjoheliensolAún no hay calificaciones
- Sesion de Aprendizaje de Raz - Verbal-Agosto2Documento3 páginasSesion de Aprendizaje de Raz - Verbal-Agosto2Liz Serrano GuevaraAún no hay calificaciones
- Delimitaciones Del Territorio de Oceanía TrabajoDocumento10 páginasDelimitaciones Del Territorio de Oceanía TrabajoBon LaxingAún no hay calificaciones
- Modelo Acta de Cierre de AuditoriaDocumento2 páginasModelo Acta de Cierre de AuditoriaFanny Gonzalez79% (19)
- Sistema de Encendido HallDocumento4 páginasSistema de Encendido Hallrobert cuevasAún no hay calificaciones
- Cuáles Son Las Zonas o Husos UTM en Los Cuales Se Encuentra Guatemala y Las Letras Que Le Corresponden en LalitudDocumento1 páginaCuáles Son Las Zonas o Husos UTM en Los Cuales Se Encuentra Guatemala y Las Letras Que Le Corresponden en LalitudDannyKllKbreraAún no hay calificaciones