También podría gustarte
- Analisis Hidraulico PDFDocumento24 páginasAnalisis Hidraulico PDFpaulAún no hay calificaciones
- Mejoramiento Del Proceso de Recuperación de Azufre de Una RefineríaDocumento67 páginasMejoramiento Del Proceso de Recuperación de Azufre de Una RefineríaCristhian BenavidesAún no hay calificaciones
- FlexicokinDocumento10 páginasFlexicokinYeSsi Anton PaivaAún no hay calificaciones
- Obtencion de Amoniaco A Partir de Gas NaturalDocumento53 páginasObtencion de Amoniaco A Partir de Gas NaturalRolo Flores BalderramaAún no hay calificaciones
- 5 Derivados OlefinasDocumento102 páginas5 Derivados OlefinascesarAún no hay calificaciones
- Proyecto Proceso Producción de AmoniacoDocumento5 páginasProyecto Proceso Producción de AmoniacoyahuinzicAún no hay calificaciones
- AMONIACODocumento22 páginasAMONIACOAlvaro RiveraAún no hay calificaciones
- Diseño ReactorDocumento79 páginasDiseño ReactorAna Milena Castañeda VillamarinAún no hay calificaciones
- IsomerizaciónDocumento22 páginasIsomerizaciónIng Julio SierraAún no hay calificaciones
- Dimensionamiento de Un Reactor para La Produccion de Metanol-IdealizadoDocumento26 páginasDimensionamiento de Un Reactor para La Produccion de Metanol-Idealizadofgonzález_81168100% (1)
- Trabajo de Peso Molecular de Polimeros!Documento26 páginasTrabajo de Peso Molecular de Polimeros!Eliecer Mercado RangelAún no hay calificaciones
- Obtencion Del CumenoDocumento4 páginasObtencion Del CumenoDeyPierr100% (1)
- Presentacion Ley 767Documento11 páginasPresentacion Ley 767RamiroUluriMamaniAún no hay calificaciones
- Craqueo Térmico RetardadoDocumento14 páginasCraqueo Térmico RetardadoDiovelys Garcia100% (1)
- Proceso Previo A La Produccion de AmoniacoDocumento2 páginasProceso Previo A La Produccion de AmoniacoSOCRATES ANDRADE MERUBIAAún no hay calificaciones
- Basell Tecnologia de Polietileno PDFDocumento8 páginasBasell Tecnologia de Polietileno PDFnandosmarquezAún no hay calificaciones
- PropilenoDocumento9 páginasPropilenoMilangelys ColinaAún no hay calificaciones
- Proceso de Refinacion Del CrudoDocumento13 páginasProceso de Refinacion Del CrudoJhonnVillarroelOrellanaAún no hay calificaciones
- Obtencion de Olefinas y AromaticosDocumento54 páginasObtencion de Olefinas y AromaticosAl'e Gonzalez LaCruz100% (1)
- Proceso EstirenoDocumento4 páginasProceso EstirenoSilviaJulianaMartinezAún no hay calificaciones
- Propileno A Partir Del FCC Y MetatesisDocumento37 páginasPropileno A Partir Del FCC Y MetatesisLuis Enrique Ortiz SandiAún no hay calificaciones
- Producción de Acido NitricoDocumento23 páginasProducción de Acido NitricohenryAún no hay calificaciones
- Tecnologia de ButadienoDocumento2 páginasTecnologia de Butadienolebiatan89Aún no hay calificaciones
- Hidrodesulfuración de NaftasDocumento13 páginasHidrodesulfuración de NaftasCamilo AmadoAún no hay calificaciones
- Produccion de AcetaldehidoDocumento19 páginasProduccion de AcetaldehidoAlexis Leonardez MendozaAún no hay calificaciones
- Anteproyecto 1Documento17 páginasAnteproyecto 1julianrearteAún no hay calificaciones
- La Planta Industrial de Fertilizantes de Amoniaco y UreaDocumento4 páginasLa Planta Industrial de Fertilizantes de Amoniaco y UreaLuis Chino SarsuriAún no hay calificaciones
- Proceso Del MetanolDocumento22 páginasProceso Del Metanoljulio_higi100% (4)
- PROCESOS Y TECONOLOGIAS DE POLIMERIZACION DE POLIETILENO (Autoguardado)Documento20 páginasPROCESOS Y TECONOLOGIAS DE POLIMERIZACION DE POLIETILENO (Autoguardado)Jacky V. HerbasAún no hay calificaciones
- Tesis Diseño de Un Planta de Oxido de Etileno 3Documento100 páginasTesis Diseño de Un Planta de Oxido de Etileno 3joel betancourt0% (1)
- 1er Trabajo RefinoDocumento5 páginas1er Trabajo RefinoLuis SantistebanAún no hay calificaciones
- Análisis Estratégico de La Industria de EtilenoDocumento37 páginasAnálisis Estratégico de La Industria de Etilenodrva_060091CAún no hay calificaciones
- Proceso de Hidrodesulfuración de NaftasDocumento2 páginasProceso de Hidrodesulfuración de NaftasIsaac RodriguezAún no hay calificaciones
- Planta de Ácido Sulfúrico PDFDocumento14 páginasPlanta de Ácido Sulfúrico PDFFidel Flores Caricari100% (1)
- Pilas de Combustible de Carbonato FundidoDocumento6 páginasPilas de Combustible de Carbonato FundidoAngeles Solis JimenezAún no hay calificaciones
- Diagrama de Bloques de La Síntesis de La UreaDocumento2 páginasDiagrama de Bloques de La Síntesis de La UreaCesar Tito CruzAún no hay calificaciones
- Procesos de Desmineralización Del AguaDocumento14 páginasProcesos de Desmineralización Del AguaJorge MendezAún no hay calificaciones
- Plantas de AlquilacionDocumento4 páginasPlantas de Alquilacionanamedina91Aún no hay calificaciones
- PROYETO FINAL Acido Sulfurico Mejorado 20 Junio 2017Documento70 páginasPROYETO FINAL Acido Sulfurico Mejorado 20 Junio 2017alitha50% (2)
- Tipos de Reactores y Su Aplicacion EspecialDocumento9 páginasTipos de Reactores y Su Aplicacion Especialuname117Aún no hay calificaciones
- Informe Final PlantasDocumento101 páginasInforme Final PlantasAbraham Osorio VegaAún no hay calificaciones
- Descripcion Detallada Del ProcesoDocumento9 páginasDescripcion Detallada Del Procesorufo786Aún no hay calificaciones
- Molina - Janine - Arbol PetroquimicoDocumento6 páginasMolina - Janine - Arbol PetroquimicoJanine MolinaAún no hay calificaciones
- Plana de MetanolDocumento23 páginasPlana de MetanolOscar Andres Duran WunderAún no hay calificaciones
- Metanol y FormaldehidoDocumento22 páginasMetanol y FormaldehidoVania BaradiAún no hay calificaciones
- Operaciones Logicas de HysysDocumento17 páginasOperaciones Logicas de Hysysexter383Aún no hay calificaciones
- Actividad 4Documento5 páginasActividad 4MatiussChesteerAún no hay calificaciones
- Tratamiento de Gases Usando MDEA Versio 97-2003Documento28 páginasTratamiento de Gases Usando MDEA Versio 97-2003zabalamgAún no hay calificaciones
- Curso Cálculo de Tuberías y Redes de Gas 2005Documento5 páginasCurso Cálculo de Tuberías y Redes de Gas 2005Marcial NúñezAún no hay calificaciones
- UreaDocumento17 páginasUreaJuanYupanquiBAún no hay calificaciones
- Trabajo Plantas AmoniacoDocumento19 páginasTrabajo Plantas AmoniacoDaniela Suárez CárdenasAún no hay calificaciones
- Proyecto Final ArmandoloDocumento35 páginasProyecto Final ArmandoloWaylon PerezAún no hay calificaciones
- DS28312 Reglamento de Quema y Venteo de Gas NaturalDocumento10 páginasDS28312 Reglamento de Quema y Venteo de Gas NaturalJoseMi Vacaflor Illanes50% (2)
- Introduccion HidrocraqueoDocumento17 páginasIntroduccion HidrocraqueoDiamirka Jesus Bracho VieraAún no hay calificaciones
- Síntesis de Acido MalonicoDocumento7 páginasSíntesis de Acido MalonicoJogin KimAún no hay calificaciones
- OLIGOMERIZACIÓNDocumento10 páginasOLIGOMERIZACIÓNBeto Stalin Zamöra PérezAún no hay calificaciones
- Método de Las Cámaras de Plomo para La Producción de H2so4Documento6 páginasMétodo de Las Cámaras de Plomo para La Producción de H2so4gabrielakarinascaliseAún no hay calificaciones
- Acido SulfuricoDocumento3 páginasAcido SulfuricoAna HurtadoAún no hay calificaciones
- Mecanismos de ReacciónDocumento7 páginasMecanismos de ReacciónLuis Diego Cardenas PadillaAún no hay calificaciones
- Método de Las Cámaras de Plomo para La Producción de H2so4Documento4 páginasMétodo de Las Cámaras de Plomo para La Producción de H2so4ricardo100% (1)
- Función Óxido: Ivb / Química / 1ºDocumento5 páginasFunción Óxido: Ivb / Química / 1ºronaldrhmAún no hay calificaciones
- FORMULARI1Documento2 páginasFORMULARI1Joel O. MoralesAún no hay calificaciones
- Teoría ÓxidosDocumento20 páginasTeoría ÓxidosPablo GomezAún no hay calificaciones
- Ejemplos de AnhidridosDocumento1 páginaEjemplos de AnhidridosWilmer Caillahua AchallmaAún no hay calificaciones
- Ejercicios Resueltos Nomenclatura de OxidosDocumento2 páginasEjercicios Resueltos Nomenclatura de OxidosMagali Isabel Pineda Campos100% (6)
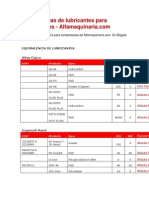
- Equivalencias de Lubricantes para CompresoresDocumento8 páginasEquivalencias de Lubricantes para Compresoresangele_dan100% (1)
- Oxidos AcidosDocumento2 páginasOxidos AcidosGiancarlos Ruiz ChacónAún no hay calificaciones
- Partes de Un AviónDocumento8 páginasPartes de Un AviónPeter Torres OlmosAún no hay calificaciones
- Apunte Combustion PDFDocumento5 páginasApunte Combustion PDFAle MarettoAún no hay calificaciones
- ÓxidosDocumento2 páginasÓxidosCarito Corzo100% (1)
- SEPARATA Quim-05 Nomenclatura Inorgánica AlumnoDocumento13 páginasSEPARATA Quim-05 Nomenclatura Inorgánica AlumnoJorge Luis Oporto FlorezAún no hay calificaciones
- 3-4 Eso - Formulación ÓxidosDocumento13 páginas3-4 Eso - Formulación Óxidosangela_zamorano_4Aún no hay calificaciones
- 04-02-02 QUIMICA OxidosDocumento14 páginas04-02-02 QUIMICA OxidosJosé Fernando Leon RojasAún no hay calificaciones
- SolucionesFormulacion 1Documento1 páginaSolucionesFormulacion 1AbeceDeeAún no hay calificaciones
- Dióxido de AzufreDocumento4 páginasDióxido de AzufreRockero PeruanoAún no hay calificaciones
- Respuesta de Quimica Del 1 PeriodoDocumento5 páginasRespuesta de Quimica Del 1 PeriodoPaola Andrea Araujo EscobarAún no hay calificaciones
- 5 FUNCIÓN OXIDOS (Segunda Parte)Documento3 páginas5 FUNCIÓN OXIDOS (Segunda Parte)adrian galarzaAún no hay calificaciones
- Producto 14.Documento7 páginasProducto 14.Aracely Felix LabradaAún no hay calificaciones
- Funcion Oxidos Acidos (Anhidridos) Tercer Ano Ii BimestreDocumento3 páginasFuncion Oxidos Acidos (Anhidridos) Tercer Ano Ii BimestreJUAN DIEGO URBINA VILCHEZAún no hay calificaciones
- Tostacion Sulfatante SelectivaDocumento5 páginasTostacion Sulfatante SelectivaRosaliaFernandezGutierrezAún no hay calificaciones
- Función Óxidos y Peróxidos para Tercer Grado de SecundariaDocumento6 páginasFunción Óxidos y Peróxidos para Tercer Grado de SecundariaPaco Rolando Benavides IdrogoAún no hay calificaciones
- Nomenclatura AnhidridosDocumento4 páginasNomenclatura AnhidridosDanielMéndezGarcíaAún no hay calificaciones
- Nomenclatura II ClaseDocumento5 páginasNomenclatura II ClaseKennedy FloresAún no hay calificaciones
- 3º Formulacià N 2023Documento4 páginas3º Formulacià N 2023cucho 6650Aún no hay calificaciones
- Óxidos MetálicosDocumento11 páginasÓxidos MetálicosCesar FierroAún no hay calificaciones
- Practica de Funciones Químicas para TerceroDocumento5 páginasPractica de Funciones Químicas para TerceroNoemi ZapanaAún no hay calificaciones
- Ejercicios de NomenclaturaDocumento11 páginasEjercicios de NomenclaturaChucho ArredondoAún no hay calificaciones
- Taller 9 Resuelto MileydiDocumento9 páginasTaller 9 Resuelto MileydiMileydi QuispeAún no hay calificaciones
- QuimicasimulacionDocumento3 páginasQuimicasimulacionGABRIELA QUINTERO TORRESAún no hay calificaciones
- Cta NomenclaturaDocumento7 páginasCta Nomenclaturarubens daltonAún no hay calificaciones