También podría gustarte
- Proy NRF 183 Pemex 2007Documento57 páginasProy NRF 183 Pemex 2007Fabian SantiagoAún no hay calificaciones
- Automatización de PozosDocumento27 páginasAutomatización de Pozosdannyalarconm64718Aún no hay calificaciones
- Medición y calibración de tanques cilíndricos verticalesDocumento13 páginasMedición y calibración de tanques cilíndricos verticalesMARIO SALVATORE SANDOVAL PAIPAYAún no hay calificaciones
- Go 3367 Ley de AguasDocumento16 páginasGo 3367 Ley de AguasjuarezhjcAún no hay calificaciones
- Testimonios MPFMDocumento17 páginasTestimonios MPFMespectrox07Aún no hay calificaciones
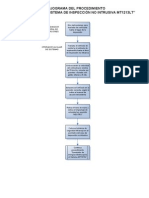
- Procedimiento inspección ultrasónicaDocumento17 páginasProcedimiento inspección ultrasónicaOSCAR REINALDO GOYENECHE MORENO100% (1)
- Marco TeóricoDocumento11 páginasMarco TeóricoBrayan Daniel Duran FloresAún no hay calificaciones
- INTRODUCCION VALVULAS DE CONTROL ROTATIVAS ABR 2020 Memorias PDFDocumento67 páginasINTRODUCCION VALVULAS DE CONTROL ROTATIVAS ABR 2020 Memorias PDFAndrés VegaAún no hay calificaciones
- 11 - Estudio de Armonicos PDFDocumento10 páginas11 - Estudio de Armonicos PDFMishel Salazar DefazAún no hay calificaciones
- 04 Tanques AlmacenamientoDocumento3 páginas04 Tanques AlmacenamientoAleiser Quevedo AcuñaAún no hay calificaciones
- Apriete de PernosDocumento1 páginaApriete de PernosMartin CVAún no hay calificaciones
- API 580 Inspección basada en riesgos RBIDocumento2 páginasAPI 580 Inspección basada en riesgos RBIErika SandovalAún no hay calificaciones
- CENAMDocumento27 páginasCENAMJenyffer MenDozaaAún no hay calificaciones
- Válvulas de Venteo de EmergenciaDocumento2 páginasVálvulas de Venteo de EmergenciamarragezAún no hay calificaciones
- ASTM SE 797 STANDARD PRACTICE FOR MESURING THICKNESS BY MANUAL ULTRASONIC PULSE-ECHO CONTACT METHOD - En.esDocumento7 páginasASTM SE 797 STANDARD PRACTICE FOR MESURING THICKNESS BY MANUAL ULTRASONIC PULSE-ECHO CONTACT METHOD - En.esJohnny Alvarez MendozaAún no hay calificaciones
- Presentacion COMEIND PDFDocumento45 páginasPresentacion COMEIND PDFjosenietoAún no hay calificaciones
- NRF 100 Pemex 2009 FDocumento98 páginasNRF 100 Pemex 2009 FIssis Milly Espinosa100% (2)
- Certificación inspectores soldaduraDocumento6 páginasCertificación inspectores soldaduraAngel Dario Izaguirre MontañoAún no hay calificaciones
- Manual Implantacion Programa Mantenimiento Centrado Confiabilidad MCC Gruas Puente 60tn Analisis SistemasDocumento73 páginasManual Implantacion Programa Mantenimiento Centrado Confiabilidad MCC Gruas Puente 60tn Analisis SistemasRonald MTAún no hay calificaciones
- Ejemplo Tanque Evaluacion FfsDocumento15 páginasEjemplo Tanque Evaluacion FfsrevelkAún no hay calificaciones
- Calibración de tanques de almacenamientoDocumento156 páginasCalibración de tanques de almacenamientoIvan IvanAún no hay calificaciones
- Norma motores eléctricos PEMEX especificacionesDocumento75 páginasNorma motores eléctricos PEMEX especificacionesloretoAún no hay calificaciones
- Diseño y especificaciones de sistemas de tuberías industrialesDocumento239 páginasDiseño y especificaciones de sistemas de tuberías industrialesJulio Cesar Morales CruzAún no hay calificaciones
- 30131-MINAE-S TAnques de Combustible (Subrayada) PDFDocumento84 páginas30131-MINAE-S TAnques de Combustible (Subrayada) PDFnajohmaAún no hay calificaciones
- Calculo de Sistemas de Bombeo SimplesDocumento73 páginasCalculo de Sistemas de Bombeo Simplesconanto0% (1)
- Especificaciones Tècnicas Mantenimiento Predicitivo Act.Documento15 páginasEspecificaciones Tècnicas Mantenimiento Predicitivo Act.Eldriz MalaveAún no hay calificaciones
- Medidor de Flujo Multifasico MFM ORINOCODocumento33 páginasMedidor de Flujo Multifasico MFM ORINOCOOswaldo100% (2)
- Categorizacion Casing PDFDocumento12 páginasCategorizacion Casing PDFhector andres rueda buenoAún no hay calificaciones
- Diagrama de Bloques PIC16F84aDocumento2 páginasDiagrama de Bloques PIC16F84aandre izakAún no hay calificaciones
- Filtro Simplex Mod. 112 FB: Información GeneralDocumento6 páginasFiltro Simplex Mod. 112 FB: Información GeneralHenry PorcoAún no hay calificaciones
- In06001 INSPECCION DE TQS PDFDocumento18 páginasIn06001 INSPECCION DE TQS PDFcperez10000Aún no hay calificaciones
- Especificación técnica para instrumentos y dispositivos de controlDocumento21 páginasEspecificación técnica para instrumentos y dispositivos de controlVictor Hermilo Dolores MoralesAún no hay calificaciones
- Protocolo PC 111 2 RevDocumento4 páginasProtocolo PC 111 2 RevMau Atenas PerezAún no hay calificaciones
- Tesis Analisis Vibracion en TuberiaDocumento186 páginasTesis Analisis Vibracion en TuberiaAgustinAún no hay calificaciones
- API 2H EspañolDocumento10 páginasAPI 2H EspañolYeison Andres Castro SanchezAún no hay calificaciones
- ReporteIRT-inspecciónradiográficaDocumento1 páginaReporteIRT-inspecciónradiográficaCharles CisnerosAún no hay calificaciones
- API 510 ResumenDocumento4 páginasAPI 510 ResumenEdgar BenavidesAún no hay calificaciones
- Tesis Turbina Planta Musipan 2017Documento95 páginasTesis Turbina Planta Musipan 2017Abrahan BaezaAún no hay calificaciones
- Planes Sellado API 682Documento14 páginasPlanes Sellado API 682Jorge OportoAún no hay calificaciones
- Medidor Multifasico TopFlow Rev1Documento62 páginasMedidor Multifasico TopFlow Rev1ndlr81Aún no hay calificaciones
- API 570 Traduccion CliffordDocumento35 páginasAPI 570 Traduccion CliffordDavid AngelAún no hay calificaciones
- Goip-Iop-Pdn-Mbo-Inf-Tec-2016-005 Ie C2 RevisadoDocumento31 páginasGoip-Iop-Pdn-Mbo-Inf-Tec-2016-005 Ie C2 RevisadomarcoaparrafAún no hay calificaciones
- Recomendaciones para Diseño de Sistemas de OxigenoDocumento1 páginaRecomendaciones para Diseño de Sistemas de Oxigenocarlos37Aún no hay calificaciones
- PEMEX EST 0049-05-2017 InspeccionDocumento12 páginasPEMEX EST 0049-05-2017 InspeccionCesar JimenezAún no hay calificaciones
- Presentacion 96330 I20070906Documento101 páginasPresentacion 96330 I20070906Joseph Aaron100% (1)
- Evaluacion de Los Lazos de Corrosion..Documento117 páginasEvaluacion de Los Lazos de Corrosion..Jesus Cova100% (1)
- Valvulas Seleccion Uso y Mantenimiento by VartDocumento285 páginasValvulas Seleccion Uso y Mantenimiento by Vartjadly_Aún no hay calificaciones
- Calculos Asme b16.5Documento22 páginasCalculos Asme b16.5Joce LuisAún no hay calificaciones
- Articulo API 579 Aipm-CD Del Carmen-ComimsaDocumento16 páginasArticulo API 579 Aipm-CD Del Carmen-ComimsaGaldino González SolanoAún no hay calificaciones
- NRF 072 PEMEX 2009 Muros Contra IncendioDocumento46 páginasNRF 072 PEMEX 2009 Muros Contra IncendioGilberto Castañeda HidalgoAún no hay calificaciones
- NRF 107 Pemex 2004FDocumento32 páginasNRF 107 Pemex 2004FMarco Antonio Bolivar AneivaAún no hay calificaciones
- Certificado en Gestión de La Integridad de DuctosDocumento11 páginasCertificado en Gestión de La Integridad de DuctosErick Montenegro CastroAún no hay calificaciones
- Criterios de aceptación de discontinuidades en soldadura según normasDocumento3 páginasCriterios de aceptación de discontinuidades en soldadura según normasJohnny Ibarra SorianoAún no hay calificaciones
- Asme Viii Check ListDocumento15 páginasAsme Viii Check ListMIGUELONOFRE100% (1)
- Manual Inspector 17Documento7 páginasManual Inspector 17AnaisAún no hay calificaciones
- Pi 05 06 02Documento12 páginasPi 05 06 02rpdicAún no hay calificaciones
- Inspección de plantas PDVSADocumento14 páginasInspección de plantas PDVSACarlos GuanipaAún no hay calificaciones
- Turbinas de Vapor PDVSA PI-12-07-01Documento16 páginasTurbinas de Vapor PDVSA PI-12-07-01Francisco J Leal BAún no hay calificaciones
- Pi 11 02 01Documento11 páginasPi 11 02 01Uveimar Perez UsecheAún no hay calificaciones
- Ir-S-10 Guia de Inspeccion, Prueba y Mantenimiento de Los Sistemas de Extincion A Base de Polvo Quimico SecoDocumento9 páginasIr-S-10 Guia de Inspeccion, Prueba y Mantenimiento de Los Sistemas de Extincion A Base de Polvo Quimico SecoEduardo PiñaAún no hay calificaciones
- Tema II LubricantesDocumento9 páginasTema II LubricantesWilliam Martinez CotesAún no hay calificaciones
- Tema I TribologíaDocumento50 páginasTema I TribologíaAnelson RamirezAún no hay calificaciones
- Micro Proce Sad orDocumento9 páginasMicro Proce Sad orWilliam Martinez CotesAún no hay calificaciones
- Curso Instrumentos Mecanicos de MedicionDocumento9 páginasCurso Instrumentos Mecanicos de MedicionWilliam Martinez CotesAún no hay calificaciones
- CaryDocumento9 páginasCaryWilliam Martinez CotesAún no hay calificaciones
- Actividad 2Documento9 páginasActividad 2Anonymous WokycUdNIAún no hay calificaciones
- Control AutomáticoDocumento24 páginasControl Automáticoab_chilangoAún no hay calificaciones
- Guion ColegiosDocumento1 páginaGuion ColegiosWilliam Martinez CotesAún no hay calificaciones
- Actividad 2Documento9 páginasActividad 2Anonymous WokycUdNIAún no hay calificaciones
- Ejemplo de SIPOCDocumento3 páginasEjemplo de SIPOCRrodrigo Franco AguilarAún no hay calificaciones
- Requerimiento de Herramientas, Materiales e InsumosDocumento2 páginasRequerimiento de Herramientas, Materiales e InsumosAlejandro Ilizarbe AvilaAún no hay calificaciones
- Ficha Tecnica Tuberia MetalicaDocumento9 páginasFicha Tecnica Tuberia MetalicaFrancisco MezaAún no hay calificaciones
- Codigos n14 Celect PlusDocumento9 páginasCodigos n14 Celect PlusLuis Fernando Saumeth67% (3)
- Jercicios Resueltos Del Capìtulo 9Documento6 páginasJercicios Resueltos Del Capìtulo 9Valeria Rosario Teran Lujan50% (4)
- Análisis de Costos de La Soldadura - Andy Alvarez Borja-2017Documento39 páginasAnálisis de Costos de La Soldadura - Andy Alvarez Borja-2017Andy Alvarez100% (1)
- IndustriaDocumento47 páginasIndustriaandshhswAún no hay calificaciones
- Perforación y voladura rocasDocumento24 páginasPerforación y voladura rocasHugo Fernandez100% (1)
- Proyecto de Elaboración de Aceite Esencial de Nerolí en San Pedro, ParaguayDocumento135 páginasProyecto de Elaboración de Aceite Esencial de Nerolí en San Pedro, ParaguayKike O'DurninAún no hay calificaciones
- C44 D5Documento3 páginasC44 D5Anonymous nYyy8y8KAún no hay calificaciones
- PDX HojadeDatosDocumento4 páginasPDX HojadeDatosOmar LichtjahreAún no hay calificaciones
- Simetal CorexDocumento21 páginasSimetal CorexAlejandra TorresAún no hay calificaciones
- WEG Contactores CWB 50066694 Catalogo EspanolDocumento48 páginasWEG Contactores CWB 50066694 Catalogo EspanoleddyAún no hay calificaciones
- Iluminacion hospital nacional dos mayoDocumento74 páginasIluminacion hospital nacional dos mayoFelix CoronadoAún no hay calificaciones
- Carte de PresentacionDocumento15 páginasCarte de PresentacionJoseAún no hay calificaciones
- Evalucion 2Documento4 páginasEvalucion 2Edu Leon Rodriguez100% (1)
- 34395Documento5 páginas34395Roxana Copa VasquezAún no hay calificaciones
- El Libro Verde Del UrbanismoDocumento31 páginasEl Libro Verde Del UrbanismoRodrigo GuzmánAún no hay calificaciones
- Manual Básico para Trabajar Con LEDsDocumento17 páginasManual Básico para Trabajar Con LEDsRoberto Alday DelgadilloAún no hay calificaciones
- Soderberg ElectrodeDocumento9 páginasSoderberg Electrodeeduardo_avendañoAún no hay calificaciones
- Examen final de Teoría Económica IDocumento11 páginasExamen final de Teoría Económica IRosita GodoyAún no hay calificaciones
- Flujograma Rayos XDocumento7 páginasFlujograma Rayos XJesus CastellanoAún no hay calificaciones
- Metodo de Las Cavidades Zonales PDFDocumento23 páginasMetodo de Las Cavidades Zonales PDFLeoRamirezAún no hay calificaciones
- Ley #28832 Capitulo 1 y 2 (Grupo 8)Documento36 páginasLey #28832 Capitulo 1 y 2 (Grupo 8)ivan rondinelAún no hay calificaciones
- Zapote Negro-Extenso TerminadoDocumento84 páginasZapote Negro-Extenso Terminadomaricruz yañezAún no hay calificaciones
- G2 Informe Mensual de Energia y Mineria 2023.02.16 OsinergminDocumento40 páginasG2 Informe Mensual de Energia y Mineria 2023.02.16 OsinergminJOSUE MARTIN MEDRANO CHIAAún no hay calificaciones
- Info 2015Documento27 páginasInfo 2015Adrian HernandezAún no hay calificaciones
- Reglas de Seguridad en La Soldadura Por Arco ElectricoDocumento8 páginasReglas de Seguridad en La Soldadura Por Arco ElectricoMatthew AdamsAún no hay calificaciones
- Neumatica PracticaDocumento23 páginasNeumatica Practicahuguer1Aún no hay calificaciones
- Criterios de Dise Ño Electrico para Rascacielos R1Documento50 páginasCriterios de Dise Ño Electrico para Rascacielos R1Emanuel PinzonAún no hay calificaciones