También podría gustarte
- Remunexcel RC10 - MaestraDocumento49 páginasRemunexcel RC10 - MaestraCristina Calero100% (1)
- Analisis Del PortonDocumento28 páginasAnalisis Del PortonRogger CarranzaAún no hay calificaciones
- CP2 A1 Identificacion Daños Trabajo (Respuesta)Documento6 páginasCP2 A1 Identificacion Daños Trabajo (Respuesta)lmsAún no hay calificaciones
- Efectos Terapéuticos RápidosDocumento75 páginasEfectos Terapéuticos RápidosSahara100% (2)
- Clebert, J P - Los GitanosDocumento187 páginasClebert, J P - Los GitanosMisael Salvador Gudiño Pelayo100% (1)
- Prueba Final RespuestasDocumento5 páginasPrueba Final RespuestasToñocerda Diaz100% (1)
- Clase 1 Introducción Fundamentos de Prevención de RiesgosDocumento72 páginasClase 1 Introducción Fundamentos de Prevención de RiesgosDaniel E. ValenzuelaAún no hay calificaciones
- Fundamentos de Dibujo TécnicoDocumento13 páginasFundamentos de Dibujo TécnicoRJ ArkdesignAún no hay calificaciones
- 3.4.1 PPT Legislación LaboralDocumento31 páginas3.4.1 PPT Legislación Laboraldiego gonzalezAún no hay calificaciones
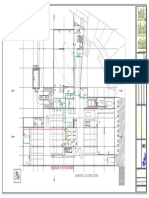
- Planos Aire Acondicionado FinalDocumento1 páginaPlanos Aire Acondicionado FinalJulian RamírezAún no hay calificaciones
- SST05 MODELO DE CAUSALIDAD ILCI (International Loss Control Institute)Documento1 páginaSST05 MODELO DE CAUSALIDAD ILCI (International Loss Control Institute)Javier Beltran MoraAún no hay calificaciones
- Guia para El Cuestionario de SoldaduraDocumento14 páginasGuia para El Cuestionario de SoldadurajaiemAún no hay calificaciones
- Achs s9 Guia ObservacionDocumento6 páginasAchs s9 Guia ObservacionMoises RubioAún no hay calificaciones
- Líneas Convencionales Usadas en El Dibujo TécnicoDocumento4 páginasLíneas Convencionales Usadas en El Dibujo TécnicoMax Perz Perz100% (3)
- Quiz 1Documento7 páginasQuiz 1Felipe Ibarra100% (1)
- Tecnología Mecánica-El Pie de ReyDocumento17 páginasTecnología Mecánica-El Pie de ReyJuan HawkinsAún no hay calificaciones
- Normas de RoscasDocumento22 páginasNormas de RoscasJohnser97100% (1)
- PresentaciónDocumento5 páginasPresentaciónLuis NegreteAún no hay calificaciones
- Arbol de Causas - GAUDY CABARCASDocumento2 páginasArbol de Causas - GAUDY CABARCASJose Luis CovaAún no hay calificaciones
- Investigación de Accidentes - Ing. Jorge MangosioDocumento57 páginasInvestigación de Accidentes - Ing. Jorge MangosioJesus MarceloAún no hay calificaciones
- Evaluacion de EPPDocumento3 páginasEvaluacion de EPPGustavo BarretoAún no hay calificaciones
- Soldadura 06-INA-D01Documento22 páginasSoldadura 06-INA-D01Jose MatosAún no hay calificaciones
- FIMECS - 01 Formulario Informe Mensual de Gestion en Prevencion de RiesgosDocumento2 páginasFIMECS - 01 Formulario Informe Mensual de Gestion en Prevencion de RiesgosvannitalAún no hay calificaciones
- "ANÁLISIS DE SEGURIDAD EN EL TRABAJO", Es Un Método para Identificar Los Peligros Que GeneranDocumento2 páginas"ANÁLISIS DE SEGURIDAD EN EL TRABAJO", Es Un Método para Identificar Los Peligros Que GeneranLEYDI CONFECCIONESAún no hay calificaciones
- Esmeril - CapacitacionDocumento12 páginasEsmeril - CapacitacionVeronica Vasquez BendezuAún no hay calificaciones
- Orientación en Prevención de Riesgos: CursoDocumento42 páginasOrientación en Prevención de Riesgos: Cursopolette casanuevaAún no hay calificaciones
- Capitulo 5 - Admitancia en Derivacion Lineas Aereas y SubterraneasDocumento15 páginasCapitulo 5 - Admitancia en Derivacion Lineas Aereas y SubterraneasBrenda Naranjo MorenoAún no hay calificaciones
- Guia de Actividades de Dibujo TecnicoDocumento3 páginasGuia de Actividades de Dibujo TecnicoYised Andrea Muñoz GallegoAún no hay calificaciones
- Esquema de Un Circuito de RefrigeraciónDocumento5 páginasEsquema de Un Circuito de Refrigeraciónjaf x c nAún no hay calificaciones
- Conceptos BásicosDocumento12 páginasConceptos BásicoslixetteAún no hay calificaciones
- La Planificacion y La SeguridadDocumento1 páginaLa Planificacion y La SeguridadVictor VictorAún no hay calificaciones
- Ficha de Evaluación Unidad Maquinas Simples Transformadoras de FuerzasDocumento1 páginaFicha de Evaluación Unidad Maquinas Simples Transformadoras de FuerzasPame SilvaAún no hay calificaciones
- Actividad Diagnostica - MatematicaDocumento2 páginasActividad Diagnostica - MatematicaMateo Rivera García100% (1)
- Manual de Herramientas Electro ManualesDocumento69 páginasManual de Herramientas Electro ManualesMM3 INTERIORISMOAún no hay calificaciones
- Ficha de Herramientas de Obra (CarpinteroDocumento7 páginasFicha de Herramientas de Obra (CarpinteroIm XlyeRAún no hay calificaciones
- Evaluacion PTCDocumento4 páginasEvaluacion PTCalejandro inostrozaAún no hay calificaciones
- Ochoa A (Evaluacion) PDFDocumento6 páginasOchoa A (Evaluacion) PDFChristian OchoaAún no hay calificaciones
- Ejemplo de Programa de Actividades Preventivas OficinaDocumento4 páginasEjemplo de Programa de Actividades Preventivas OficinaDiego Villena NuñezAún no hay calificaciones
- Temperaturas ExtremasDocumento7 páginasTemperaturas Extremaskely NarváezAún no hay calificaciones
- 1.7 Proyeccion y Vistas Examen U2Documento12 páginas1.7 Proyeccion y Vistas Examen U2Abner Escobar PizarroAún no hay calificaciones
- INTE 31-09-04-00 (Escaleras)Documento23 páginasINTE 31-09-04-00 (Escaleras)r100% (1)
- Plan de Trabajo (GLOBAL) MUTUAL DE SEGURIDADDocumento22 páginasPlan de Trabajo (GLOBAL) MUTUAL DE SEGURIDADCamila silvaAún no hay calificaciones
- CÁLCULO DE VIBRACIONES (Ejercicio Muestra y Ejercicio Por Resolver)Documento6 páginasCÁLCULO DE VIBRACIONES (Ejercicio Muestra y Ejercicio Por Resolver)Angélica VergaraAún no hay calificaciones
- 01-01-046 Casco Activex I Ajuste BotónDocumento1 página01-01-046 Casco Activex I Ajuste BotónYANdalfAún no hay calificaciones
- Taller Herramientas #2Documento15 páginasTaller Herramientas #2ĴĕĭššŏňĞăřžŏňLĭňăřĕšAún no hay calificaciones
- Guia de Ciclo BasicoDocumento12 páginasGuia de Ciclo Basicoramon afanador mogollonAún no hay calificaciones
- Riesgos en Los Procesos de Soldadura InformeDocumento13 páginasRiesgos en Los Procesos de Soldadura InformeGerman MeraAún no hay calificaciones
- Guia Del Docente 1Documento15 páginasGuia Del Docente 1Gustavo BautistaAún no hay calificaciones
- Evaluación Taller FIRSSO e IRO.Documento2 páginasEvaluación Taller FIRSSO e IRO.Rene Ramos QuezadaAún no hay calificaciones
- Reglamento Interno de Orden Higiene y Seguridad Constructora Agua Santa S.A.Documento57 páginasReglamento Interno de Orden Higiene y Seguridad Constructora Agua Santa S.A.Manchitas PetronilaAún no hay calificaciones
- 1-1 Riesgos y Medidas de Seguridad en Procesos de Soldadura - 2014 Ii PDFDocumento14 páginas1-1 Riesgos y Medidas de Seguridad en Procesos de Soldadura - 2014 Ii PDFmarcoAún no hay calificaciones
- Reglamento Interno de Higiene y SeguridadDocumento46 páginasReglamento Interno de Higiene y SeguridadHernán Muñoz MuñozAún no hay calificaciones
- Seguridad e Higiene en Contextos Reales IIIDocumento568 páginasSeguridad e Higiene en Contextos Reales IIIAnonymous 5rJ3AiAún no hay calificaciones
- Matriz IPER FundiciónDocumento7 páginasMatriz IPER FundiciónAndy PavezAún no hay calificaciones
- INSTRUMENTO DE EVALUACION 1 Metrologia RaquelDocumento6 páginasINSTRUMENTO DE EVALUACION 1 Metrologia RaquelSantiago AriasAún no hay calificaciones
- Soldadura Oxigeno GasDocumento3 páginasSoldadura Oxigeno GasQuintanilla Roca HectorAún no hay calificaciones
- Evaluacion EppDocumento2 páginasEvaluacion EppJulieth Giovanna Charfuelan GuacasAún no hay calificaciones
- Gfpi-F-019 - Guia - de - Aprendizaje Operar Herramientas de Banco 2149124Documento26 páginasGfpi-F-019 - Guia - de - Aprendizaje Operar Herramientas de Banco 2149124Angie Suaterna KDAún no hay calificaciones
- Evaluación Sumativa I: Introducción A La Prevención de RiesgosDocumento9 páginasEvaluación Sumativa I: Introducción A La Prevención de Riesgosantonio salinasAún no hay calificaciones
- Planta de Produccion de ClavosDocumento4 páginasPlanta de Produccion de Clavosantonio_holguin_2Aún no hay calificaciones
- Sierra Alternativa SABI SH 260Documento23 páginasSierra Alternativa SABI SH 260JosUé P. Zavala100% (2)
- Informe Final DobladoraDocumento21 páginasInforme Final DobladoraTavo Gato Viejo U100% (1)
- Vasco Uribe, Luis Guillermo. 2002. “Replanteamiento del trabajo de campo y la escritura etnográficos”. En: Entre selva y páramo. Viviendo y pensando la lucha india. Bogotá: Instituto Colombiano de Antropología e Historia.Documento57 páginasVasco Uribe, Luis Guillermo. 2002. “Replanteamiento del trabajo de campo y la escritura etnográficos”. En: Entre selva y páramo. Viviendo y pensando la lucha india. Bogotá: Instituto Colombiano de Antropología e Historia.JkopkutikAún no hay calificaciones
- Evaluacion Final - Escenario 8 SIS - distRIBUIDOSDocumento6 páginasEvaluacion Final - Escenario 8 SIS - distRIBUIDOSjhon edison hincapie garciaAún no hay calificaciones
- Manual de Usuario - MM - BORRADORDocumento254 páginasManual de Usuario - MM - BORRADORpameminAún no hay calificaciones
- 2.1 2.2 ABC EOQ TBO Parte2Documento30 páginas2.1 2.2 ABC EOQ TBO Parte2Sando PiAún no hay calificaciones
- Compresores y Plantas Modulares de Compresión.Documento120 páginasCompresores y Plantas Modulares de Compresión.Adis Flores100% (1)
- 2016-12 - 03 Cuervo Gris de Gav ThorpeDocumento24 páginas2016-12 - 03 Cuervo Gris de Gav ThorpeBaltaone Spam0% (1)
- Diagrama de Venn - Wikipedia, La Enciclopedia LibreDocumento34 páginasDiagrama de Venn - Wikipedia, La Enciclopedia LibreJUANJOSE37Aún no hay calificaciones
- Física General 3 - Ley de GaussDocumento3 páginasFísica General 3 - Ley de GaussJORGE EMILIO GARCIA CAMILOAún no hay calificaciones
- Elementos y Significado Del Altar de DoloresDocumento1 páginaElementos y Significado Del Altar de DoloresJuan Manuel Castillo GonzalezAún no hay calificaciones
- PostulantesDocumento55 páginasPostulantesrodolfo gorveñaAún no hay calificaciones
- Tarea 5 Lenguaje InfantilDocumento2 páginasTarea 5 Lenguaje InfantilRosa Maria BaezAún no hay calificaciones
- La Tentacion Luciferica en Ela ActualidadDocumento30 páginasLa Tentacion Luciferica en Ela ActualidadAndrésStürmAún no hay calificaciones
- 00061864Documento5 páginas00061864Rubén Takada YoshiAún no hay calificaciones
- HOSPITAL EL PINO 4° ROTATIVA - Docx FINAL CORREGIDODocumento21 páginasHOSPITAL EL PINO 4° ROTATIVA - Docx FINAL CORREGIDONatalia ArriagadaAún no hay calificaciones
- Folleto Arabela c11Documento300 páginasFolleto Arabela c11sanderu irashetaAún no hay calificaciones
- Kynodontas Ensayo ChristianDocumento2 páginasKynodontas Ensayo ChristianChristian Lopez100% (2)
- Tipos de CompresoresDocumento19 páginasTipos de CompresoresEdgarQuinatoaAún no hay calificaciones
- Proyecto Sobre Galeria de MonstruosDocumento2 páginasProyecto Sobre Galeria de MonstruosAmorena OKAún no hay calificaciones
- TDR MalliriDocumento27 páginasTDR Malliriluis avalos mollinedoAún no hay calificaciones
- Electronica Basic1Documento51 páginasElectronica Basic1menssesAún no hay calificaciones
- IntradomiciliariasDocumento1 páginaIntradomiciliariasMaribel BolisaAún no hay calificaciones
- Familiograma, Genograma y Tipo de FamiliaDocumento3 páginasFamiliograma, Genograma y Tipo de FamiliaaguirrebeltranyaribhasemAún no hay calificaciones
- Parte 4 Intervencion y Aplicacion Del InstrumentoDocumento32 páginasParte 4 Intervencion y Aplicacion Del InstrumentoNUBIA PARDOAún no hay calificaciones
- Curso de Diseño de Agua y Saneamiento Basico RuralDocumento3 páginasCurso de Diseño de Agua y Saneamiento Basico RuralAnonymous ZBIxcXxAún no hay calificaciones
- Clase 06 - Sistemas de Refrigeración para Un Almacén de Alimentos.Documento10 páginasClase 06 - Sistemas de Refrigeración para Un Almacén de Alimentos.JoselynAtaramaAún no hay calificaciones
- Mapa Conceptual 1.0Documento2 páginasMapa Conceptual 1.0XIOMARA GINNETH ESCOBAR CLEVES100% (1)
- Nietzsche Las Tres TransformacionesDocumento6 páginasNietzsche Las Tres TransformacionesSARA LUCIA100% (1)