También podría gustarte
- Manual de Usuario - Home Edition ADVANCEDocumento26 páginasManual de Usuario - Home Edition ADVANCEPelon SinpeloAún no hay calificaciones
- Manual de Entrenamiento 42PJ350 Plasma DisplayDocumento64 páginasManual de Entrenamiento 42PJ350 Plasma DisplayJoaquin Octavio Arango50% (2)
- Up Espanol Manual de CarrierDocumento8 páginasUp Espanol Manual de CarrierGabriel Baza Gonzalez0% (1)
- Kone Ajuste de PesacargasDocumento5 páginasKone Ajuste de Pesacargasangela1590Aún no hay calificaciones
- Alineacion de TorretaDocumento9 páginasAlineacion de TorretaAlonso MtzAún no hay calificaciones
- Especificación Técnica Bombas CentrifugasDocumento17 páginasEspecificación Técnica Bombas Centrifugaseduin100% (1)
- Instalar MasterCAMDocumento1 páginaInstalar MasterCAMLUIS ALEJANDRO HURTADO QUIÑONESAún no hay calificaciones
- Practica Balanceo Estatico y DinámicoDocumento3 páginasPractica Balanceo Estatico y DinámicoHugo SalazarAún no hay calificaciones
- Tutorial de Logix ProDocumento17 páginasTutorial de Logix Proalexis pedroza100% (9)
- Ingenieria InversaDocumento9 páginasIngenieria InversaorejitastiarosaAún no hay calificaciones
- 2015-06-15 English GSK980TC3系列 编程及操作手册 - 2014年12月第1版.en.EsDocumento347 páginas2015-06-15 English GSK980TC3系列 编程及操作手册 - 2014年12月第1版.en.Esed muAún no hay calificaciones
- Inyección Diagrama Motronic VW BPY CTA PDFDocumento17 páginasInyección Diagrama Motronic VW BPY CTA PDFJorge Antonio GuillenAún no hay calificaciones
- Tesis Elevador de Cangilones CalculoDocumento215 páginasTesis Elevador de Cangilones CalculoGuillermo Chuquillanqui Prado100% (4)
- 8qam y 8PSKDocumento5 páginas8qam y 8PSKManuel GonzalezAún no hay calificaciones
- Tarjeta 4 Ejes TB6560 RojaDocumento17 páginasTarjeta 4 Ejes TB6560 Rojarama540214Aún no hay calificaciones
- Valores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncDocumento11 páginasValores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncMaribel Caricari ZuritaAún no hay calificaciones
- Master UTIFORMDocumento64 páginasMaster UTIFORMJOSEMALCOPAún no hay calificaciones
- Motores Eléctricos Trifásicos de 12 TerminalesDocumento25 páginasMotores Eléctricos Trifásicos de 12 TerminalesYashiro Alvarado100% (1)
- Manual Simple de Configuración ZK X7Documento1 páginaManual Simple de Configuración ZK X7Manuel Efrain Yanza BarreraAún no hay calificaciones
- Proyecto Generador de ParidadDocumento10 páginasProyecto Generador de ParidadJames Lizonde PeredoAún no hay calificaciones
- Robotica CNC Series SX Guia Rapida Mach3 Plasma PDFDocumento12 páginasRobotica CNC Series SX Guia Rapida Mach3 Plasma PDFNerfe NelnotedigoAún no hay calificaciones
- Enunciados Problemas MecanismosDocumento12 páginasEnunciados Problemas MecanismosJ M Marín LópezAún no hay calificaciones
- Ef 514d 7avdfDocumento2 páginasEf 514d 7avdfmarioo321100% (1)
- Problemas de Pinon Cremallera PDFDocumento2 páginasProblemas de Pinon Cremallera PDFAndreita Martínez0% (1)
- SubitoDocumento2 páginasSubitoRick MendozaAún no hay calificaciones
- Codigos CNC Centroid.Documento15 páginasCodigos CNC Centroid.LuisAngelPerez67% (3)
- CIRCUTOR Computer 6m (12m) BrochureDocumento6 páginasCIRCUTOR Computer 6m (12m) BrochureSandy Aliaga GamonalAún no hay calificaciones
- Laboratorio de CNC FresaDocumento38 páginasLaboratorio de CNC FresaMónica VessaliusAún no hay calificaciones
- Uno de Los Usos Más Comunes de Los Diodos Rectificadores en Electrónica Es Convertir La Corriente Alterna de Un Hogar en Corriente Continua Que Se Puede Utilizar Como Una Alternativa A Las BateríasDocumento5 páginasUno de Los Usos Más Comunes de Los Diodos Rectificadores en Electrónica Es Convertir La Corriente Alterna de Un Hogar en Corriente Continua Que Se Puede Utilizar Como Una Alternativa A Las BateríasGusSaraviaAún no hay calificaciones
- Neumatica EjerciciosDocumento12 páginasNeumatica EjerciciosjromoAún no hay calificaciones
- Clases de AislamientoDocumento7 páginasClases de AislamientosebastianAún no hay calificaciones
- Informe # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30Documento41 páginasInforme # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30ChristiaNdrés Carvajal50% (2)
- Apuntes Rapidos HaasDocumento7 páginasApuntes Rapidos HaasCARLOS PRUDENCIO DE GRACIAAún no hay calificaciones
- 1.-Taller Mecanico Industrial 1 B Metrologia PDFDocumento16 páginas1.-Taller Mecanico Industrial 1 B Metrologia PDFMarcelo Villavicencio ToroAún no hay calificaciones
- Vibraciones MecanicasDocumento12 páginasVibraciones MecanicasNelson Oróstica LafferteAún no hay calificaciones
- Poner A PuntoDocumento36 páginasPoner A Puntoroland segura poloAún no hay calificaciones
- Guia MicrocontroladoresDocumento15 páginasGuia Microcontroladoresrosemberg_trujilloAún no hay calificaciones
- Rvs Dn-Manual de OperacionDocumento34 páginasRvs Dn-Manual de OperacionPipe Lopez100% (1)
- Teclado RFIDDocumento4 páginasTeclado RFIDcontrol tejidoAún no hay calificaciones
- Informe Conjunto Biela-PistónDocumento20 páginasInforme Conjunto Biela-PistónDLa Cruz DavidAún no hay calificaciones
- U - 2 - Elementos de Unión y GuiadoDocumento28 páginasU - 2 - Elementos de Unión y GuiadoJosé María SanMarAún no hay calificaciones
- 01 - Estudio de Flujo de Potencia - IntroDocumento6 páginas01 - Estudio de Flujo de Potencia - IntroJoshua Mussa RiveraAún no hay calificaciones
- Embrague HidraulicoDocumento29 páginasEmbrague HidraulicoAel ChAún no hay calificaciones
- Cuestionario Finales De) ControlDocumento12 páginasCuestionario Finales De) ControlSaul SantiagoAún no hay calificaciones
- Ejemplo de Aplicación Brochadora Laboratorio de MecanicaDocumento1 páginaEjemplo de Aplicación Brochadora Laboratorio de MecanicaGABRIEL STELLAAún no hay calificaciones
- Tarea 1. Introducción A La AutomatizaciónDocumento10 páginasTarea 1. Introducción A La AutomatizaciónFelipe RomeroAún no hay calificaciones
- Que Es PWM y Como FuncionaDocumento6 páginasQue Es PWM y Como FuncionaferdecoAún no hay calificaciones
- Desgaste y Fallas de Equipos e InstalacionesDocumento21 páginasDesgaste y Fallas de Equipos e Instalacionesfrancisco gutierrezAún no hay calificaciones
- Manual Reloj CitizenDocumento19 páginasManual Reloj CitizenpamelalejandraAún no hay calificaciones
- D EngranagesDocumento30 páginasD Engranagesjuan420912Aún no hay calificaciones
- Capitulo 12Documento5 páginasCapitulo 12jijilebonAún no hay calificaciones
- GasolineríasDocumento26 páginasGasolineríasGonzalo RamosAún no hay calificaciones
- Teoria de MecanismosDocumento56 páginasTeoria de Mecanismosesteban4villagra-1Aún no hay calificaciones
- Cómo Funciona Un TorquímetroDocumento2 páginasCómo Funciona Un TorquímetroJavier FloresAún no hay calificaciones
- 1 MLC 9000 User Guide SpanishDocumento110 páginas1 MLC 9000 User Guide SpanishEduardo Andre Najera ZapataAún no hay calificaciones
- 11b Ajustes EjemplosDocumento6 páginas11b Ajustes Ejemplosyair Enrique Romero OspinoAún no hay calificaciones
- Emulador Fx04 EsDocumento11 páginasEmulador Fx04 EsDerioAún no hay calificaciones
- Balanceo de Una TurbinaDocumento2 páginasBalanceo de Una TurbinaAbraham Valeriano ChavezAún no hay calificaciones
- Guia Del Usuario Big VentoDocumento42 páginasGuia Del Usuario Big VentoManzana Alvarez100% (1)
- LazyCam Post-Processor VariablesDocumento10 páginasLazyCam Post-Processor VariablesJonathan Tarapuez0% (1)
- 2 Tutorial Programación Labview PDFDocumento83 páginas2 Tutorial Programación Labview PDFAngel Eduardo Cruzado NuñezAún no hay calificaciones
- Auma SG 05.1 PDFDocumento48 páginasAuma SG 05.1 PDFAlex ChavezAún no hay calificaciones
- Manual THC Intermedio 310816Documento4 páginasManual THC Intermedio 310816Federico MarzulloAún no hay calificaciones
- Rendimiento de Una Máquina de Vapor Real y en MSTSDocumento13 páginasRendimiento de Una Máquina de Vapor Real y en MSTSFernando Pérez DehesaAún no hay calificaciones
- Sensores MAPDocumento7 páginasSensores MAPCOMPUCENTER COMPUCENTERAún no hay calificaciones
- Reactivador de TRC Simple y EficázDocumento2 páginasReactivador de TRC Simple y EficázAntonio Chavez63% (19)
- Car Audio 1 PDFDocumento5 páginasCar Audio 1 PDFMr SoundAún no hay calificaciones
- Guía Manual del Amazon Echo : Los 30 Principales Jaqueos y Secretos Para Principiantes del Master Amazon & AlexaDe EverandGuía Manual del Amazon Echo : Los 30 Principales Jaqueos y Secretos Para Principiantes del Master Amazon & AlexaAún no hay calificaciones
- Ficha de Solicitud de PatentesDocumento5 páginasFicha de Solicitud de PatentesGuillermo Chuquillanqui PradoAún no hay calificaciones
- Artetroquel Conclusion04072013 FinalDocumento4 páginasArtetroquel Conclusion04072013 FinalGuillermo Chuquillanqui PradoAún no hay calificaciones
- RS-232 y RS-485Documento11 páginasRS-232 y RS-485Guillermo Chuquillanqui PradoAún no hay calificaciones
- Guía de Práctica de Autodesk Inventor 2010 2Documento39 páginasGuía de Práctica de Autodesk Inventor 2010 2Guillermo Chuquillanqui PradoAún no hay calificaciones
- Maquinados 3D Con ArtcamDocumento1 páginaMaquinados 3D Con ArtcamGuillermo Chuquillanqui PradoAún no hay calificaciones
- DCRSR45 Handbook ESDocumento110 páginasDCRSR45 Handbook ESCruz Alonso BejaranoAún no hay calificaciones
- Formato de Prácticas de Laboratorio-P11Documento3 páginasFormato de Prácticas de Laboratorio-P11Sebastian MayorgaAún no hay calificaciones
- Consum I BlesDocumento9 páginasConsum I BlesAna Hernandez de CamarilloAún no hay calificaciones
- Accesorios BrukenDocumento12 páginasAccesorios BrukenccarneroAún no hay calificaciones
- Caracteristicas de Los Procesadores AMD A Nivel ComputacionalDocumento3 páginasCaracteristicas de Los Procesadores AMD A Nivel ComputacionalGeorge Jimenez GuerreroAún no hay calificaciones
- Catálogo de Productos Jaibita ElectrónicaDocumento42 páginasCatálogo de Productos Jaibita Electrónicaadrian4santanaAún no hay calificaciones
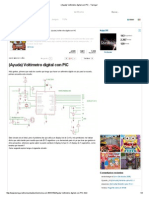
- (Ayuda) Voltimetro Digital Con PIC - Taringa!Documento3 páginas(Ayuda) Voltimetro Digital Con PIC - Taringa!Andres CamachoiAún no hay calificaciones
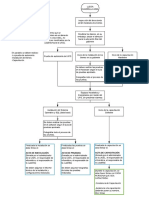
- Flujograma Ugel PDFDocumento1 páginaFlujograma Ugel PDFdvmvnt1noAún no hay calificaciones
- Solucionar Problemas Con El ReiBootDocumento23 páginasSolucionar Problemas Con El ReiBootJuan GarciaAún no hay calificaciones
- ExcelDocumento25 páginasExcellaestacion2008328100% (1)
- Taller #3 - Arquitectura 386 CompletadoDocumento19 páginasTaller #3 - Arquitectura 386 CompletadoSantiago Riaño LadinoAún no hay calificaciones
- Dilo Raider RAIDERDocumento3 páginasDilo Raider RAIDERAaron SmithAún no hay calificaciones
- El Archivo Windows - Edb Crece Mucho en Windows 8 o Windows Server 2012Documento2 páginasEl Archivo Windows - Edb Crece Mucho en Windows 8 o Windows Server 2012wmpmirandaAún no hay calificaciones
- Descripcion Quectel L10 V2.0 Formateado 02Documento16 páginasDescripcion Quectel L10 V2.0 Formateado 02Jeremy WoodsAún no hay calificaciones
- VFP 08 - Creando Un Organizador o Agenda de DireccionesDocumento8 páginasVFP 08 - Creando Un Organizador o Agenda de DireccionesSergio SanchezAún no hay calificaciones
- 3º El Conjunto de Los Componentes Lógicos de Un Ordenador Se DenominaDocumento7 páginas3º El Conjunto de Los Componentes Lógicos de Un Ordenador Se DenominaDamian Argañaraz100% (1)
- StackrrDocumento32 páginasStackrrMiguel Angel Merma Sauñe100% (1)
- 2110A2 Parte 2Documento6 páginas2110A2 Parte 2Emilio BonnetAún no hay calificaciones
- AlmacenDocumento168 páginasAlmacenKarinel GüetteAún no hay calificaciones
- Taller Naira III - Ago 31Documento8 páginasTaller Naira III - Ago 31Anonymous RrT4w73RXPAún no hay calificaciones
- Especificaciones Laptop, Usb y ThonerDocumento5 páginasEspecificaciones Laptop, Usb y ThonerDANTE HUILLCA CCARHUACHINAún no hay calificaciones
- NOJA-793-08-ES Procedimento Actualizacion de Firmware PDFDocumento5 páginasNOJA-793-08-ES Procedimento Actualizacion de Firmware PDFAnonymous 4KVQOT5jeHAún no hay calificaciones
- OsciloscopioDocumento35 páginasOsciloscopioWalther CJAún no hay calificaciones