También podría gustarte
- Tema 3 Aire Acondicionado y Confort Parte IIDocumento11 páginasTema 3 Aire Acondicionado y Confort Parte IICarlos BarbaAún no hay calificaciones
- Control y Protección A Motores de InducciónDocumento2 páginasControl y Protección A Motores de InducciónRodrigo Cruz Morales100% (3)
- Colectores Solares PlanosDocumento13 páginasColectores Solares PlanosMorales Castillo0% (1)
- Unidad 4 Rodamientos Diseno de Elementos de Maquinas PDFDocumento40 páginasUnidad 4 Rodamientos Diseno de Elementos de Maquinas PDFRobinson Calderon Chávez100% (2)
- Mantenimiento de Turbinas de VaporDocumento11 páginasMantenimiento de Turbinas de VaporPabloo Campos PerezAún no hay calificaciones
- Generalidades Del Sistemas de Tierras en SubestacionesDocumento7 páginasGeneralidades Del Sistemas de Tierras en SubestacionesLuis Alberto GomezAún no hay calificaciones
- Funcionamiento de Una Central TérmicaDocumento14 páginasFuncionamiento de Una Central TérmicaDiego AlonsoAún no hay calificaciones
- Programa de Mantenimiento PreventivoDocumento27 páginasPrograma de Mantenimiento PreventivoBrenda MarquezAún no hay calificaciones
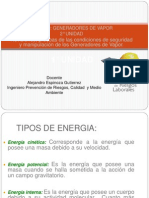
- 2° UNIDAD Generadores de VaporDocumento45 páginas2° UNIDAD Generadores de VaporXimena Borquez DuboAún no hay calificaciones
- 1.3.3 Interruptores en AireDocumento18 páginas1.3.3 Interruptores en AireJ Carlos Hernández100% (1)
- Ecuacion de EulerDocumento8 páginasEcuacion de Eulerdaniel_velazquez_4Aún no hay calificaciones
- Las 5 Reglas de SeguridadDocumento23 páginasLas 5 Reglas de SeguridadMaria Ysabel Lopez SanchezAún no hay calificaciones
- Sistemas de VaporDocumento25 páginasSistemas de Vaporlord_helix_hell666Aún no hay calificaciones
- Guía 9 - Circuitos RC (ELVIS)Documento5 páginasGuía 9 - Circuitos RC (ELVIS)Oriel MojicaAún no hay calificaciones
- Introduccion A La Ingenieria PDFDocumento27 páginasIntroduccion A La Ingenieria PDFJuanRafaelAún no hay calificaciones
- Ficha Tecnica Turbinas Vapor AdicionalDocumento4 páginasFicha Tecnica Turbinas Vapor Adicionalgabriell_189Aún no hay calificaciones
- Introducción A La Auditoria EléctricaDocumento22 páginasIntroducción A La Auditoria EléctricaManuel Guadarrama AguilarAún no hay calificaciones
- Equipos Secundarios 1Documento9 páginasEquipos Secundarios 1Kev UicabAún no hay calificaciones
- Plan de Circulación Maquinaria PesadaDocumento21 páginasPlan de Circulación Maquinaria PesadaRolando SagredoAún no hay calificaciones
- MANTENIMIENTODocumento9 páginasMANTENIMIENTOdianaAún no hay calificaciones
- Tema 3 Com PletoDocumento30 páginasTema 3 Com PletoRonaldo RamirezAún no hay calificaciones
- Electricidad Foto CeldasDocumento3 páginasElectricidad Foto Celdasjose miguel alonso ferrelAún no hay calificaciones
- Administracion y Control de Su Demanda de EnergiaDocumento2 páginasAdministracion y Control de Su Demanda de EnergiaricodavidAún no hay calificaciones
- Introduccion, Fundamento y Simbologia de Hidraulica yDocumento22 páginasIntroduccion, Fundamento y Simbologia de Hidraulica yGustavo Felix100% (1)
- Seguidor Solar Biaxial.Documento9 páginasSeguidor Solar Biaxial.energía solar okAún no hay calificaciones
- Trabajo Real Del CompresorTRABAJODocumento4 páginasTrabajo Real Del CompresorTRABAJOPiloto MtzAún no hay calificaciones
- Transformadores y Lineas de Transmision - Proyecto - Edwin Roberto Lachira PerezDocumento144 páginasTransformadores y Lineas de Transmision - Proyecto - Edwin Roberto Lachira Perezedwin lachira perezAún no hay calificaciones
- Steca Manual PR3030Documento16 páginasSteca Manual PR3030Kratos2711Aún no hay calificaciones
- Investigacion 3 Unidad 5 CENTRALES ELECTRICASDocumento20 páginasInvestigacion 3 Unidad 5 CENTRALES ELECTRICASJulio TAún no hay calificaciones
- Unidad 2 Ahorro de EnergíaDocumento26 páginasUnidad 2 Ahorro de EnergíaCarlos Cruz SandovalAún no hay calificaciones
- Qué Es El Interruptor de Control de PotenciaDocumento16 páginasQué Es El Interruptor de Control de PotenciaJorge GonzalezAún no hay calificaciones
- Lineamientos Ifrp TesjiDocumento16 páginasLineamientos Ifrp TesjiErikaAún no hay calificaciones
- Proyecto Final ElectroDocumento3 páginasProyecto Final ElectroDiego LatorreAún no hay calificaciones
- 1.1 Generalidades de La GeotermiaDocumento35 páginas1.1 Generalidades de La GeotermiaRolando SvAún no hay calificaciones
- Ensayo Efecto FotoelectricoDocumento2 páginasEnsayo Efecto FotoelectricoAlexis Sanchez0% (1)
- Auditoria EnergéticaDocumento11 páginasAuditoria EnergéticaJhair Argenis Moncayo ContrerasAún no hay calificaciones
- PROYECTO-Factor de PotenciaDocumento22 páginasPROYECTO-Factor de PotenciaCarlitos TorresAún no hay calificaciones
- Informe TecnicoDocumento51 páginasInforme TecnicoLobo SolAún no hay calificaciones
- 1.6 Estructura Del Sector EnergéticoDocumento29 páginas1.6 Estructura Del Sector EnergéticoArnulfo Zetina Villarreal100% (1)
- 51N FuncióndeproteccionDocumento24 páginas51N FuncióndeproteccionMelesio SosaAún no hay calificaciones
- Corrección Del Factor de Potencia (Trabajo N-02)Documento32 páginasCorrección Del Factor de Potencia (Trabajo N-02)Jean DelacruzAún no hay calificaciones
- Producción y Distribución de Aire ComprimidoDocumento26 páginasProducción y Distribución de Aire ComprimidoJhonatan MendezAún no hay calificaciones
- Investigación Tena 2 Subestaciones Eléctricas.Documento12 páginasInvestigación Tena 2 Subestaciones Eléctricas.aldo rafael mendozaAún no hay calificaciones
- SobretensiónDocumento5 páginasSobretensiónCristian Elias Contreras PintadoAún no hay calificaciones
- Administracion y Tecnicas de MantenimientoDocumento30 páginasAdministracion y Tecnicas de MantenimientoCracker Yerbes100% (1)
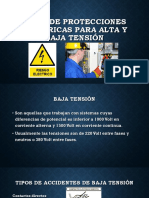
- Tipos de Protecciones Eléctricas para Alta y BajaDocumento10 páginasTipos de Protecciones Eléctricas para Alta y BajaConrad Nehemias CaceresAún no hay calificaciones
- Pinzas NeumáticasDocumento1 páginaPinzas NeumáticasLuis ValenzuelaAún no hay calificaciones
- Evaluación de TurbomaquinariaDocumento9 páginasEvaluación de TurbomaquinariaEduardo Esquiliano ChanAún no hay calificaciones
- Leccion 6 MagneticosDocumento84 páginasLeccion 6 MagneticosDiana Ulloa100% (1)
- Generación de Energía EléctricaDocumento12 páginasGeneración de Energía EléctricaLe VssAún no hay calificaciones
- Qué Es Una VálvulaDocumento60 páginasQué Es Una Válvulacelina podetti100% (1)
- Cálculo de Una Central Térmica A VaporDocumento31 páginasCálculo de Una Central Térmica A VaporVictor Hugo100% (1)
- Mantenimiento Generadores de VaporDocumento12 páginasMantenimiento Generadores de VaporLuis Guillen RuizAún no hay calificaciones
- Propiedades Mecánicas ALUMINIODocumento7 páginasPropiedades Mecánicas ALUMINIOJosh De LoeraAún no hay calificaciones
- Diseño de SujetadoresDocumento37 páginasDiseño de SujetadoresCecilia Keb Chulin0% (1)
- Manufactura-4 3Documento5 páginasManufactura-4 3OrlandoGonzálezLópez50% (2)
- 3.5 Dde MantenimientoDocumento21 páginas3.5 Dde MantenimientoMANUEL DE JESUS GONZALEZ MARTINEZAún no hay calificaciones
- Conceptos Básicos de SimulaciónDocumento9 páginasConceptos Básicos de SimulaciónRonald Morales100% (1)
- Principios de MantenimientoDocumento6 páginasPrincipios de MantenimientoDaniel Carrizales100% (1)
- Mantenimiento de Turbinas de VaporDocumento18 páginasMantenimiento de Turbinas de VaporRoger Gonzales GarciaAún no hay calificaciones
- Ensayo de La Pelicula de Ralph Breaks The InternetDocumento2 páginasEnsayo de La Pelicula de Ralph Breaks The InternetIse OsorioAún no hay calificaciones
- EJERCICIO ArbolesDocumento10 páginasEJERCICIO ArbolesDiego Mamani ParicahuaAún no hay calificaciones
- Investigacion de Operaciones EJE3Documento7 páginasInvestigacion de Operaciones EJE3José Hernandez PolancoAún no hay calificaciones
- Lab Turbina PeltonDocumento4 páginasLab Turbina PeltonJhon PintaAún no hay calificaciones
- Presentación Cidade Das TIC - 2023 - CSA - InfoDocumento22 páginasPresentación Cidade Das TIC - 2023 - CSA - InfoAntonio Del CorralAún no hay calificaciones
- Revoques y Revestimientos ResumenDocumento5 páginasRevoques y Revestimientos ResumenJuan Pedro Galvez Vargas100% (1)
- FT SolkaflamDocumento4 páginasFT SolkaflameldoctoradoAún no hay calificaciones
- Informe Tipos de BateríasDocumento3 páginasInforme Tipos de BateríasCesar Rodriguez OliverosAún no hay calificaciones
- Aprendiendo A Usar Racionalmente La EnergíaDocumento15 páginasAprendiendo A Usar Racionalmente La EnergíaCarola AparicioAún no hay calificaciones
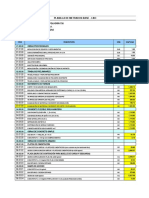
- Metrados Reconstrucción Polvorín 735Documento47 páginasMetrados Reconstrucción Polvorín 735Haba Barreto FigueroaAún no hay calificaciones
- La Puerta EquivocadaDocumento5 páginasLa Puerta EquivocadaK-ry SuAún no hay calificaciones
- 5.10 Tubería de PerforaciónDocumento10 páginas5.10 Tubería de PerforaciónChar MurilloAún no hay calificaciones
- YAN-HS-STA-032 (010) Andamios y Plataformas ElevadasDocumento8 páginasYAN-HS-STA-032 (010) Andamios y Plataformas ElevadasJUAN ATALAYAAún no hay calificaciones
- Análisis de VarianzaDocumento4 páginasAnálisis de VarianzaYony Dei0% (1)
- Frigorífico TemucoDocumento12 páginasFrigorífico TemucoBarbara Diaz AcuñaAún no hay calificaciones
- Tipos de Memoria RamDocumento9 páginasTipos de Memoria RamRoberto CanAún no hay calificaciones
- Planos EstructuralesDocumento5 páginasPlanos EstructuralesMadeline CedeñoAún no hay calificaciones
- El Procedimiento para Obtener Los Codigos Es El SiguienteDocumento4 páginasEl Procedimiento para Obtener Los Codigos Es El SiguienteisraelQ1993Aún no hay calificaciones
- Sisop 3Documento4 páginasSisop 3Oscar Gary NoboaAún no hay calificaciones
- Competencias Transversales Segundo Trimestre 2 HDocumento1 páginaCompetencias Transversales Segundo Trimestre 2 Halvina siguas quijaiteAún no hay calificaciones
- 07 PDFDocumento195 páginas07 PDFJosé Manuel Sánchez PreisigAún no hay calificaciones
- Clase 03 - FotogrametríaDocumento20 páginasClase 03 - FotogrametríaEmerson Caceres FloresAún no hay calificaciones
- Sterivap NP Es 1205 v3.02 WebDocumento55 páginasSterivap NP Es 1205 v3.02 WebMari Tisnado100% (1)
- TFP632 Es PDFDocumento8 páginasTFP632 Es PDFDiego Alaine Morgado JiménezAún no hay calificaciones
- Gantt-Desarmado de Camion 785-d #84, #85, #86.Documento21 páginasGantt-Desarmado de Camion 785-d #84, #85, #86.juanvillalobos2022Aún no hay calificaciones
- Ok Manual MRP 2Documento47 páginasOk Manual MRP 2Ruben Castro Quispe100% (1)
- Práctica 0 - HidráulicaDocumento10 páginasPráctica 0 - HidráulicaIRMA JOOMEY CORTES GOMEZAún no hay calificaciones
- Revista ILSE 2013Documento124 páginasRevista ILSE 2013silviapoli2Aún no hay calificaciones
- Ciclo PDCA - DemingDocumento15 páginasCiclo PDCA - Demingcaledomper100% (1)
- 00001Documento64 páginas00001voceropdfAún no hay calificaciones