También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Fortificacion Mallas, Shotcrete y Marcos de AceroDocumento26 páginasFortificacion Mallas, Shotcrete y Marcos de AceroCristianmamani780% (1)
- Proyecto de Resistencia de Materiales#2 2022Documento14 páginasProyecto de Resistencia de Materiales#2 2022Marcos Esteban Monrroy HernandezAún no hay calificaciones
- P2 - Alomoto Yugsi Darwin Joel - Acero de RefuerzoDocumento7 páginasP2 - Alomoto Yugsi Darwin Joel - Acero de RefuerzoYajaira Villarroel BravoAún no hay calificaciones
- Fortificación Con Mallas de AceroDocumento2 páginasFortificación Con Mallas de AceronevenkaAún no hay calificaciones
- Malla ElectrosoldadaDocumento22 páginasMalla ElectrosoldadaBryan DávalosAún no hay calificaciones
- Losa CompuestaDocumento25 páginasLosa CompuestaFatima De la cruzAún no hay calificaciones
- Fortificacion de MallasDocumento29 páginasFortificacion de MallasemilioAún no hay calificaciones
- Anclajes Tipos y UsosDocumento6 páginasAnclajes Tipos y UsoscilianniAún no hay calificaciones
- MallasDocumento4 páginasMallasMarlynn Luna100% (1)
- Fundir concreto y usar varillas de aceroDocumento28 páginasFundir concreto y usar varillas de aceroDustin Melendez GiraldoAún no hay calificaciones
- Steel FramingDocumento12 páginasSteel FramingZara DanielaAún no hay calificaciones
- Tuberías para Abastecimiento de AguaDocumento11 páginasTuberías para Abastecimiento de AguaMidwardFranciscoQuispeLivisiAún no hay calificaciones
- Tuberías Metálicas para Instalación HidráulicaDocumento8 páginasTuberías Metálicas para Instalación HidráulicaSALMA ALEXIA LIRA PIÑA100% (1)
- Sistemas pretensado y postensado del hormigónDocumento5 páginasSistemas pretensado y postensado del hormigónNatalia PadillaAún no hay calificaciones
- Sistema constructivo con acero corrugadoDocumento7 páginasSistema constructivo con acero corrugadoJr Alexanderz PariAún no hay calificaciones
- 4 - AceroDocumento33 páginas4 - AceroBELEN AMPARO APONTE VILCAAún no hay calificaciones
- Generalidades Del Concreto Presforzado. Andrea Farfan. ADocumento14 páginasGeneralidades Del Concreto Presforzado. Andrea Farfan. AAndreaFDiazAún no hay calificaciones
- Pretensados y Postensados Eq-4Documento22 páginasPretensados y Postensados Eq-4blanca100% (1)
- Estructuras de Concreto Reforzado para EdificiosDocumento46 páginasEstructuras de Concreto Reforzado para EdificiosSebastian NiñoAún no hay calificaciones
- Informe DrywallDocumento17 páginasInforme DrywallGesabella Ramos Santos100% (2)
- Concreto PretensadoDocumento9 páginasConcreto PretensadoActitud4x4offroadAún no hay calificaciones
- Pernos y Placas de AnlcajeDocumento17 páginasPernos y Placas de AnlcajeCelso Moyota100% (1)
- Mallas Y Strap 2Documento15 páginasMallas Y Strap 2Juan VenegasAún no hay calificaciones
- Almacen de DrywallDocumento12 páginasAlmacen de DrywallHaydee Margot Pino BlancoAún no hay calificaciones
- Documento 15Documento6 páginasDocumento 15xezuz01Aún no hay calificaciones
- Propiedades de Los MaterialesDocumento9 páginasPropiedades de Los MaterialesVictor Mamani AyalaAún no hay calificaciones
- Acero de RefuerzosDocumento12 páginasAcero de RefuerzosBienvenido Jose Mella SoriAún no hay calificaciones
- Expo Concreto ArmadoDocumento10 páginasExpo Concreto Armadomartin alvaradoAún no hay calificaciones
- Sistema Constructivo PretensadoDocumento7 páginasSistema Constructivo Pretensadoyesenia lipa manriqueAún no hay calificaciones
- Pernos de AnclajeDocumento19 páginasPernos de AnclajeJonathan Vigil Centurion100% (1)
- Qué Es El Sistema DrywallDocumento12 páginasQué Es El Sistema DrywallJose Luis ConcoriAún no hay calificaciones
- Felix Vladimir Chalar Martinez-HopoDocumento17 páginasFelix Vladimir Chalar Martinez-HopoFelix VladimirAún no hay calificaciones
- MallaDocumento23 páginasMallaJohannes V ChamorroAún no hay calificaciones
- Tejados de Cobre - CEDICDocumento73 páginasTejados de Cobre - CEDIChmvhmv100% (1)
- Desventajas Del Uso de Fierros en EstructurasDocumento5 páginasDesventajas Del Uso de Fierros en EstructurasElver soto tantaleanAún no hay calificaciones
- El Uso de La Fibra Sintética en El ShotcreteDocumento15 páginasEl Uso de La Fibra Sintética en El ShotcreteFidel Rodriguez ZeballosAún no hay calificaciones
- Especificaciones Tecnicas para CimentacionesDocumento27 páginasEspecificaciones Tecnicas para CimentacionesBriam Ramon0% (1)
- Instituto Tecnologico de Zacatecas 3.1Documento12 páginasInstituto Tecnologico de Zacatecas 3.1l22450471Aún no hay calificaciones
- Varillas para EstructurasDocumento5 páginasVarillas para EstructurasVan Helsin VhAún no hay calificaciones
- Hormigón ArmadoDocumento5 páginasHormigón ArmadoKelly CamachoAún no hay calificaciones
- PostesDocumento28 páginasPostesMARCELO100% (2)
- Puentes PretensadosDocumento31 páginasPuentes Pretensadosdiego hoyosAún no hay calificaciones
- Reporte de LosasDocumento17 páginasReporte de LosasRichard López israelAún no hay calificaciones
- Placas ColaborantesDocumento29 páginasPlacas ColaborantesCristopher LiAún no hay calificaciones
- Nueva Cartilla de La Construcción Cap. IVDocumento12 páginasNueva Cartilla de La Construcción Cap. IVManuel VanegasAún no hay calificaciones
- Especificaciones Técnicas TA - Ladder - Septiembre2013.Ed1.1Documento6 páginasEspecificaciones Técnicas TA - Ladder - Septiembre2013.Ed1.1jamarapaAún no hay calificaciones
- Acero Corrugado en Constr.-Sider Peru PDFDocumento84 páginasAcero Corrugado en Constr.-Sider Peru PDFBRAYAN ALEXANDER ÑAHUIS RIOSAún no hay calificaciones
- SISTEMA "DRYWALL" ¿Ventaja o Desventaja Ingenieril - UNPRGDocumento23 páginasSISTEMA "DRYWALL" ¿Ventaja o Desventaja Ingenieril - UNPRGAnonymous F9t6qljCF75% (4)
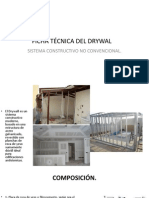
- Ficha Técnica Del DrywalDocumento21 páginasFicha Técnica Del DrywalvilmittaAún no hay calificaciones
- 3° Unidad - ConcretoDocumento36 páginas3° Unidad - ConcretoArturo EduardoAún no hay calificaciones
- Tubos y TuberíasDocumento22 páginasTubos y TuberíasErick NavarroAún no hay calificaciones
- Métodos de PreforzadoDocumento14 páginasMétodos de PreforzadoJahiro Solis LlancariAún no hay calificaciones
- Gaviones - Ing Felipe Quiñones PaucarDocumento75 páginasGaviones - Ing Felipe Quiñones PaucarFELIPE QUINONES PAUCARAún no hay calificaciones
- Trabes I, T, TT RectangularesDocumento20 páginasTrabes I, T, TT RectangularesOzwald Estrada50% (2)
- Concreto PresforzadoDocumento18 páginasConcreto PresforzadoHelen PuenteAún no hay calificaciones
- Tarea Concreto PresforzadoDocumento3 páginasTarea Concreto PresforzadoXxBernardo VarelaxXAún no hay calificaciones
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Acero de preesfuerzo para construcciónDocumento14 páginasAcero de preesfuerzo para construcciónArgenis ParraAún no hay calificaciones
- Suelo TripticoDocumento2 páginasSuelo TripticoArgenis ParraAún no hay calificaciones
- Zona de Cabezalcabezal Del Anclaje Trabajo de Jota 3Documento21 páginasZona de Cabezalcabezal Del Anclaje Trabajo de Jota 3Argenis ParraAún no hay calificaciones
- AnclajesDocumento7 páginasAnclajesArgenis ParraAún no hay calificaciones
- Anclaje ClasificaciónDocumento25 páginasAnclaje ClasificaciónArgenis ParraAún no hay calificaciones
- Clasificación de Los SuelosDocumento8 páginasClasificación de Los SuelosArgenis ParraAún no hay calificaciones
- Manejo de Residuos SolidosDocumento1 páginaManejo de Residuos SolidosCindy Adacy100% (2)
- Fabricación Del CementoDocumento34 páginasFabricación Del CementoPaola OrmacheaAún no hay calificaciones
- Construcción de muros en drywallDocumento7 páginasConstrucción de muros en drywallyohana torresAún no hay calificaciones
- Metrado SRLDocumento34 páginasMetrado SRLAlexitoh AleAún no hay calificaciones
- PLANO E145 Anguiatú - Cisterna AP WsDocumento1 páginaPLANO E145 Anguiatú - Cisterna AP WsRaul H CastroAún no hay calificaciones
- Especificaciones técnicas para alcantarillado sanitarioDocumento30 páginasEspecificaciones técnicas para alcantarillado sanitarioSori Elena Cobos TamayoAún no hay calificaciones
- Especificaciones Técnicas de ObraDocumento10 páginasEspecificaciones Técnicas de ObraAlexis CordobaAún no hay calificaciones
- Proceso Del Cemento, Cementos ProgresoDocumento8 páginasProceso Del Cemento, Cementos ProgresoGerardo SuazoAún no hay calificaciones
- Pozo TrabajoDocumento8 páginasPozo TrabajoAnderson Deneby VillacrizAún no hay calificaciones
- Proyecto de Materiales 1 ParcialDocumento7 páginasProyecto de Materiales 1 ParcialRamirez Perez Gerardo 2BAún no hay calificaciones
- 1.2 Acu Obras Exteriores PDFDocumento34 páginas1.2 Acu Obras Exteriores PDFElías Servantes EduardoAún no hay calificaciones
- Altecrete - MineCrete S3 Documento Técnico de Hormigón Proyectado Híbrido FrancésDocumento12 páginasAltecrete - MineCrete S3 Documento Técnico de Hormigón Proyectado Híbrido FrancésJason BorejszoAún no hay calificaciones
- Inspecciones de parrillas y planchas de aceroDocumento14 páginasInspecciones de parrillas y planchas de aceroestebanalarcon100% (4)
- Folleto Cocinas Linea EuropaDocumento2 páginasFolleto Cocinas Linea EuropaLuisOdriozolaAún no hay calificaciones
- Paneles-Jorge Luis Callupe AlvinoDocumento4 páginasPaneles-Jorge Luis Callupe AlvinoGaby Diaz PujayAún no hay calificaciones
- DeckDocumento8 páginasDeckEzequiel De Biase100% (1)
- E 2Documento1 páginaE 2arcosvazquezaaronAún no hay calificaciones
- ABP - Materiales MetálicosDocumento7 páginasABP - Materiales Metálicososcar intriagoAún no hay calificaciones
- Investigacion de Clasificacion de Los MaterialesDocumento19 páginasInvestigacion de Clasificacion de Los MaterialesHernan MejiaAún no hay calificaciones
- Catalogo CherokeeDocumento28 páginasCatalogo CherokeeFederico VazquezAún no hay calificaciones
- Crono. Actualizado Valorizado Modulo VDocumento7 páginasCrono. Actualizado Valorizado Modulo VLudy SansAún no hay calificaciones
- 2 - Arquitectonico Acu PartidasDocumento46 páginas2 - Arquitectonico Acu PartidasJavier Rodri100% (1)
- Catalogo de Productos Casa FerreteraDocumento426 páginasCatalogo de Productos Casa FerreteraPablo RestrepoAún no hay calificaciones
- Defensa Civil inspección técnica informeDocumento21 páginasDefensa Civil inspección técnica informeJose Peche Castro100% (1)
- Lana de VidrioDocumento2 páginasLana de VidrioKat UwuwuAún no hay calificaciones
- Designacion ConductoresDocumento8 páginasDesignacion ConductoresAnonymous 4m0gtOZranAún no hay calificaciones
- 4.16.cronograma ValorizadoDocumento13 páginas4.16.cronograma ValorizadoErick MorenoAún no hay calificaciones
- Items Nuevos 2Documento2 páginasItems Nuevos 2Omar Fuentes RiosAún no hay calificaciones
- 0.12 Pisos VariosDocumento36 páginas0.12 Pisos VariosLuis VilcañaupaAún no hay calificaciones
- Informe 01Documento12 páginasInforme 01Milton V. FerAún no hay calificaciones