También podría gustarte
- PRESUPUESTOSDocumento11 páginasPRESUPUESTOSMario JaqueAún no hay calificaciones
- Los 7 Espíritu Que Operan en Los RebeldesDocumento3 páginasLos 7 Espíritu Que Operan en Los Rebeldesedwin enrique orozco tarazonaAún no hay calificaciones
- Concepto o Definición de La Partida de INVENTARIODocumento8 páginasConcepto o Definición de La Partida de INVENTARIOSussette BaezAún no hay calificaciones
- Iv.5 Herramientas y Técnicas de Planeación PDFDocumento6 páginasIv.5 Herramientas y Técnicas de Planeación PDFpcnueve100% (2)
- Calcule El Importe de La Renta Constante Que Colocada Al Final de Cada Trimestre Durante 4 Años Permite Constituir Un Monto de 20000 UmDocumento12 páginasCalcule El Importe de La Renta Constante Que Colocada Al Final de Cada Trimestre Durante 4 Años Permite Constituir Un Monto de 20000 UmYalta Durand Jorge50% (2)
- Psu GeometriaDocumento10 páginasPsu GeometriaCarolina Noemi Carrasco BarreraAún no hay calificaciones
- Manejo Intermedio de La Herramienta de Hojas de CalculoDocumento3 páginasManejo Intermedio de La Herramienta de Hojas de CalculoJEANNI MILEY LIZCANO MONTESAún no hay calificaciones
- Tarea 5 - Evaluación Final Gestion TecnologicaDocumento13 páginasTarea 5 - Evaluación Final Gestion TecnologicaYUDY VIVIANA OSPIANAún no hay calificaciones
- Planeamiento y Control de InventariosDocumento2 páginasPlaneamiento y Control de InventariosMarjurith GamarraAún no hay calificaciones
- Control y Contabilización de Los MaterialesDocumento19 páginasControl y Contabilización de Los MaterialesYanairy Carolina Carrion Soriano100% (2)
- Documento 4Documento6 páginasDocumento 4Gabriela SHAún no hay calificaciones
- Estructura de Los Costos de ComercializaciónDocumento4 páginasEstructura de Los Costos de ComercializaciónMilton Stewar Carrillo UrbinaAún no hay calificaciones
- Monografía de Escalas de MediciónDocumento14 páginasMonografía de Escalas de MediciónGrecia GonzalezAún no hay calificaciones
- Informe Sobre Valorizacion de Los Inventarios.Documento8 páginasInforme Sobre Valorizacion de Los Inventarios.Ann RequenaAún no hay calificaciones
- Marco TributarioDocumento15 páginasMarco TributarioLucila Marinelly Aldana ParraAún no hay calificaciones
- Conclusiones System ContableDocumento15 páginasConclusiones System ContableHelmersAucaMendozaAún no hay calificaciones
- Proyecto GazpachosDocumento9 páginasProyecto GazpachosRoy ATAún no hay calificaciones
- Ensayo de Inventario de MercanciaDocumento3 páginasEnsayo de Inventario de MercanciaMargarita AmayaAún no hay calificaciones
- Los Métodos de Valoración de InventariosDocumento5 páginasLos Métodos de Valoración de Inventariosjineth martinezAún no hay calificaciones
- Establecimiento de Los EstandaresDocumento5 páginasEstablecimiento de Los EstandaresCesar Yvan Facundo PuellesAún no hay calificaciones
- Mof Analista de Almacen V3Documento5 páginasMof Analista de Almacen V3GABRIELA CAMAYO HINOSTROZAAún no hay calificaciones
- Sistema LogisticoDocumento27 páginasSistema LogisticoWilliam GonzalesAún no hay calificaciones
- Unidad I Introduccion Al IvaDocumento25 páginasUnidad I Introduccion Al IvaMaría José GalleguillosAún no hay calificaciones
- Tasa Interna de RetornoDocumento6 páginasTasa Interna de RetornoCindy Lopez SedanoAún no hay calificaciones
- Contabilidad de Costos IIDocumento59 páginasContabilidad de Costos IIEduardo Zamorano Ignacio100% (1)
- Valuacion de ExistenciasDocumento14 páginasValuacion de ExistenciasEriic Leyva RoblesAún no hay calificaciones
- Providencia Administrativa Criterios Contables - Determinación de Precios JustosDocumento4 páginasProvidencia Administrativa Criterios Contables - Determinación de Precios JustosMarisol GalindezAún no hay calificaciones
- Presupuesto de Compras de Materias PrimaDocumento14 páginasPresupuesto de Compras de Materias PrimaBazán RafaAún no hay calificaciones
- Tipos de InventarioDocumento3 páginasTipos de Inventarioluisa reyesAún no hay calificaciones
- Ciclo ContableDocumento12 páginasCiclo ContableBetty Ynsfran100% (1)
- Control de InventariosDocumento10 páginasControl de InventariosIvan Van Der VaartAún no hay calificaciones
- Responsabilidad de La AuditoriaDocumento19 páginasResponsabilidad de La AuditoriaMaayra Diiane HCAún no hay calificaciones
- Seminario de Grado Presentacion AdministracionDocumento85 páginasSeminario de Grado Presentacion AdministracionMushing RodríguezAún no hay calificaciones
- TallerDocumento10 páginasTallerdianaflakAún no hay calificaciones
- Tarea 14 ADPDocumento1 páginaTarea 14 ADPJose C PradoAún no hay calificaciones
- La Carga FabrilDocumento4 páginasLa Carga FabrilLuis NaveaAún no hay calificaciones
- Presupuesto de Ventas Teoria y PracticaDocumento2 páginasPresupuesto de Ventas Teoria y PracticaAnthony Hurtado GutierrezAún no hay calificaciones
- Administración Financiera de InventariosDocumento7 páginasAdministración Financiera de InventariosAbnerYacAún no hay calificaciones
- Quiz # 2Documento3 páginasQuiz # 2Carlos Garcia100% (1)
- ADMINISTRACION FINANCIERA Mod. 3Documento10 páginasADMINISTRACION FINANCIERA Mod. 3maria vergaraAún no hay calificaciones
- A. Syllabus de AUDITORÍA ADMINISTRATIVADocumento13 páginasA. Syllabus de AUDITORÍA ADMINISTRATIVAEduardo SosaAún no hay calificaciones
- Informe Sobre InventarioDocumento6 páginasInforme Sobre InventarioYsbelia AceitunoAún no hay calificaciones
- Auditoria Financiera PDF-curso Nuevo Enfoque de AuditoriaDocumento30 páginasAuditoria Financiera PDF-curso Nuevo Enfoque de AuditoriaMoi Aliaga100% (4)
- NAGAS ResumenDocumento2 páginasNAGAS ResumenLuis MoralesAún no hay calificaciones
- Compras en El Sector PublicoDocumento9 páginasCompras en El Sector PublicoCarolina RojiAún no hay calificaciones
- Evaluacion Del Sistema de Control AdministrativoDocumento8 páginasEvaluacion Del Sistema de Control AdministrativoRayb BDAún no hay calificaciones
- Objetivo y Alcance Nic 8.Documento1 páginaObjetivo y Alcance Nic 8.Colombia CompraAún no hay calificaciones
- La Gerencia en Un Mercado GlobalizadoDocumento5 páginasLa Gerencia en Un Mercado Globalizadolola smihAún no hay calificaciones
- Métodos de Valoración de InventariosDocumento2 páginasMétodos de Valoración de InventariosCaPeJoselitoAún no hay calificaciones
- Representantes Autorizados Del Iso 9000 Requerimiento para Su Cumplimiento Pautas A Considerar para Desarrollar Los EstándaresDocumento20 páginasRepresentantes Autorizados Del Iso 9000 Requerimiento para Su Cumplimiento Pautas A Considerar para Desarrollar Los EstándaresSergio Gonzalo Tucto Baquedano100% (1)
- Cuarto Escenario Revisoria FiscalDocumento16 páginasCuarto Escenario Revisoria FiscalALICIA CAROLINA PATIÑO ROMEROAún no hay calificaciones
- Contabilidad MODULARDocumento35 páginasContabilidad MODULAREdwar VasquezAún no hay calificaciones
- Caja ChicaDocumento4 páginasCaja ChicaCarMel ASAún no hay calificaciones
- Auditoria de InventarioDocumento13 páginasAuditoria de InventarioKenethCajas100% (1)
- Principios y Practicas Contables de La Presentacion y Evaluacion de Los Activos Fijos Auditotia IIDocumento10 páginasPrincipios y Practicas Contables de La Presentacion y Evaluacion de Los Activos Fijos Auditotia IILiss VegasAún no hay calificaciones
- Historia de La LogisticaDocumento24 páginasHistoria de La LogisticaJennyfer Giraldez Coro100% (2)
- Flujo de Caja OperacionalDocumento3 páginasFlujo de Caja OperacionalCamilo RojasAún no hay calificaciones
- Supervision en El Proceso de AuditoriaDocumento16 páginasSupervision en El Proceso de AuditoriaCristopher Alexander Fernandez AlarconAún no hay calificaciones
- Contabilidad de Costos PesquerosDocumento12 páginasContabilidad de Costos PesquerosFiorela Rosales100% (2)
- Inventario de Productos TerminadosDocumento18 páginasInventario de Productos TerminadosMarutzia LuqueAún no hay calificaciones
- Proyecto Final EconomiaDocumento21 páginasProyecto Final EconomiaLluvia Linnett Martinez ResendizAún no hay calificaciones
- Planeamiento y Control de InventariosDocumento5 páginasPlaneamiento y Control de InventariosMEDALY PERALTA DELGADOAún no hay calificaciones
- Planeamiento y Control de InventariosDocumento8 páginasPlaneamiento y Control de InventariosJeico 2020Aún no hay calificaciones
- Planeamiento y Control de InventariosDocumento16 páginasPlaneamiento y Control de InventariosabyAún no hay calificaciones
- Metodo SimplexDocumento8 páginasMetodo SimplexJONATHAN BONIFAZAún no hay calificaciones
- HW321 01Documento4 páginasHW321 01Samuel Del valleAún no hay calificaciones
- TRABAJODocumento12 páginasTRABAJOAlejandro JFrAún no hay calificaciones
- Limpieza de ElevadoresDocumento10 páginasLimpieza de ElevadoresMarla Alizon Gomez CruzAún no hay calificaciones
- Cuestionario Tema 9Documento4 páginasCuestionario Tema 9miguel hilarioAún no hay calificaciones
- Matriz NormativaDocumento15 páginasMatriz NormativaadrianaAún no hay calificaciones
- Qué Es El BicarbonatoDocumento3 páginasQué Es El BicarbonatoJose david Diaz herreraAún no hay calificaciones
- Diapositivas Gestion de Producto y MarcaDocumento57 páginasDiapositivas Gestion de Producto y MarcaRodriguez AlexanderAún no hay calificaciones
- Plantilla C1N1Documento16 páginasPlantilla C1N1Neferet ValleAún no hay calificaciones
- Problemas Administracion FinancieraDocumento51 páginasProblemas Administracion FinancieraOscar Roberto MolinaAún no hay calificaciones
- Actividad 5. Empresas Que FracasaronDocumento10 páginasActividad 5. Empresas Que FracasaronMax GutierrezAún no hay calificaciones
- Minicatalogo 2012Documento33 páginasMinicatalogo 2012Hugo Rosano MoralesAún no hay calificaciones
- Resumen de TLCDocumento5 páginasResumen de TLCJulio de LeonAún no hay calificaciones
- Lineamientos SEPA Inglés Online - 2020Documento5 páginasLineamientos SEPA Inglés Online - 2020juba_juba2Aún no hay calificaciones
- Cartel Capacidades EPT-3ºDocumento2 páginasCartel Capacidades EPT-3ºGuzmán Luque L.Aún no hay calificaciones
- Practica HomocineticaDocumento4 páginasPractica HomocineticaEsteban Vasconez100% (1)
- Practico de SuelosDocumento24 páginasPractico de SuelosLuis Fernando Sanchez RojasAún no hay calificaciones
- PDF View MediaDocumento2 páginasPDF View MediaSusana CheuquetaAún no hay calificaciones
- Actividad 7 PresupuestosDocumento5 páginasActividad 7 PresupuestosJenifer Fajardo100% (2)
- Create Database FarmaciaDocumento7 páginasCreate Database FarmaciaoliverAún no hay calificaciones
- Plan de ContingenciaDocumento39 páginasPlan de ContingenciaSUSAN ESTEFANY BARRA CALLOAPAZAAún no hay calificaciones
- Instalación y Configuración de Postfix en UbuntuDocumento27 páginasInstalación y Configuración de Postfix en UbuntuChristian AyaAún no hay calificaciones
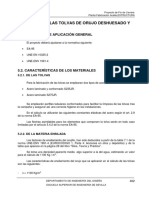
- TOMO+II/IV 5 Cálculo+de+las+tolvas+de+orujo+deshuesado+y+orujilloDocumento27 páginasTOMO+II/IV 5 Cálculo+de+las+tolvas+de+orujo+deshuesado+y+orujilloMauricio MpintoAún no hay calificaciones
- Manual de Como Configurar El Comodo FirewallDocumento7 páginasManual de Como Configurar El Comodo FirewalladrianAún no hay calificaciones
- CSIF Triptico Complemento Pensiones Clases Pasivas Del EstadoDocumento2 páginasCSIF Triptico Complemento Pensiones Clases Pasivas Del EstadoDamian PazosAún no hay calificaciones
- PODEROSADocumento37 páginasPODEROSAJersonEduardoCarreñoRiveraAún no hay calificaciones