También podría gustarte
- Serie de Ejercicios de Conductimetria 2073Documento14 páginasSerie de Ejercicios de Conductimetria 20731MAX1100% (1)
- UntitledDocumento480 páginasUntitledelaAún no hay calificaciones
- Ilona Andrews. - Innkeeper Chronicles 4.5 - Sweep With MeDocumento136 páginasIlona Andrews. - Innkeeper Chronicles 4.5 - Sweep With MeelaAún no hay calificaciones
- Ficha Tecnica Sistema Hidraulico de Accionamiento Directo TADS Bosch Rexroth HagglundsDocumento20 páginasFicha Tecnica Sistema Hidraulico de Accionamiento Directo TADS Bosch Rexroth HagglundselaAún no hay calificaciones
- ACTIVIDAD Potenciomatria Ácido Base PDFDocumento1 páginaACTIVIDAD Potenciomatria Ácido Base PDFelaAún no hay calificaciones
- EstequiometriaDocumento22 páginasEstequiometriaelaAún no hay calificaciones
- Modelo InformeDocumento1 páginaModelo InformeelaAún no hay calificaciones
- Taller Lipidos PDFDocumento3 páginasTaller Lipidos PDFelaAún no hay calificaciones
- Lipidos PDFDocumento63 páginasLipidos PDFelaAún no hay calificaciones
- Taller Lipidos PDFDocumento3 páginasTaller Lipidos PDFelaAún no hay calificaciones
- Taller CarbohidratosDocumento3 páginasTaller CarbohidratoselaAún no hay calificaciones
- Thomas JR 12ed Calculo I Capitulo 6Documento53 páginasThomas JR 12ed Calculo I Capitulo 6Henry Sullca CcorahuaAún no hay calificaciones
- Clase 5a CarbohidratosDocumento54 páginasClase 5a CarbohidratoselaAún no hay calificaciones
- Modelo InformeDocumento1 páginaModelo InformeelaAún no hay calificaciones
- Ejercicios PotenciomentriaDocumento2 páginasEjercicios PotenciomentriaANGIE ARLETTE HIDALGO APAZAAún no hay calificaciones
- Ejercicios PotenciomentriaDocumento2 páginasEjercicios PotenciomentriaANGIE ARLETTE HIDALGO APAZAAún no hay calificaciones
- Wuolah-Free-Preguntas POTENCIOMETRÍA PDFDocumento4 páginasWuolah-Free-Preguntas POTENCIOMETRÍA PDFelaAún no hay calificaciones
- Ejercicios de Potenciometria Tarea2Documento1 páginaEjercicios de Potenciometria Tarea2elaAún no hay calificaciones
- Wuolah-Resumen 11 PotenciometríaDocumento4 páginasWuolah-Resumen 11 PotenciometríaelaAún no hay calificaciones
- Ejercicios PotenciomentriaDocumento2 páginasEjercicios PotenciomentriaANGIE ARLETTE HIDALGO APAZAAún no hay calificaciones
- Wuolah-Resumen 11 PotenciometríaDocumento4 páginasWuolah-Resumen 11 PotenciometríaelaAún no hay calificaciones
- Problemas Electroanalisis2010 11Documento12 páginasProblemas Electroanalisis2010 11John Quintana HuamaliesAún no hay calificaciones
- Actividad Complementaria 1Documento3 páginasActividad Complementaria 1elaAún no hay calificaciones
- Ejercicios de Potenciometria Tarea2Documento1 páginaEjercicios de Potenciometria Tarea2elaAún no hay calificaciones
- Ejercicios PotenciomentriaDocumento2 páginasEjercicios PotenciomentriaANGIE ARLETTE HIDALGO APAZAAún no hay calificaciones
- Actividad Complementaria - Potenciometría de HalurosDocumento1 páginaActividad Complementaria - Potenciometría de HaluroselaAún no hay calificaciones
- Clase 5 ACIDOS CARBOXILICOSDocumento49 páginasClase 5 ACIDOS CARBOXILICOSelaAún no hay calificaciones
- Serie 5Documento1 páginaSerie 5elaAún no hay calificaciones
- Modelo InformeDocumento1 páginaModelo InformeelaAún no hay calificaciones
- Taller 2 Quimica Organica II Ago Dic 2016 - AcidosDerivadosDocumento6 páginasTaller 2 Quimica Organica II Ago Dic 2016 - AcidosDerivadosFernanda BuilaAún no hay calificaciones
- Especificaciones Tecnicas - Mejoramiento de Plaza PecuariaDocumento173 páginasEspecificaciones Tecnicas - Mejoramiento de Plaza PecuariaDaniel Sánchez100% (1)
- ManualDocumento16 páginasManualAlejandraAún no hay calificaciones
- CF Ahumada MCDocumento176 páginasCF Ahumada MCckinastAún no hay calificaciones
- Generalidades de La MaderaDocumento55 páginasGeneralidades de La MaderaRoberto Carlos Cornejo PalominoAún no hay calificaciones
- Catalizador Universal Max-SeguridadDocumento14 páginasCatalizador Universal Max-SeguridadAndres SantanaAún no hay calificaciones
- Evaluación de Los Valores para El Coeficiente de Disipación de EnergíaDocumento15 páginasEvaluación de Los Valores para El Coeficiente de Disipación de EnergíaJuan Mario Guevara PenarandaAún no hay calificaciones
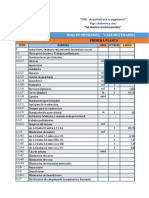
- Hoja de Metrados Casa Multifamiliar 1Documento14 páginasHoja de Metrados Casa Multifamiliar 1Alfredo AlfreditoAún no hay calificaciones
- Cálculo de Transformador e Instalación de Herrajería en Un Poste de DistribuciónDocumento3 páginasCálculo de Transformador e Instalación de Herrajería en Un Poste de Distribuciónjaime andres huergo mottaAún no hay calificaciones
- Temario Operador GRua PlumaDocumento6 páginasTemario Operador GRua Plumakjulior100% (1)
- Teoría de FeretDocumento11 páginasTeoría de FeretAdrian Casas CoronadoAún no hay calificaciones
- Afilado de BurilDocumento13 páginasAfilado de Burilʙᴀʀʀɪᴏs ᴍᴀʀᴛɪ́ɴᴇᴢ ᴍɪᴄʜᴇʟAún no hay calificaciones
- Informe No 001-2021-IEI-FIC-UNCP Plan de Trabajo Año 2021 AAMPDocumento8 páginasInforme No 001-2021-IEI-FIC-UNCP Plan de Trabajo Año 2021 AAMPEros Alvin Airthon Damas QuispeAún no hay calificaciones
- Caso - Almacenes UniversalesDocumento4 páginasCaso - Almacenes UniversalesIsabel DueñasAún no hay calificaciones
- Mantenimiento Mecanico de Valvulas y Auxiliares de La Planta Concentradora - HudbayDocumento34 páginasMantenimiento Mecanico de Valvulas y Auxiliares de La Planta Concentradora - HudbayGabriel PozoAún no hay calificaciones
- EscalerasDocumento13 páginasEscalerasJenny Vanessa Rojas LasoAún no hay calificaciones
- Evaluacion Cargo OperarioDocumento9 páginasEvaluacion Cargo OperarioEdwin Alfonso Gonzalez EscobarAún no hay calificaciones
- Rombo de SeguridadDocumento8 páginasRombo de SeguridadGerman JuarezAún no hay calificaciones
- Hoja - Seguridad TRABASIL VA3 PDFDocumento5 páginasHoja - Seguridad TRABASIL VA3 PDFMartin SoAún no hay calificaciones
- Unidad 2Documento26 páginasUnidad 2Angeles GonzalezAún no hay calificaciones
- M - 12354-FDV-Campana Elegance 2.0Documento9 páginasM - 12354-FDV-Campana Elegance 2.0oliver portAún no hay calificaciones
- Listas de Chequeo Epp AlturasDocumento9 páginasListas de Chequeo Epp AlturasDavid GonzalezAún no hay calificaciones
- Pircc Actualizado 16.08.2019Documento635 páginasPircc Actualizado 16.08.2019Ray Erickson Chavez ValerioAún no hay calificaciones
- Carrier Utc 2018 PDFDocumento93 páginasCarrier Utc 2018 PDFfrancisco bujeque perezAún no hay calificaciones
- Reporte Fotografico GOTERAS - 25!06!21 ConstructoDocumento20 páginasReporte Fotografico GOTERAS - 25!06!21 ConstructojulioAún no hay calificaciones
- Cinytec PreciosDocumento2 páginasCinytec PreciosAixa RossiAún no hay calificaciones
- La Petroquímica en BoliviaDocumento5 páginasLa Petroquímica en BoliviaAleckxxsAún no hay calificaciones
- Lab 4-Ricardo MendietaDocumento8 páginasLab 4-Ricardo MendietaRicardo MendietaAún no hay calificaciones
- Evidencia 3 de Producto RAP5 EV03 Propuesta Escrita de Acciones Preventivas y Correctivas A No Conformidad DetectadaDocumento1 páginaEvidencia 3 de Producto RAP5 EV03 Propuesta Escrita de Acciones Preventivas y Correctivas A No Conformidad DetectadaMiguel BenavidesAún no hay calificaciones
- La Tecnología GOLDD EspañolDocumento3 páginasLa Tecnología GOLDD EspañolEddy Norman Benites DelgadoAún no hay calificaciones
- El Efecto de La Presión AtmosféricaDocumento3 páginasEl Efecto de La Presión AtmosféricaKarlita DazaAún no hay calificaciones