También podría gustarte
- Gráficas de Control para Atributos - Carta P..Documento5 páginasGráficas de Control para Atributos - Carta P..FATIMA JAZMIN ANDALON GARCIAAún no hay calificaciones
- Trabajo de CampoDocumento5 páginasTrabajo de CampochristianAún no hay calificaciones
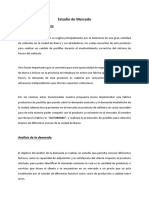
- Ejemplo Estudio de MercadoDocumento22 páginasEjemplo Estudio de MercadoRichar HernándezAún no hay calificaciones
- Control de Calidad de La Leche - Practica #01Documento16 páginasControl de Calidad de La Leche - Practica #01ljxxxx50% (2)
- Los Chamanes de Mexico Vol 6Documento200 páginasLos Chamanes de Mexico Vol 6ruven333100% (22)
- Acuerdo Ministerial Aranceles PDFDocumento18 páginasAcuerdo Ministerial Aranceles PDFErnesto MedinaAún no hay calificaciones
- Lab 1. PresiónDocumento4 páginasLab 1. PresióncamilosAún no hay calificaciones
- Formulario para Revisión de Estudios HidrosanitariosDocumento2 páginasFormulario para Revisión de Estudios HidrosanitariosEstebanAún no hay calificaciones
- Iso 9001 2015Documento14 páginasIso 9001 2015Diana Lucia MorantesAún no hay calificaciones
- NTE INEN 0503-86 (Prueba Hidrostatica Tuberia PLastica 2) PDFDocumento6 páginasNTE INEN 0503-86 (Prueba Hidrostatica Tuberia PLastica 2) PDFJuan Carlos RiveraAún no hay calificaciones
- Apuntes de Sistemas de Producción para Ingenieros Industriales V.1.Documento155 páginasApuntes de Sistemas de Producción para Ingenieros Industriales V.1.LaloAún no hay calificaciones
- FMECA APLICADO Al PRIMER SISTEMADE INSPECCION MOTOCICLETA YAMAHA XTZ 125 CC - EntregaDocumento18 páginasFMECA APLICADO Al PRIMER SISTEMADE INSPECCION MOTOCICLETA YAMAHA XTZ 125 CC - EntregaAdrian danilo roperoAún no hay calificaciones
- Examen Tecnologia Del Gas UAP DUEDDocumento5 páginasExamen Tecnologia Del Gas UAP DUEDMarjorie Medina RojasAún no hay calificaciones
- Laboratorio No.6-Calor Especifico PDFDocumento3 páginasLaboratorio No.6-Calor Especifico PDFRamiro CabreraAún no hay calificaciones
- Descargar CYPE 2013mDocumento2 páginasDescargar CYPE 2013mpapatvAún no hay calificaciones
- Diagrama de Materias PrimasDocumento1 páginaDiagrama de Materias PrimasJ REDSAún no hay calificaciones
- IntraemprendimientoDocumento6 páginasIntraemprendimientoSergio Andrés Robles100% (1)
- Mejora Continua DemingDocumento148 páginasMejora Continua DemingLlerwiBalvbinAún no hay calificaciones
- Cómo Leer Un Manómetro de Columna de AguaDocumento1 páginaCómo Leer Un Manómetro de Columna de AguaRichard Melo FigueroaAún no hay calificaciones
- Tesis Luis Yanallaye ArandaDocumento107 páginasTesis Luis Yanallaye ArandaLuis Enrique Yanallaye ArandaAún no hay calificaciones
- Mantenimiento IndustrialDocumento20 páginasMantenimiento IndustrialVinicio RodriguezAún no hay calificaciones
- Análisis 5w+1HDocumento7 páginasAnálisis 5w+1HCisneroxAún no hay calificaciones
- Flujo de CajaDocumento114 páginasFlujo de CajaClaudio VargasAún no hay calificaciones
- Planeamiento de MarelDocumento18 páginasPlaneamiento de MarelManuel Silva RiquelmeAún no hay calificaciones
- Presentación Teoría de RestriccionesDocumento107 páginasPresentación Teoría de RestriccionesAileen KarinaAún no hay calificaciones
- Mantenimiento Productivo Ing IndustrialDocumento151 páginasMantenimiento Productivo Ing IndustrialramiroAún no hay calificaciones
- PFC Miguel Ramos RodriguezDocumento115 páginasPFC Miguel Ramos Rodriguezrociorubiano19Aún no hay calificaciones
- Matriz Marco Logico2Documento2 páginasMatriz Marco Logico2Jessenia Alcantara DiazAún no hay calificaciones
- Proyecto Tesis Con Las Intro Terminar Este!!!Documento73 páginasProyecto Tesis Con Las Intro Terminar Este!!!Sebastián AhumadaAún no hay calificaciones
- Higiene, Seguridad y ErgonomiaDocumento33 páginasHigiene, Seguridad y ErgonomiaNathalia UzcateguiAún no hay calificaciones
- Evaluación Producto Académico PA 03 - 2019-10Documento7 páginasEvaluación Producto Académico PA 03 - 2019-10Dante FrancescoAún no hay calificaciones
- TesinaDocumento57 páginasTesinajhongeralpeAún no hay calificaciones
- Diseño de Plantas IndustrialesDocumento24 páginasDiseño de Plantas IndustrialesJosé Flores IbarraAún no hay calificaciones
- Modelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresDocumento105 páginasModelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresIvan DumontAún no hay calificaciones
- Estadistica Ejercicio 41Documento2 páginasEstadistica Ejercicio 41dantonqfAún no hay calificaciones
- La Norma Une - Iso 28000Documento2 páginasLa Norma Une - Iso 28000Gabino Villa DelaVegaAún no hay calificaciones
- Proyecto Final 2020 - Produccion de Queso RalladoDocumento306 páginasProyecto Final 2020 - Produccion de Queso RalladoYuberli MarquezAún no hay calificaciones
- Vasquez Christian Estudio Pre Factibilidad Fast Food Comida Lima Metropolitana PDFDocumento194 páginasVasquez Christian Estudio Pre Factibilidad Fast Food Comida Lima Metropolitana PDFWillianAún no hay calificaciones
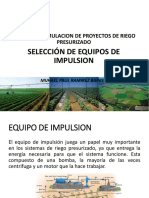
- Seleccion de Equipos de ImpulsionDocumento70 páginasSeleccion de Equipos de ImpulsionMijhael Paul Ramirez BarretoAún no hay calificaciones
- Sistema de Fabricación Flexible (FMS) 1 (AutoRecovered) FinalDocumento71 páginasSistema de Fabricación Flexible (FMS) 1 (AutoRecovered) FinalAle QuispeAún no hay calificaciones
- Pauta EVALUACION N°2 Simulación Procesos 1-2022Documento3 páginasPauta EVALUACION N°2 Simulación Procesos 1-2022Tienda SagradoAún no hay calificaciones
- FLUJÓMETROSDocumento7 páginasFLUJÓMETROSAldrinTorrezChallapaAún no hay calificaciones
- Proyecto Integrador.Documento28 páginasProyecto Integrador.Martin Edgardo Yañez TinocoAún no hay calificaciones
- Mantenimiento IndustrialDocumento38 páginasMantenimiento Industrialjesus_mm9701Aún no hay calificaciones
- Gestor de Planos - Sheet Set ManagerDocumento22 páginasGestor de Planos - Sheet Set Managerjaime_contreras_4Aún no hay calificaciones
- Anteproyecto de Implementación de Herramientas Lean en Una Empresa AlimenticiaDocumento11 páginasAnteproyecto de Implementación de Herramientas Lean en Una Empresa AlimenticiaDiego Alejandro Rojas garcia100% (1)
- Estructura Del ProyectoDocumento6 páginasEstructura Del ProyectoAlfredo De la CruzAún no hay calificaciones
- Formato Canvas Ideas de NegocioDocumento3 páginasFormato Canvas Ideas de NegocioYesica Alejandra CortesAún no hay calificaciones
- Curso Diseño de Instalaciones IndustrialesDocumento2 páginasCurso Diseño de Instalaciones Industrialesramirinho9Aún no hay calificaciones
- Proyecto de Innovacion Culminado 2019Documento63 páginasProyecto de Innovacion Culminado 2019jeanpierre denilsonAún no hay calificaciones
- Sesion 2.1 Proced. Medir El TrabajoDocumento67 páginasSesion 2.1 Proced. Medir El TrabajoCarolaimHerreraVillafuerteAún no hay calificaciones
- Componentes de La Gestion AmbientalDocumento4 páginasComponentes de La Gestion AmbientalNadia RomeroAún no hay calificaciones
- Gestion Inventarios y Almacenamiento Primer EntregaDocumento11 páginasGestion Inventarios y Almacenamiento Primer EntregageredorAún no hay calificaciones
- 5 Teorias y Enfoques Del DesarrolloDocumento164 páginas5 Teorias y Enfoques Del DesarrolloJonathan VasquezAún no hay calificaciones
- Juan José Pérez González1 Juan José Pérez González2 Juan José Pérez González3Documento45 páginasJuan José Pérez González1 Juan José Pérez González2 Juan José Pérez González3Marcelo IgnacioAún no hay calificaciones
- Protocolo Calibración de BalanzasDocumento14 páginasProtocolo Calibración de BalanzasMarioAvella100% (1)
- Reducir El Porcentaje de Emisión de Co2 en Las Panaderías GDocumento1 páginaReducir El Porcentaje de Emisión de Co2 en Las Panaderías GJasonMendietaBurgosAún no hay calificaciones
- 1 Procesos IndustrialesDocumento24 páginas1 Procesos IndustrialesJuan Carlos Maita VillegasAún no hay calificaciones
- PROCESOSDocumento4 páginasPROCESOSКуэнка МануэлAún no hay calificaciones
- Muestreo para Aceptación de LotesDocumento10 páginasMuestreo para Aceptación de LotesSandra P MorelAún no hay calificaciones
- (PDF) Control Estadistico de La Calidad - CompressDocumento112 páginas(PDF) Control Estadistico de La Calidad - CompressArakumHanAún no hay calificaciones
- Trabajo Muestreo de AceptaciónDocumento15 páginasTrabajo Muestreo de AceptaciónJesus Rincon0% (1)
- Marco TeóricoDocumento7 páginasMarco TeóricoMaria Guerra OspinoAún no hay calificaciones
- Ingenieria I #3 ReologiaDocumento11 páginasIngenieria I #3 ReologialjxxxxAún no hay calificaciones
- Ficha Tecnica - N MembrilloDocumento3 páginasFicha Tecnica - N MembrilloljxxxxAún no hay calificaciones
- Sistemas de InspecciónDocumento7 páginasSistemas de Inspecciónljxxxx100% (2)
- Determinacion de Viscosidad de Fluidos Newtonionanos y No NewtonianosDocumento12 páginasDeterminacion de Viscosidad de Fluidos Newtonionanos y No NewtonianosljxxxxAún no hay calificaciones
- Diagrama de Flujo de Queso FrescoDocumento9 páginasDiagrama de Flujo de Queso Frescoljxxxx0% (1)
- Microorganismos de Importancia en La Leche CrudaDocumento13 páginasMicroorganismos de Importancia en La Leche CrudaljxxxxAún no hay calificaciones
- Trabajo Final de Tecnologia HamburguesasDocumento35 páginasTrabajo Final de Tecnologia Hamburguesasljxxxx100% (2)
- Guía de Actividades y Rúbrica de Evaluación - Unidad 3 - Paso 4 - Descripción de La InformaciónDocumento15 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 3 - Paso 4 - Descripción de La InformaciónDaniel Sebastian Sierra QuevedoAún no hay calificaciones
- Trabajo Aplicado Estadistica Inferencial Final Con RecomendacionesDocumento33 páginasTrabajo Aplicado Estadistica Inferencial Final Con RecomendacionesAntonio Chumpitaz Julca100% (1)
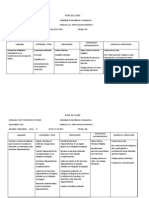
- Plan de Clase PracticaDocumento5 páginasPlan de Clase PracticaHugo Andres Coronel QuiñonezAún no hay calificaciones
- Diferencia Entre La Imagen de Mapa de Bits e Imagen VectorialDocumento1 páginaDiferencia Entre La Imagen de Mapa de Bits e Imagen VectorialGeorge RomeroAún no hay calificaciones
- Trabajo Encargado EstaticaDocumento16 páginasTrabajo Encargado Estaticajord4n17hcAún no hay calificaciones
- Pratica Calificada Com 23-04Documento2 páginasPratica Calificada Com 23-04Sebastian Alayo CumpenAún no hay calificaciones
- Figuras GeométricasDocumento11 páginasFiguras Geométricasbernardita2588Aún no hay calificaciones
- Práctica No. 5. Método de JobDocumento7 páginasPráctica No. 5. Método de JobNicolas VelásquezAún no hay calificaciones
- Estabilidad de Taludes - ConclusionesDocumento45 páginasEstabilidad de Taludes - ConclusionesCarlos S. Alviz Pacco100% (1)
- Metodo SingapurDocumento2 páginasMetodo SingapurJazmin Morales Calvo100% (1)
- Diferencial, Regla de La CadenaDocumento22 páginasDiferencial, Regla de La CadenaSEBASTIAN GUSTAVO SICCHA AQUINOAún no hay calificaciones
- Funcion DV RUC ParaguayDocumento3 páginasFuncion DV RUC ParaguayFernando MartinezAún no hay calificaciones
- Voces de MandoDocumento8 páginasVoces de Mandojoseti275Aún no hay calificaciones
- Competencias Generias MatematicasDocumento17 páginasCompetencias Generias MatematicasJuan Pablo HernandezAún no hay calificaciones
- Investigación de Operaciones 1: Solución de Problemas de Programación Dinámica Con Funciones RecursivasDocumento27 páginasInvestigación de Operaciones 1: Solución de Problemas de Programación Dinámica Con Funciones Recursivasbryan ryesAún no hay calificaciones
- 11737d027ef53d1794d3f6be9c4a69f9Documento5 páginas11737d027ef53d1794d3f6be9c4a69f9JorgeAún no hay calificaciones
- Influencia de Polos y CerosDocumento6 páginasInfluencia de Polos y Ceroscleverman1Aún no hay calificaciones
- Vibra3 Uni 2020-1Documento11 páginasVibra3 Uni 2020-1JUAN DANIEL VASQUEZ RENGIFOAún no hay calificaciones
- 1.3.3 Dimensionamiento de Valvulas de GloboDocumento15 páginas1.3.3 Dimensionamiento de Valvulas de GloboMauricio ZequeidaAún no hay calificaciones
- Guia de MatematicasDocumento6 páginasGuia de MatematicasMaría Elizabeth Jadán DíazAún no hay calificaciones
- Gua G-9 Circunferencia y Crculo IDocumento12 páginasGua G-9 Circunferencia y Crculo IBernardita CaceresAún no hay calificaciones
- 2 Personas Calibración Radiométrica y Corrección AtmosféricaDocumento24 páginas2 Personas Calibración Radiométrica y Corrección Atmosféricaguadalupe rodriguesAún no hay calificaciones
- Resumen Capítulo 4 - Imagen Movimiento - DeleuzeDocumento17 páginasResumen Capítulo 4 - Imagen Movimiento - Deleuzeluisi21Aún no hay calificaciones
- II Unidad Introducción A La P.L. I Pac 2019Documento53 páginasII Unidad Introducción A La P.L. I Pac 2019Vanessa LopezAún no hay calificaciones
- 01 - F2 - Temperatura y Calor - 4 - Modelo de Gas Ideal y Propiedades Termodinámicas - ARQDocumento40 páginas01 - F2 - Temperatura y Calor - 4 - Modelo de Gas Ideal y Propiedades Termodinámicas - ARQPATTYAún no hay calificaciones
- Discreta UNMSMDocumento17 páginasDiscreta UNMSMever.avendanoAún no hay calificaciones
- Geodesia Azimut AstronomicoDocumento36 páginasGeodesia Azimut AstronomicoAdriana Michelle100% (1)
- Simulacro CD19 Sesión 2 PDFDocumento4 páginasSimulacro CD19 Sesión 2 PDFSamir david MahechaAún no hay calificaciones