También podría gustarte
- Titulaciones Directas, Indirectas y Por RetrocesoDocumento62 páginasTitulaciones Directas, Indirectas y Por RetrocesoBeatriz Cuadros100% (1)
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 páginasProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- PR-OP 109 - Procedimiento para Decapado y Pasivado de Soldadura en Acero InoxidableDocumento8 páginasPR-OP 109 - Procedimiento para Decapado y Pasivado de Soldadura en Acero InoxidableJonathan Olavarria100% (2)
- Plan de Inspección y PruebasDocumento2 páginasPlan de Inspección y PruebasVeronica Blas Toledo100% (4)
- Pr-Cons-17 Apriete de TornilleriaDocumento10 páginasPr-Cons-17 Apriete de TornilleriajoseAún no hay calificaciones
- PROCEDIMIENTO DE Pintura y ResaneDocumento14 páginasPROCEDIMIENTO DE Pintura y ResaneLUIS CHIPANA100% (1)
- Procedimiento de Nivelacion y Alineacion de MotorGeneradoresDocumento9 páginasProcedimiento de Nivelacion y Alineacion de MotorGeneradoresFernando VallesterosAún no hay calificaciones
- Procedimiento Haz RectoDocumento28 páginasProcedimiento Haz RectoGerardo Noe Sales Montes100% (2)
- Procedimiento para Control DimensionalDocumento7 páginasProcedimiento para Control Dimensionalcarlosenrique21Aún no hay calificaciones
- Procedimiento para La Aplicacion y Reparacion de SoldaduraDocumento27 páginasProcedimiento para La Aplicacion y Reparacion de SoldaduraAlfred Hernandez Mendoza100% (1)
- HLC QC RG 3.0 28 Registro de Resane de PinturaDocumento1 páginaHLC QC RG 3.0 28 Registro de Resane de PinturaManuel JuanAún no hay calificaciones
- Asme B31PDocumento26 páginasAsme B31Phenry091289100% (1)
- Procedimiento de Alivio de TensionesDocumento13 páginasProcedimiento de Alivio de TensionesAnonymous wuvXb0iAún no hay calificaciones
- (P.I.G. 2) 05 - Procedimiento de RoscadoDocumento3 páginas(P.I.G. 2) 05 - Procedimiento de RoscadoAdrian Castilla MesiasAún no hay calificaciones
- Nomenclatura de Mapeo de Juntas en SCOPe Rev01Documento6 páginasNomenclatura de Mapeo de Juntas en SCOPe Rev01JOSE ARMANDO FLOREZ DE LA OSSAAún no hay calificaciones
- Ansi B16.25Documento41 páginasAnsi B16.25sajuro1989100% (1)
- Boletin No 4 Holiday Detector Alto VoltajeDocumento4 páginasBoletin No 4 Holiday Detector Alto VoltajeRonny MorenoAún no hay calificaciones
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 páginasPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Procedimiento Prueba Neumatica EC PCD 050Documento5 páginasProcedimiento Prueba Neumatica EC PCD 050Vicoq100% (1)
- ICMRD-020-P Sandblasting y Pintura de TuberíasDocumento22 páginasICMRD-020-P Sandblasting y Pintura de TuberíasCarlos Sanches100% (2)
- ECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaDocumento2 páginasECP-VIN-P-MET-FT-006 Formato P-7 Precomisionamiento de Tubería - Lista de Chequeo Post-PruebaLeonardo RodriguezAún no hay calificaciones
- PR-PP-14 Procedimiento Corte y Biselado para TuberiaDocumento8 páginasPR-PP-14 Procedimiento Corte y Biselado para TuberiaJavier Lozano AbrilAún no hay calificaciones
- Procedimiento Inspeccion Visual de SoldaDocumento11 páginasProcedimiento Inspeccion Visual de SoldaJonathan Espinoza MejiaAún no hay calificaciones
- Procedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Documento15 páginasProcedimiento de Inspeccion Visual de Soldadura de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Pro-cme-07.Procedimiento Prueba de HermeticidadDocumento6 páginasPro-cme-07.Procedimiento Prueba de HermeticidadCarlo Lara100% (1)
- Logva - Procedimiento de FlushingDocumento6 páginasLogva - Procedimiento de FlushingAndy Sánchez Perea100% (1)
- Procedimiento de Aislamiento TérmicoDocumento10 páginasProcedimiento de Aislamiento TérmicoJ Carlos Diaz PAún no hay calificaciones
- Procedimientos de Pruebas Hidrostaticas-Mario Avalos v3Documento16 páginasProcedimientos de Pruebas Hidrostaticas-Mario Avalos v3Mario Avalos SalazarAún no hay calificaciones
- Bridas - Tabla de Clases Segun Temperatura y Presion PDFDocumento1 páginaBridas - Tabla de Clases Segun Temperatura y Presion PDFSergio PluchinskyAún no hay calificaciones
- Proc para Pintura IndustrialDocumento15 páginasProc para Pintura IndustrialLU1228Aún no hay calificaciones
- Pr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenDocumento7 páginasPr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenJhon CarrionAún no hay calificaciones
- 002.B Mantenimiento A Equipo de Corte en Frio BipartidoDocumento15 páginas002.B Mantenimiento A Equipo de Corte en Frio BipartidoClaudio Israel Godinez SomeraAún no hay calificaciones
- Prueba HidraulicaDocumento21 páginasPrueba HidraulicaJorge Isaac Castillo MedinaAún no hay calificaciones
- MASCOATDocumento1 páginaMASCOAToscarjcoAún no hay calificaciones
- WPS PQR y PQSDocumento9 páginasWPS PQR y PQSFabian AyalaAún no hay calificaciones
- Procedimiento Corte y Rebiselado TuberiaDocumento6 páginasProcedimiento Corte y Rebiselado TuberiaJairo Gonzalez ViloriaAún no hay calificaciones
- Inspección Visual Tuberias de Proceso 2006Documento44 páginasInspección Visual Tuberias de Proceso 2006webs.usuario100% (1)
- ITM 06 Procedimento para Reparacion de PinturaDocumento2 páginasITM 06 Procedimento para Reparacion de PinturaJhoncarlo Peñaloza100% (1)
- Normas para PinturaDocumento2 páginasNormas para PinturaAlex Carrera67% (3)
- Revisión Dossier de Calidad CO3 MECÁNICODocumento13 páginasRevisión Dossier de Calidad CO3 MECÁNICOOBBYF GAMERS0% (1)
- Split TeeDocumento4 páginasSplit TeeVictor Hugo FloresAún no hay calificaciones
- Instructivo de Perfil de AnclajeDocumento3 páginasInstructivo de Perfil de AnclajeJulio HuancaAún no hay calificaciones
- Api 650Documento3 páginasApi 650ferrer0000100% (2)
- 2018 MC RAMFILL Op Ficha Técnica A y BDocumento2 páginas2018 MC RAMFILL Op Ficha Técnica A y Bjihnos1100% (1)
- PPH-GCC-014 - (Procediemiento Pruebas Hidrostaticas A Valvulas)Documento11 páginasPPH-GCC-014 - (Procediemiento Pruebas Hidrostaticas A Valvulas)Robert Sai Rosales100% (2)
- Procedimiento Resane Exterior de Tuberías Rev ADocumento12 páginasProcedimiento Resane Exterior de Tuberías Rev APaolo Isumi Ripas LanzaAún no hay calificaciones
- SI3!01!07 Prueba Hidróstatica de OleoductosDocumento8 páginasSI3!01!07 Prueba Hidróstatica de OleoductosOMAR FREITESAún no hay calificaciones
- Procedimiento de Medición de La Adhesión Por TracciónDocumento2 páginasProcedimiento de Medición de La Adhesión Por TracciónPer DCAún no hay calificaciones
- Pasos para Prueba Hidrostatica, Ep PetroecuadorDocumento4 páginasPasos para Prueba Hidrostatica, Ep PetroecuadorRONALTUTILLOAún no hay calificaciones
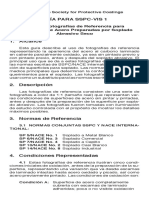
- Guia - Vis1 SSPC PDFDocumento4 páginasGuia - Vis1 SSPC PDFclartkent100% (1)
- A3AG-0000-15ET-009-B PinturaDocumento26 páginasA3AG-0000-15ET-009-B Pinturaasproingenieria0% (1)
- LT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Documento46 páginasLT-003 - Procedimiento de Leak Test - Debutanizadora - Rev 0Maria100% (1)
- Tratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Documento10 páginasTratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Jose Juan GasparAún no hay calificaciones
- Procedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDocumento7 páginasProcedimiento de Prueba Hidrostática A Tanques, Tubería y EquiposDaniela Torres SanjuaneroAún no hay calificaciones
- Procedimiento Inspección para Intercambiadores de CalorDocumento9 páginasProcedimiento Inspección para Intercambiadores de CalorMarvin William Montes Cristo100% (1)
- 1 Rep Torque Sotano 1Documento4 páginas1 Rep Torque Sotano 1Aries Marte100% (1)
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocumento4 páginasEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaAún no hay calificaciones
- Tratamiento Termico Post SoldaduraDocumento18 páginasTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- Tratamientos Térmicos de SoldadurasDocumento5 páginasTratamientos Térmicos de Soldadurasyuri_caroAún no hay calificaciones
- Soldadura Con Electrodos Ind-333Documento11 páginasSoldadura Con Electrodos Ind-333Alvaro AlvAún no hay calificaciones
- Proc. Pequiven CalDocumento5 páginasProc. Pequiven CalErick OlavarriaAún no hay calificaciones
- Piramide Transcomunicacion Interdimensional 7Documento10 páginasPiramide Transcomunicacion Interdimensional 7Danilo TorresAún no hay calificaciones
- Estudio de Resistividad y Polarización Inducida en La Asignación Minera ArtesillasDocumento79 páginasEstudio de Resistividad y Polarización Inducida en La Asignación Minera ArtesillasCristhyan Antony Hitme MezaAún no hay calificaciones
- El Sistema InternacionalDocumento3 páginasEl Sistema InternacionalGerardo Guzman TrejoAún no hay calificaciones
- Biblioteca de MecanicAPP - Nuevo PDFDocumento6 páginasBiblioteca de MecanicAPP - Nuevo PDFleonardo oquendoAún no hay calificaciones
- Estudio de Gestion de Riesgo 20230404 174631 766Documento29 páginasEstudio de Gestion de Riesgo 20230404 174631 766QUINTO MIRANDA EDELMIRA JENNYAún no hay calificaciones
- Importancia de La Medición de La ViscosidadDocumento6 páginasImportancia de La Medición de La ViscosidadMarie Bele Vidalon RomeroAún no hay calificaciones
- SIST TELECOM UNSA 26 Agosto 2019Documento52 páginasSIST TELECOM UNSA 26 Agosto 2019dinel snyderAún no hay calificaciones
- Dinamica de ParticulasDocumento8 páginasDinamica de ParticulasWilly DelgadoAún no hay calificaciones
- Clase No 1, Generalidades y Magnitudes Físicas (Tablas y Ejercicios)Documento14 páginasClase No 1, Generalidades y Magnitudes Físicas (Tablas y Ejercicios)Jorge HernándezAún no hay calificaciones
- 09 Componentes de Estacion ActualizadoDocumento27 páginas09 Componentes de Estacion ActualizadoAngeles CastellanosAún no hay calificaciones
- Sap 2000 & EtabsDocumento3 páginasSap 2000 & EtabsDamyAnjelyAcegAún no hay calificaciones
- Casa CourretpdfDocumento17 páginasCasa CourretpdfMelva Delgado ZafraAún no hay calificaciones
- Resumen Sobre Muros de Contención. Analisis Y DiseñoDocumento12 páginasResumen Sobre Muros de Contención. Analisis Y Diseñoangel figueraAún no hay calificaciones
- La Heuristica LDMTPDocumento16 páginasLa Heuristica LDMTPRudy RamosAún no hay calificaciones
- Informe de Laboratorio - MEZCLAS SUSTANCIASDocumento6 páginasInforme de Laboratorio - MEZCLAS SUSTANCIASDiego Lopez ClevesAún no hay calificaciones
- Tarea UC4Documento6 páginasTarea UC4Carlos MirandaAún no hay calificaciones
- Tarea4-Bancos de Nivel y Analisis de Levantamientos AltimetricosDocumento5 páginasTarea4-Bancos de Nivel y Analisis de Levantamientos AltimetricosJavier Cárdenas Lémus0% (1)
- PRX700 UserGuide 071813 SPDocumento24 páginasPRX700 UserGuide 071813 SPMarcoVillaranReyesAún no hay calificaciones
- Alegre ZegarraDocumento14 páginasAlegre ZegarraIvan Mayorga HilarioAún no hay calificaciones
- Practica N°5Documento11 páginasPractica N°5Rony ChombaAún no hay calificaciones
- Examen Finales ABD - 2021ADocumento4 páginasExamen Finales ABD - 2021ARay Garcia OrtizAún no hay calificaciones
- Soft StarterDocumento4 páginasSoft StarterDany MorilloAún no hay calificaciones
- Oceanografia QuimicaDocumento24 páginasOceanografia QuimicaLuis LizcanoAún no hay calificaciones
- Identifica Las Partes de Un GráficoDocumento6 páginasIdentifica Las Partes de Un GráficoelizabethAún no hay calificaciones
- IsomeriaDocumento4 páginasIsomeriaAna María Castro NavaAún no hay calificaciones
- Tarea YacimientosDocumento7 páginasTarea YacimientosEduardo CastilloAún no hay calificaciones
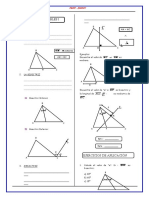
- Geometria Tema 5 Lineas Notables en El Triangulo Academia MasterDocumento4 páginasGeometria Tema 5 Lineas Notables en El Triangulo Academia MasterViviendo VenciendoAún no hay calificaciones
- Windows ConceptoDocumento12 páginasWindows ConceptoBëkérzz Ãbîî JhîömêrAún no hay calificaciones
- Bomba Mono C1XKDocumento1 páginaBomba Mono C1XKJuan pedro Orenes hernandezAún no hay calificaciones