También podría gustarte
- Capítulo 4 - STS Con Colectores de VacíoDocumento26 páginasCapítulo 4 - STS Con Colectores de Vacíomario gallardoAún no hay calificaciones
- Fluido CaloportadorDocumento10 páginasFluido CaloportadorRené Saavedra0% (1)
- Calentalor Solar de Tubos Al VacíoDocumento9 páginasCalentalor Solar de Tubos Al VacíoLore CJAún no hay calificaciones
- Documento Final CompletoDocumento46 páginasDocumento Final Completoraiza cecilia rodriguez bernalAún no hay calificaciones
- LAB 6 MAQ ELECxxxDocumento8 páginasLAB 6 MAQ ELECxxxNuestro Amor Sera LeyendaAún no hay calificaciones
- Tubería de Poliester Reforzado Con Fibra de Vidrio 2017-ZcH4XYS7Documento108 páginasTubería de Poliester Reforzado Con Fibra de Vidrio 2017-ZcH4XYS7Ademir Rojas MenesesAún no hay calificaciones
- MSDS Resina Swancor 901Documento6 páginasMSDS Resina Swancor 901John Ferley Giraldo SuarezAún no hay calificaciones
- Tercera Ley de NewtonDocumento5 páginasTercera Ley de NewtonOrigen01Aún no hay calificaciones
- Esquema de Soldadura PRFVDocumento1 páginaEsquema de Soldadura PRFVLeonardoMoralesAún no hay calificaciones
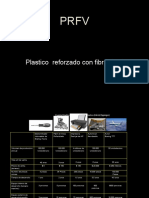
- PRFVDocumento126 páginasPRFVMili MastrangeloAún no hay calificaciones
- Módulo V - Propiedades y usos de los polímerosDocumento45 páginasMódulo V - Propiedades y usos de los polímerosChristopher A Castillo100% (1)
- Moldeo Manual de Materiales Compuestos (Hand Lay-UpDocumento12 páginasMoldeo Manual de Materiales Compuestos (Hand Lay-UpDann De JesusAún no hay calificaciones
- MSDS Macropoxy 851 Parte BDocumento13 páginasMSDS Macropoxy 851 Parte BGerardo AguirreAún no hay calificaciones
- Degradación UV - FinalDocumento102 páginasDegradación UV - FinalHoward Gallegos MontenegroAún no hay calificaciones
- Poliestireno Expandido Manual Achipex ConstruccionDocumento32 páginasPoliestireno Expandido Manual Achipex Construcciondekkari0% (1)
- Inspección e Instalación de Válvulas IndustrialesDocumento7 páginasInspección e Instalación de Válvulas IndustrialesRudyJesusCapaIlizarbeAún no hay calificaciones
- EPOXICOSDocumento9 páginasEPOXICOSStephano VelasquezAún no hay calificaciones
- Catalogo General Clemco 2012Documento103 páginasCatalogo General Clemco 2012pepgote100% (1)
- Pintado de laboratorio universidadDocumento9 páginasPintado de laboratorio universidadDavidAún no hay calificaciones
- Métodos de aplicación y control de pintura en cabinasDocumento10 páginasMétodos de aplicación y control de pintura en cabinasMarlene ZamarripaAún no hay calificaciones
- Fibra de VidrioDocumento7 páginasFibra de VidrioMilenna Erika TapiaAún no hay calificaciones
- Pinturas ignífugas protegen estructurasDocumento12 páginasPinturas ignífugas protegen estructurasDiego RamosAún no hay calificaciones
- Graco XP 70Documento8 páginasGraco XP 70eddiamjmhAún no hay calificaciones
- Electrodos Desnudos y Varillas de Acero Al Cromo y Cromo-NiqDocumento24 páginasElectrodos Desnudos y Varillas de Acero Al Cromo y Cromo-Niqadalberto may leónAún no hay calificaciones
- Cómo fabricar un codo de 90 grados en chapa paso a pasoDocumento3 páginasCómo fabricar un codo de 90 grados en chapa paso a pasoAbraham CuevaAún no hay calificaciones
- Resinas Poliester y VinilesterDocumento12 páginasResinas Poliester y VinilesterPablo FrancoAún no hay calificaciones
- TP 09 Tensión Superficial - Guía Actualizada PDFDocumento14 páginasTP 09 Tensión Superficial - Guía Actualizada PDFJona HernándezAún no hay calificaciones
- Preguntas Frecuentes Pintura en PolvoDocumento6 páginasPreguntas Frecuentes Pintura en PolvoPablo Fantini100% (1)
- Quemadores de gas cerámicos: tipos y aplicacionesDocumento6 páginasQuemadores de gas cerámicos: tipos y aplicacionesgermanAún no hay calificaciones
- UNITEKDocumento28 páginasUNITEKJoel Cristhian Cordova BulejeAún no hay calificaciones
- Baitra AnodosDocumento49 páginasBaitra AnodospepeprimaAún no hay calificaciones
- Floculante Ixfloc 1070 Bigbag X 750 KGDocumento5 páginasFloculante Ixfloc 1070 Bigbag X 750 KGEder Andres Mayta AguilarAún no hay calificaciones
- Recubrimiento Zinc AlDocumento204 páginasRecubrimiento Zinc AlObed Guzman TorresAún no hay calificaciones
- Manual de Instalacion de FancoilDocumento60 páginasManual de Instalacion de FancoilJuan CarlosAún no hay calificaciones
- STEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpDocumento20 páginasSTEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpcesarAún no hay calificaciones
- Fibra de VidrioDocumento29 páginasFibra de VidrioMilagros Niiz100% (1)
- Pds Hempadur Mastic 45880 Es-MxDocumento2 páginasPds Hempadur Mastic 45880 Es-MxJorge Luis Viveros PeraltaAún no hay calificaciones
- Altas Tecnologias para El Control Del SolDocumento17 páginasAltas Tecnologias para El Control Del SolLucia Nataly Jimenez VilcherresAún no hay calificaciones
- PDS Hempel's Galvosil 15780 es-ES PDFDocumento2 páginasPDS Hempel's Galvosil 15780 es-ES PDFluis guillermo diaz santosAún no hay calificaciones
- NEURTEK Pintura RecubrimientosDocumento96 páginasNEURTEK Pintura RecubrimientosKali Tapia LunaAún no hay calificaciones
- EcoboxDocumento4 páginasEcoboxMiguel Español100% (1)
- Resumen Tuberias 2019Documento25 páginasResumen Tuberias 2019elioAún no hay calificaciones
- Descripción de La Técnica de Moldeo Por CompresiónDocumento4 páginasDescripción de La Técnica de Moldeo Por CompresiónLinibeth UrdanetaAún no hay calificaciones
- Techos de ChapasDocumento69 páginasTechos de ChapasAnonymous z9nuGmPwR100% (1)
- Copia de MANUAL PRACTICO DE FIBRA CORRECIONJL Con Imagenes I PDFDocumento84 páginasCopia de MANUAL PRACTICO DE FIBRA CORRECIONJL Con Imagenes I PDFToto ToteAún no hay calificaciones
- Recubrimiento AnticorrosivoDocumento20 páginasRecubrimiento AnticorrosivoAlejandro MartinezAún no hay calificaciones
- Ensayo InacalDocumento3 páginasEnsayo Inacaladam21alexAún no hay calificaciones
- El Shoot Peening y Sus Aplicaciones PDFDocumento24 páginasEl Shoot Peening y Sus Aplicaciones PDFcesarAún no hay calificaciones
- Acabados para MaderasDocumento43 páginasAcabados para MaderasJosue GutierrezAún no hay calificaciones
- Etapas Fabricacion de Tanque en Fibra de VidrioDocumento6 páginasEtapas Fabricacion de Tanque en Fibra de VidrioOscarRamirezAún no hay calificaciones
- Resinas Y Fibra de VidrioDocumento4 páginasResinas Y Fibra de VidrioJunior Aranzales100% (1)
- Grout EpoxicoDocumento4 páginasGrout EpoxicolindanoraAún no hay calificaciones
- Diferencia Entre Pinturas Intumescentes e IgnífugasDocumento3 páginasDiferencia Entre Pinturas Intumescentes e IgnífugasMultiproposito MultipropositoAún no hay calificaciones
- Procedimientos de Pintura - MetorDocumento20 páginasProcedimientos de Pintura - MetorGerardoYanezAún no hay calificaciones
- Endurecimiento SuperficialDocumento44 páginasEndurecimiento SuperficialRoberth Vicente Pulluquitin BenavidesAún no hay calificaciones
- Manual Maquina de PintarDocumento27 páginasManual Maquina de PintargermanAún no hay calificaciones
- Especificacion de Pintura GenericaDocumento8 páginasEspecificacion de Pintura GenericaGustavo CabreraAún no hay calificaciones
- Los PlAsticos Reforzados en Fibra de VidrioDocumento33 páginasLos PlAsticos Reforzados en Fibra de VidrioflerziAún no hay calificaciones
- INFORMACIONDocumento14 páginasINFORMACIONEdward Alejandro Avendaño BeltranAún no hay calificaciones
- Determinación del tiempo de curado de resina poliésterDocumento19 páginasDeterminación del tiempo de curado de resina poliésterEdison JhonAún no hay calificaciones
- Sitema de Implementos EstrangulamientooooooDocumento10 páginasSitema de Implementos EstrangulamientooooooelvisAún no hay calificaciones
- Certificado de Trabajo Luz 319072019Documento1 páginaCertificado de Trabajo Luz 319072019elvisAún no hay calificaciones
- CV Elvis MendozaDocumento2 páginasCV Elvis MendozaelvisAún no hay calificaciones
- TecsupppppDocumento2 páginasTecsupppppElvis Mendoza ZanaleaAún no hay calificaciones
- Agenda FL DiferencialDocumento3 páginasAgenda FL DiferencialelvisAún no hay calificaciones
- Certificado de Trabajo Luz19072019Documento1 páginaCertificado de Trabajo Luz19072019elvisAún no hay calificaciones
- Swivel ArmarDocumento2 páginasSwivel ArmarelvisAún no hay calificaciones
- Certificado de Trabajo Luz 219072019Documento1 páginaCertificado de Trabajo Luz 219072019elvisAún no hay calificaciones
- Esq Electrico FM FH Version 2Documento186 páginasEsq Electrico FM FH Version 2Jaurinicolas Fernandezcarter88% (86)
- CV para Las Bambas Elvis Mendoza ZanaleaDocumento9 páginasCV para Las Bambas Elvis Mendoza ZanaleaelvisAún no hay calificaciones
- CV OFICIALELVISDocumento4 páginasCV OFICIALELVISelvisAún no hay calificaciones
- Gestión de calidad en organizacionesDocumento13 páginasGestión de calidad en organizacioneselvisAún no hay calificaciones
- Gestión de Mtto de 420e2Documento96 páginasGestión de Mtto de 420e2elvis0% (1)
- Constancia de Estudio Evis 24052018Documento1 páginaConstancia de Estudio Evis 24052018elvisAún no hay calificaciones
- Informe de Funciones LuzDocumento9 páginasInforme de Funciones LuzelvisAún no hay calificaciones
- CVCVVVVDocumento5 páginasCVCVVVVelvisAún no hay calificaciones
- Enfermera técnica con experiencia en atención primariaDocumento4 páginasEnfermera técnica con experiencia en atención primariaElvis Mendoza ZanaleaAún no hay calificaciones
- CV OFICIALELVISDocumento4 páginasCV OFICIALELVISelvisAún no hay calificaciones
- Lab 3-PCPDocumento10 páginasLab 3-PCPelvisAún no hay calificaciones
- CVCVVVVDocumento5 páginasCVCVVVVelvisAún no hay calificaciones
- Lab 2 - KanbanDocumento24 páginasLab 2 - KanbanelvisAún no hay calificaciones
- Luis Sifuentes CV ActualizadoDocumento10 páginasLuis Sifuentes CV ActualizadoelvisAún no hay calificaciones
- General Transmision Magnum340 PDFDocumento66 páginasGeneral Transmision Magnum340 PDFelvisAún no hay calificaciones
- Examenes de Ingles12062018 - 0001Documento29 páginasExamenes de Ingles12062018 - 0001elvis100% (1)
- Diseño y Cálculo de Parámetros de Operación de Intercambiadores de Calor de Casco y TubosDocumento14 páginasDiseño y Cálculo de Parámetros de Operación de Intercambiadores de Calor de Casco y TuboselvisAún no hay calificaciones
- Plan de Tesis Mendoza Tirado Mendoza Zanalea 1Documento6 páginasPlan de Tesis Mendoza Tirado Mendoza Zanalea 1elvisAún no hay calificaciones
- Laboratorio N°04Documento6 páginasLaboratorio N°04elvisAún no hay calificaciones
- M Hidraux s600 EspDocumento34 páginasM Hidraux s600 EspelvisAún no hay calificaciones
- N Cabina s600 EspDocumento35 páginasN Cabina s600 EspelvisAún no hay calificaciones
- O Especif s600 EspDocumento9 páginasO Especif s600 EspelvisAún no hay calificaciones
- El PolietilentereftalatoDocumento13 páginasEl PolietilentereftalatoMiguel Angel Condo Lopez100% (1)
- Lubricación de máquinas de moldeo por inyecciónDocumento2 páginasLubricación de máquinas de moldeo por inyeccióngayt333100% (1)
- PNUD Digital 14mbDocumento180 páginasPNUD Digital 14mbLuciano MartínezAún no hay calificaciones
- Ciencias de La Naturaleza: Evaluaciones de Contenidos Evaluaciones Por CompetenciasDocumento72 páginasCiencias de La Naturaleza: Evaluaciones de Contenidos Evaluaciones Por CompetenciasMaría Teresa Pintado PizarroAún no hay calificaciones
- Cimentaciones en Terrenos Expansivos y ColapsablesDocumento24 páginasCimentaciones en Terrenos Expansivos y ColapsablesMatías RodríguezAún no hay calificaciones
- Polimerización de R-poliéster - Norma ASTM D7421Documento17 páginasPolimerización de R-poliéster - Norma ASTM D7421Jhoel ChaucaAún no hay calificaciones
- 5º AÑO BÁSICO Lecturas ComprensivasDocumento109 páginas5º AÑO BÁSICO Lecturas ComprensivasEugenia Ulloa GomezAún no hay calificaciones
- Desinfectantes y limpiadores caserosDocumento4 páginasDesinfectantes y limpiadores caserosTeve Gratis78% (9)
- Ficha Tecnica Del Producto Producto: PAN BARRITA 60 GRS. Código: 800186 DescripcionDocumento9 páginasFicha Tecnica Del Producto Producto: PAN BARRITA 60 GRS. Código: 800186 DescripcionDiaz AndresAún no hay calificaciones
- Práctica 1. Conocimiento y Manejo Del Material de LaboratorioDocumento8 páginasPráctica 1. Conocimiento y Manejo Del Material de LaboratorioRasuw UsuwAún no hay calificaciones
- Diapositiva Power Point (CONTABILIDAD G)Documento23 páginasDiapositiva Power Point (CONTABILIDAD G)9100216606Aún no hay calificaciones
- Informe de Laboratorio n1 Sensores de Proximidad AcpDocumento13 páginasInforme de Laboratorio n1 Sensores de Proximidad AcpEdson Alexander Ñaupari TapiaAún no hay calificaciones
- Apjef 5to GradoDocumento36 páginasApjef 5to GradoJacqueline ConejoAún no hay calificaciones
- ChocolateDocumento7 páginasChocolateluzkiadaAún no hay calificaciones
- Polietileno Alta DensidadDocumento2 páginasPolietileno Alta DensidadLuis Barreiro LudeñaAún no hay calificaciones
- Tipos de Marcos para Las Ventanas y Sus PropiedadesDocumento3 páginasTipos de Marcos para Las Ventanas y Sus PropiedadesJose Miguel SebaAún no hay calificaciones
- NMX e 236 Scfi 2001Documento26 páginasNMX e 236 Scfi 2001Anonymous 1pAykmWa9Aún no hay calificaciones
- Aporte Individual Cuadro Sinoptico Materiales Indus.Documento6 páginasAporte Individual Cuadro Sinoptico Materiales Indus.Rodrigo SanabriaAún no hay calificaciones
- EC1021Documento11 páginasEC1021Thomas Ancco VizcarraAún no hay calificaciones
- Planificacion Nivel Sala Cuna ActividadDocumento11 páginasPlanificacion Nivel Sala Cuna ActividadcarlaparvulaAún no hay calificaciones
- Trash El Monstruo de La Basura PDFDocumento44 páginasTrash El Monstruo de La Basura PDFLaura VanessaAún no hay calificaciones
- Catalogo Expositores Expoplast2012Documento51 páginasCatalogo Expositores Expoplast2012Dav LozAún no hay calificaciones
- Informe Sostenibilidad FABER CASTELL V.2Documento17 páginasInforme Sostenibilidad FABER CASTELL V.2Eliana FlorezAún no hay calificaciones
- Bolsas ReciclablesDocumento8 páginasBolsas ReciclablesLess ManriqueAún no hay calificaciones
- MonografíaDocumento23 páginasMonografíaBruno De SantiagoAún no hay calificaciones
- 014 Consejos Practicos para Invertir InvernaderosDocumento50 páginas014 Consejos Practicos para Invertir InvernaderosRaúl Guevara MAún no hay calificaciones
- Programas Residuos Solidos y RespelDocumento18 páginasProgramas Residuos Solidos y RespelJhon CastellanosAún no hay calificaciones
- Formato de InspecciònDocumento1 páginaFormato de InspecciònLu MiluAún no hay calificaciones
- RepsaDocumento30 páginasRepsaMiguel ArguzAún no hay calificaciones
- Practicas Agroecologicas PDFDocumento18 páginasPracticas Agroecologicas PDFXavier GuarchAún no hay calificaciones