También podría gustarte
- 4 Acondicionamiento de Aire PDFDocumento26 páginas4 Acondicionamiento de Aire PDFEstrella CuevaAún no hay calificaciones
- Informe 1unidad BioDocumento73 páginasInforme 1unidad BioEstrella CuevaAún no hay calificaciones
- Preparacion de Medios de CultivoDocumento4 páginasPreparacion de Medios de CultivoEstrella CuevaAún no hay calificaciones
- Preparacion de Medios de CultivoDocumento4 páginasPreparacion de Medios de CultivoEstrella CuevaAún no hay calificaciones
- Seminario Nutricion y Medios de CultivoDocumento89 páginasSeminario Nutricion y Medios de CultivoEstrella CuevaAún no hay calificaciones
- Evaluación Del Score Químico en Una Formulación de Alimentos (Desayuno Nutritivo)Documento37 páginasEvaluación Del Score Químico en Una Formulación de Alimentos (Desayuno Nutritivo)Estrella Cueva100% (2)
- Preparacion de Medios de CultivoDocumento4 páginasPreparacion de Medios de CultivoEstrella CuevaAún no hay calificaciones
- Micosis HumanasDocumento66 páginasMicosis HumanasEstrella CuevaAún no hay calificaciones
- Composicion Quimica de La LecheDocumento28 páginasComposicion Quimica de La LecheEstrella Cueva100% (1)
- Universidad Autónoma Del Estado de México: Licenciatura de Ingeniería de PlásticosDocumento63 páginasUniversidad Autónoma Del Estado de México: Licenciatura de Ingeniería de PlásticosJohnny Preciado Laverde100% (1)
- VR y JR Ingenieros Sac E001-26720600089839Documento1 páginaVR y JR Ingenieros Sac E001-26720600089839bryanmt410Aún no hay calificaciones
- Rebaja alimentos $100kDocumento4 páginasRebaja alimentos $100kErika RodríguezAún no hay calificaciones
- Factores Que Intervienen en El Tamaño de La PlantaDocumento17 páginasFactores Que Intervienen en El Tamaño de La PlantaMiguelAlvaradoPatiñoAún no hay calificaciones
- Inventario Inicial Al 02 de Enero Del 2022Documento16 páginasInventario Inicial Al 02 de Enero Del 2022Sally IngaAún no hay calificaciones
- Control 2 Sara GarridoDocumento3 páginasControl 2 Sara GarridoSara Garrido RiveraAún no hay calificaciones
- Yoselin Niño Yepes - Surgimiento Del Pensamiento SocialistaDocumento58 páginasYoselin Niño Yepes - Surgimiento Del Pensamiento SocialistaJocelin YAún no hay calificaciones
- Importancia de Un Estudio de Factibilidad en Un ProyectoDocumento3 páginasImportancia de Un Estudio de Factibilidad en Un ProyectoGALARZA ALVERNIA LUIS ALBERTOAún no hay calificaciones
- ObrasDocumento2 páginasObrasronny sierraAún no hay calificaciones
- El Mercantilismo en El VirreinatoDocumento11 páginasEl Mercantilismo en El VirreinatoJunior Dolores UgarteAún no hay calificaciones
- El Impacto de Internet en el Turismo y el Sector HoteleroDocumento4 páginasEl Impacto de Internet en el Turismo y el Sector HoteleroAlexis Santana FerreirasAún no hay calificaciones
- Evaluación monografía Presupuesto y Finanzas públicasDocumento1 páginaEvaluación monografía Presupuesto y Finanzas públicasJonikov AngelitosAún no hay calificaciones
- Ev3 Propuesta-Estructuracion Del Sistema de TrazabilidadDocumento10 páginasEv3 Propuesta-Estructuracion Del Sistema de TrazabilidadBibiana Tabares RodriguezAún no hay calificaciones
- Prueba No 1 Unidad 1 LipigasDocumento4 páginasPrueba No 1 Unidad 1 LipigasKarina Cerda GangaAún no hay calificaciones
- REINTEGRO - 11-0052-FO-DFA Autorizacion de Pago Electronico (1) 2Documento1 páginaREINTEGRO - 11-0052-FO-DFA Autorizacion de Pago Electronico (1) 2Mariana Mahecha SuarezAún no hay calificaciones
- Instrucciones Proyecto 4Documento4 páginasInstrucciones Proyecto 4José Julián Marroquin PérezAún no hay calificaciones
- Ej Orden de Arriendo - CCIDocumento5 páginasEj Orden de Arriendo - CCIjavier jeriaAún no hay calificaciones
- Manual de Funciones - Supervisor Electricista 2016Documento2 páginasManual de Funciones - Supervisor Electricista 2016HECTOR WILLIAMS PRETELL HINOSTROZA100% (1)
- ¿Por Qué OCA Global?Documento3 páginas¿Por Qué OCA Global?Miguel Antonio Salinas RodriguezAún no hay calificaciones
- Exportar 16Documento4 páginasExportar 16Oscar PerezAún no hay calificaciones
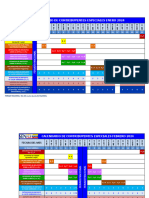
- Calendario C.E. 2024Documento12 páginasCalendario C.E. 2024Armando Pernía100% (2)
- Factura venta producto pijamaDocumento1 páginaFactura venta producto pijamaAndrea ReyesAún no hay calificaciones
- CCTV IP para despachos judicialesDocumento35 páginasCCTV IP para despachos judicialesJose Andres Castillo MoraAún no hay calificaciones
- Fondo para El Medio Ambiente MundialDocumento4 páginasFondo para El Medio Ambiente MundialDIANA BRIGHIT CERDAN COBAAún no hay calificaciones
- Reed Supermarkets Una Nueva Onda de CompetidoresDocumento3 páginasReed Supermarkets Una Nueva Onda de CompetidoresCarlos Alberto Sotelo Torres100% (1)
- Tarea Ensayo Chinalco - Karen BasurcoDocumento6 páginasTarea Ensayo Chinalco - Karen BasurcoKei Melissa BasurkoAún no hay calificaciones
- Matemática FinancieraDocumento24 páginasMatemática Financieradbarrial22Aún no hay calificaciones
- Entrega 2 - Componentes de Una Teoria Administrativa PDFDocumento17 páginasEntrega 2 - Componentes de Una Teoria Administrativa PDFJose Manuel MusicAún no hay calificaciones
- Qualitas BEATDocumento1 páginaQualitas BEATlibrado arballoAún no hay calificaciones
- Encuentro Virtual - Oficio 408 Validaciones ISPDocumento48 páginasEncuentro Virtual - Oficio 408 Validaciones ISPIsis MartinezAún no hay calificaciones