También podría gustarte
- Rectificadora ResumenDocumento3 páginasRectificadora ResumenPeter Harold El Tigre100% (1)
- Tipos de RectificadoDocumento4 páginasTipos de RectificadoDarien Martinez Borbon100% (5)
- Rectificadora de Interiores y Rectificadora de Superficies PlanasDocumento6 páginasRectificadora de Interiores y Rectificadora de Superficies PlanasGerardo Ramirez GuerraAún no hay calificaciones
- Maquinas Rectificadoras FinalDocumento31 páginasMaquinas Rectificadoras FinalHoracho Del Castillo Hermoza50% (2)
- Rectificadora de Superficies PlanasDocumento5 páginasRectificadora de Superficies PlanasIvan MartellAún no hay calificaciones
- RECTIFICADODocumento14 páginasRECTIFICADOKevin Lachos DíazAún no hay calificaciones
- Máquinas RectificadorasDocumento12 páginasMáquinas RectificadorasAlvaro Manuel HQ50% (2)
- La Fresadora Engrane HelicoidalDocumento7 páginasLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosAún no hay calificaciones
- Partes Del TaladroDocumento4 páginasPartes Del TaladroLuisGutierrezAún no hay calificaciones
- Matrices de CorteDocumento5 páginasMatrices de CorteEdison Enrique Hidalgo SilvaAún no hay calificaciones
- TaladradoDocumento23 páginasTaladradoKevin López100% (1)
- Rectificado Procesos de Rectificado PDFDocumento30 páginasRectificado Procesos de Rectificado PDFAngelGabrielZayasB0% (1)
- Practica de Torneado 6 EXCENTRICADocumento4 páginasPractica de Torneado 6 EXCENTRICABrayan Blanco MontesAún no hay calificaciones
- PantografoDocumento11 páginasPantografomiguelAún no hay calificaciones
- Manual de Operación Máquina RectificadoraDocumento33 páginasManual de Operación Máquina RectificadoraAnonymous 4lIAJ1Lk2Aún no hay calificaciones
- Manual de Procesos para Afilado de Herramientas de Corte en La Afiladora Universal Elite AR5-E PDFDocumento83 páginasManual de Procesos para Afilado de Herramientas de Corte en La Afiladora Universal Elite AR5-E PDFjohanaAún no hay calificaciones
- RectificadoraDocumento25 páginasRectificadoraJonathan Tuabanda100% (2)
- Presentación SinterizaciónDocumento17 páginasPresentación SinterizaciónVíctor H. Flores Mamani100% (1)
- Tipos de Cilindrado y RefrentadoDocumento5 páginasTipos de Cilindrado y RefrentadoMaJo Archila100% (3)
- Rectificador para Superficies Cilindricas UniversalDocumento21 páginasRectificador para Superficies Cilindricas Universaljessi123456789Aún no hay calificaciones
- TRABAJO Cojinetes de DeslizamientoDocumento16 páginasTRABAJO Cojinetes de DeslizamientoJose LBAún no hay calificaciones
- Informe de LimadoDocumento7 páginasInforme de LimadoAlejandro CondoAún no hay calificaciones
- Procesos de Ajustaje, Avellanado y Roscado.Documento11 páginasProcesos de Ajustaje, Avellanado y Roscado.JONATHAN EZEQUIEL PINARGOTE CHALLAAún no hay calificaciones
- Tipos de Prensas y Su ClasificacionDocumento30 páginasTipos de Prensas y Su ClasificacionItalo Andre PastenAún no hay calificaciones
- Articulo de Rectificacion de ValvulasDocumento7 páginasArticulo de Rectificacion de ValvulasJose LuisAún no hay calificaciones
- Sem I Materiales Sinterizados-PlaquitasDocumento24 páginasSem I Materiales Sinterizados-PlaquitasAdrianVargasAún no hay calificaciones
- Manual para El RectificadoDocumento55 páginasManual para El RectificadoALEJANDRO BERNAL SALAMANCA0% (1)
- Tecnicas de Ajuste MecanicoDocumento10 páginasTecnicas de Ajuste MecanicoPeter05230% (1)
- Chavetas FinalDocumento20 páginasChavetas FinalDiegoMallegasAún no hay calificaciones
- Tareas Actividad Asincrónica 2.Documento4 páginasTareas Actividad Asincrónica 2.Erick SolisAún no hay calificaciones
- Cuestionario 1 Rectificadora PDFDocumento13 páginasCuestionario 1 Rectificadora PDFDaniel NavarroAún no hay calificaciones
- Cuestionario ArcoDocumento6 páginasCuestionario ArcorodrigoAún no hay calificaciones
- Operaciones Basicas Del TornoDocumento4 páginasOperaciones Basicas Del TornoKevin Mejia SeminarioAún no hay calificaciones
- Proceso de Manufactura Torneado RoscadoDocumento15 páginasProceso de Manufactura Torneado RoscadoPablo Chavarri100% (2)
- Leccion 2.5 Ajustes y ToleranciasDocumento61 páginasLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Alineamiento de Maquinas - Parte 1°Documento78 páginasAlineamiento de Maquinas - Parte 1°Jorge Checmapocco FigueroaAún no hay calificaciones
- RODAMIENTOSDocumento11 páginasRODAMIENTOSkatuAún no hay calificaciones
- 3-Tipos de RoscasDocumento10 páginas3-Tipos de Roscasandres reyesAún no hay calificaciones
- Accesorios de Maq Fresadora PDFDocumento3 páginasAccesorios de Maq Fresadora PDFDaniel Navarro100% (1)
- Fluidos para Refrigeración y Lubricación de Máquinas Herramientas.Documento11 páginasFluidos para Refrigeración y Lubricación de Máquinas Herramientas.JONATHAN EZEQUIEL PINARGOTE CHALLAAún no hay calificaciones
- Bancadas, Todo Lo Que Necesitas SaberDocumento5 páginasBancadas, Todo Lo Que Necesitas SaberJosue TovarAún no hay calificaciones
- Metrología y MecanismosDocumento47 páginasMetrología y MecanismosAnonymous agnTe9Aún no hay calificaciones
- Calculo de La Silueta InicialDocumento3 páginasCalculo de La Silueta InicialMari NinosAún no hay calificaciones
- Hornos de Tratamiento TermicoDocumento8 páginasHornos de Tratamiento TermicoAMERICA MICHELLE DEL ANGEL TORRES100% (1)
- Piezas MecánicasDocumento13 páginasPiezas Mecánicasjose mamaniAún no hay calificaciones
- Introduccion AL TORNODocumento14 páginasIntroduccion AL TORNOaron barriosAún no hay calificaciones
- Técnicas de Limado y Técnicas de TaladradoDocumento10 páginasTécnicas de Limado y Técnicas de TaladradoGoiida RiivazAún no hay calificaciones
- ArandelasDocumento11 páginasArandelasjuanAún no hay calificaciones
- Sujeción de La FresaDocumento12 páginasSujeción de La FresaRicardoAguilarHidalgoAún no hay calificaciones
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Partes y Tipos FresadoraDocumento2 páginasPartes y Tipos FresadoraIrving S. JiménezAún no hay calificaciones
- Catalogo Torno ConvencionalDocumento2 páginasCatalogo Torno ConvencionalGonzalo SilvaAún no hay calificaciones
- Aparato Divisor PDFDocumento14 páginasAparato Divisor PDFManolo BeniqueAún no hay calificaciones
- Patrones y Calibres - Grupo 1Documento13 páginasPatrones y Calibres - Grupo 1Paolo ParedesAún no hay calificaciones
- Fresadora - Cabezal Universal DivisorDocumento20 páginasFresadora - Cabezal Universal DivisorRicardo Montoya0% (1)
- Resumen FMEM50 Tornero FresadorDocumento3 páginasResumen FMEM50 Tornero FresadorAntonio Romero CaleroAún no hay calificaciones
- Trazado MecánicoDocumento8 páginasTrazado MecánicoJordi TayaAún no hay calificaciones
- Rectificadora de Superficies PlanasDocumento11 páginasRectificadora de Superficies PlanasRicardo LeonAún no hay calificaciones
- Rectificado Superficies PlanasDocumento6 páginasRectificado Superficies PlanasJoe OchoaAún no hay calificaciones
- Procedimiento para Maquinar La PiezaDocumento7 páginasProcedimiento para Maquinar La PiezaCarlosLecaAún no hay calificaciones
- Tema 07 Grupo Humano y LiderazgoDocumento23 páginasTema 07 Grupo Humano y LiderazgoSergio Yucra HallasiAún no hay calificaciones
- Tema 2 Fundamentos de Máquinas HerramientasDocumento11 páginasTema 2 Fundamentos de Máquinas HerramientasSergio Yucra HallasiAún no hay calificaciones
- Informacion SocotaDocumento5 páginasInformacion SocotaSergio Yucra HallasiAún no hay calificaciones
- Requisitos Expediente TecnicoDocumento4 páginasRequisitos Expediente TecnicoSergio Yucra HallasiAún no hay calificaciones
- Presupuesto Malla RaschelDocumento2 páginasPresupuesto Malla RaschelBilly Chamana Aylas95% (20)
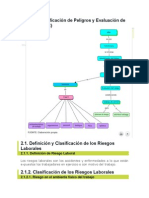
- Tema 2 Identificación de Peligros y Evaluación de Riesgos (IPER)Documento16 páginasTema 2 Identificación de Peligros y Evaluación de Riesgos (IPER)Sergio Yucra HallasiAún no hay calificaciones
- Tecnicas de Lactancia MaternaDocumento9 páginasTecnicas de Lactancia MaternaSergio Yucra HallasiAún no hay calificaciones
- TEPSIDocumento3 páginasTEPSISergio Yucra HallasiAún no hay calificaciones
- PVAI17615 PVA - Pasta Blanca de CordieritaDocumento1 páginaPVAI17615 PVA - Pasta Blanca de CordieritaNata Westi100% (1)
- Pets-Ant-man-04 Empalme de Cables ElectricosDocumento3 páginasPets-Ant-man-04 Empalme de Cables ElectricosJersonAún no hay calificaciones
- 3M Instructivo para Empalmes Contraibles en Frio en Cables para Bombas SumergidasDocumento4 páginas3M Instructivo para Empalmes Contraibles en Frio en Cables para Bombas SumergidasClaudio Joaquin PérezAún no hay calificaciones
- Peso Específico y Absorción Del Agregado FinoDocumento10 páginasPeso Específico y Absorción Del Agregado FinoAngel0% (2)
- Practica 7 LQOBDocumento29 páginasPractica 7 LQOBAdolfo HernandezAún no hay calificaciones
- Tema PetrocasasDocumento11 páginasTema PetrocasasrilvertAún no hay calificaciones
- Proyecto Final Mi EmpresaDocumento28 páginasProyecto Final Mi EmpresaLuis Alberto Arena IpuraniAún no hay calificaciones
- Bop RamDocumento12 páginasBop RamSoledad Fernández SantosAún no hay calificaciones
- Guia 3-Propiedades Del Estado LíquidoDocumento5 páginasGuia 3-Propiedades Del Estado LíquidoIrene CastilleroAún no hay calificaciones
- Leica - Absolute - Tracker - and - PCMM - Especificaciones AT901 - Es PDFDocumento8 páginasLeica - Absolute - Tracker - and - PCMM - Especificaciones AT901 - Es PDFtheflamebearerAún no hay calificaciones
- Cuadro de Actividades y Su Descripción de Las Especificaciones Técnicas01Documento75 páginasCuadro de Actividades y Su Descripción de Las Especificaciones Técnicas01Christian Lezama CuellarAún no hay calificaciones
- Primer Examen Parcial Area Quimica Fecha 19-09-2008 PDFDocumento5 páginasPrimer Examen Parcial Area Quimica Fecha 19-09-2008 PDFJohns ContrerasAún no hay calificaciones
- Mapei UnoDocumento3 páginasMapei UnoEstuco AndinoAún no hay calificaciones
- Ficha Tenica Panel Muro Lana Mineral CortafuegoDocumento1 páginaFicha Tenica Panel Muro Lana Mineral CortafuegoCONSTRUTAINER MÉXICOAún no hay calificaciones
- Basf Concreto Lanzado UgcDocumento12 páginasBasf Concreto Lanzado UgcJuan Carlos Trujillo TobarAún no hay calificaciones
- IPERCDocumento5 páginasIPERCAlfredo RojasAún no hay calificaciones
- Moda en Tiempos de CovidDocumento28 páginasModa en Tiempos de CovidJULIETH DAYANA BELLO BERNALAún no hay calificaciones
- CobreDocumento6 páginasCobreDhana PamelaAún no hay calificaciones
- Función MatemáticaDocumento5 páginasFunción MatemáticaecmAún no hay calificaciones
- Materiales RefractariosDocumento26 páginasMateriales RefractariosKelverluis TorresvegaAún no hay calificaciones
- MANUAL DE BUENAS PRACTICAS DE MANUFACTURA - Docx FinalDocumento70 páginasMANUAL DE BUENAS PRACTICAS DE MANUFACTURA - Docx Finaljohn D. SalazarAún no hay calificaciones
- 5 Tipos Más Comunes de Pruebas Destructivas para Soldadura - British Federal MexicoDocumento3 páginas5 Tipos Más Comunes de Pruebas Destructivas para Soldadura - British Federal MexicoJose Luis Valin RiveraAún no hay calificaciones
- Formulario de CostosDocumento10 páginasFormulario de CostosAndres LozanoAún no hay calificaciones
- Campanas y PulmonesDocumento7 páginasCampanas y PulmonesJulia LunaAún no hay calificaciones
- PLANTA ISOMETRICO ModeloDocumento1 páginaPLANTA ISOMETRICO ModeloAldo Maya TelloAún no hay calificaciones
- 2767Documento2 páginas2767Rolando CastilloAún no hay calificaciones
- Libro BCP Curso Técnico 2006Documento71 páginasLibro BCP Curso Técnico 2006Fabio Diaz Castro100% (6)
- Módulo 1 - Curso GCB - AQA - 2021Documento184 páginasMódulo 1 - Curso GCB - AQA - 2021Eduardo AlvarezAún no hay calificaciones
- Olab Catálogo LogotipadoDocumento64 páginasOlab Catálogo LogotipadoHumberto BMAún no hay calificaciones