También podría gustarte
- Calificacion de SoldadoresDocumento55 páginasCalificacion de SoldadoresAndrés CalvoAún no hay calificaciones
- Conexiones SoldadasDocumento19 páginasConexiones SoldadasjuniorAún no hay calificaciones
- QW 400Documento16 páginasQW 400vivianychAún no hay calificaciones
- Normas ANSI/AWS D1.1 para calificación de soldaduraDocumento49 páginasNormas ANSI/AWS D1.1 para calificación de soldaduraJorge Luis CdnAún no hay calificaciones
- ASME IX Calificacion de Soldadura y Soldadores ESDocumento275 páginasASME IX Calificacion de Soldadura y Soldadores ESjulioware67% (3)
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- Asme Ix-Calificacion de Soldadura y Sold AdoresDocumento276 páginasAsme Ix-Calificacion de Soldadura y Sold AdoresLeo Bonilla100% (1)
- WPS: Procedimientos de soldaduraDocumento11 páginasWPS: Procedimientos de soldaduraJonathan Alexander De LargeAún no hay calificaciones
- ConceptosDocumento14 páginasConceptosweldingalvaroAún no hay calificaciones
- ARTICULOIDocumento17 páginasARTICULOInicolasvitandtAún no hay calificaciones
- Calificacion de SoldadoresDocumento28 páginasCalificacion de SoldadoresDanny Astete Menes100% (1)
- API 577 Welding ProcessesDocumento22 páginasAPI 577 Welding ProcessesrodolfoAún no hay calificaciones
- Inelectra Inedom PDFDocumento22 páginasInelectra Inedom PDFmtbecerrapAún no hay calificaciones
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocumento4 páginasCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliAún no hay calificaciones
- Soldadura Norma AsmeDocumento3 páginasSoldadura Norma AsmeMarco RiveraAún no hay calificaciones
- ASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraDocumento5 páginasASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraFranklin JprstAún no hay calificaciones
- Requisitos generales de soldadura QW y posiciones de pruebaDocumento275 páginasRequisitos generales de soldadura QW y posiciones de pruebaReivaj Gonzalez0% (1)
- Calificacion en Soldadura Codigo Asme Seccion IxDocumento6 páginasCalificacion en Soldadura Codigo Asme Seccion IxJefferson TorresAún no hay calificaciones
- Informe N - 07 WPSDocumento9 páginasInforme N - 07 WPSJose Antonio Gomez MedinaAún no hay calificaciones
- Soldadura Procesos WPS PQRDocumento3 páginasSoldadura Procesos WPS PQRALEXANDRA GARCIA CAICEDO100% (3)
- Presentación 01Documento6 páginasPresentación 01Axel Navarro AlbinesAún no hay calificaciones
- Asme Ix PDFDocumento36 páginasAsme Ix PDFAnonymous Bdt0OGh100% (3)
- Cualificación de procesos de soldeo, soldadores y operadoresDocumento40 páginasCualificación de procesos de soldeo, soldadores y operadoresLeti Peña RivasAún no hay calificaciones
- Evaluacion SoldadorDocumento50 páginasEvaluacion SoldadorRodrigo R. Madrid60% (5)
- Código para Soldadura Estructural - Acero: Una Norma Nacional AmericanaDocumento42 páginasCódigo para Soldadura Estructural - Acero: Una Norma Nacional AmericanaJavier GuardaminoAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Calificación: 5 de 5 estrellas5/5 (1)
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109De EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Diseño de sistemas termofluidos: Una visión integradoraDe EverandDiseño de sistemas termofluidos: Una visión integradoraAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Maquinarias y equipos para la industria de alimentosDe EverandMaquinarias y equipos para la industria de alimentosAún no hay calificaciones
- Análisis y diseño de circuitos eléctricos: Teoría y prácticaDe EverandAnálisis y diseño de circuitos eléctricos: Teoría y prácticaAún no hay calificaciones
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaDe EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaCalificación: 5 de 5 estrellas5/5 (1)
- Proyectos de instalaciones eléctrica de baja tensiónDe EverandProyectos de instalaciones eléctrica de baja tensiónCalificación: 5 de 5 estrellas5/5 (1)
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Fundamentos de electrónica analógicaDe EverandFundamentos de electrónica analógicaCalificación: 5 de 5 estrellas5/5 (1)
- Perez Jhonnatan - Anteproyecto CompletoDocumento23 páginasPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloAún no hay calificaciones
- Perez Jhonnatan - Anteproyecto CompletoDocumento23 páginasPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloAún no hay calificaciones
- Campeonato Ingeniero Automotriz FormatoDocumento6 páginasCampeonato Ingeniero Automotriz FormatoGeovanny MarceloAún no hay calificaciones
- Informe de Cumplimiento Refinería Del PacíficoDocumento11 páginasInforme de Cumplimiento Refinería Del PacíficoGeovanny MarceloAún no hay calificaciones
- Curriculum Ing. Geovanny DaquilemaDocumento4 páginasCurriculum Ing. Geovanny DaquilemaGeovanny MarceloAún no hay calificaciones
- Carta PDocumento36 páginasCarta PGeovanny MarceloAún no hay calificaciones
- Análisis de armaduras planas mediante el método de elementos finitosDocumento11 páginasAnálisis de armaduras planas mediante el método de elementos finitosGeovanny MarceloAún no hay calificaciones
- Mantenimiento vehículos PRLDocumento4 páginasMantenimiento vehículos PRLJorge Catalan CatalanAún no hay calificaciones
- EconDocumento3 páginasEconDaniel JaramilloAún no hay calificaciones
- Oficio 47 Campeonato ING AUTOMOTRIZDocumento1 páginaOficio 47 Campeonato ING AUTOMOTRIZGeovanny MarceloAún no hay calificaciones
- Rutas de La Región Sierra GeografíaDocumento8 páginasRutas de La Región Sierra GeografíaGeovanny MarceloAún no hay calificaciones
- TRIGONOMETRÍADocumento1 páginaTRIGONOMETRÍAGeovanny MarceloAún no hay calificaciones
- Horario DecimoDocumento2 páginasHorario DecimoGeovanny MarceloAún no hay calificaciones
- Barras Brava AutomotrizDocumento1 páginaBarras Brava AutomotrizGeovanny MarceloAún no hay calificaciones
- Equivalencias Normas Europeas y AsmeDocumento142 páginasEquivalencias Normas Europeas y AsmeJavith DeJesús Pertuz Ricardo80% (5)
- Ensayos No Destrucivos en La SoldaduraDocumento13 páginasEnsayos No Destrucivos en La Soldadurageologia1000Aún no hay calificaciones
- Imprimir Prueba FinalDocumento2 páginasImprimir Prueba FinalGeovanny MarceloAún no hay calificaciones
- Cualificacion de SoldaduraDocumento20 páginasCualificacion de SoldaduraGeovanny MarceloAún no hay calificaciones
- Campeonato Ingeniero Automotriz FormatoDocumento6 páginasCampeonato Ingeniero Automotriz FormatoGeovanny MarceloAún no hay calificaciones
- Reglamento Habilidades SolidworksDocumento3 páginasReglamento Habilidades SolidworksGeovanny MarceloAún no hay calificaciones
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAún no hay calificaciones
- EspochDocumento2 páginasEspochGeovanny MarceloAún no hay calificaciones
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAún no hay calificaciones
- Anexo CDocumento2 páginasAnexo CGeovanny MarceloAún no hay calificaciones
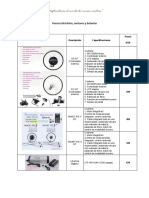
- Precios Bicicletas, Motores y BateriasDocumento2 páginasPrecios Bicicletas, Motores y BateriasGeovanny MarceloAún no hay calificaciones
- Sensores, Actuadores, Clasificación de Motores y ControladoresDocumento4 páginasSensores, Actuadores, Clasificación de Motores y ControladoresGeovanny MarceloAún no hay calificaciones
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAún no hay calificaciones
- Parcial de CalidadDocumento7 páginasParcial de CalidadGeovanny MarceloAún no hay calificaciones
- Adulto MayorDocumento2 páginasAdulto MayorGeovanny MarceloAún no hay calificaciones
- Mini Excavadora Kubota KX121 3 Alpha SPDocumento4 páginasMini Excavadora Kubota KX121 3 Alpha SPramon hidalgoAún no hay calificaciones
- CAGE, - First - Construction in MetalDocumento4 páginasCAGE, - First - Construction in MetalRodrigö Éker100% (2)
- Muy Interesante España 02.2021Documento132 páginasMuy Interesante España 02.2021Elvis Arapa Díaz0% (1)
- Etnografía educativa: método y procesosDocumento7 páginasEtnografía educativa: método y procesosDaniela PuntanoAún no hay calificaciones
- Electiva Actividad 7Documento26 páginasElectiva Actividad 7nora pinzonAún no hay calificaciones
- 620 ejercicios resueltos de química generalDocumento98 páginas620 ejercicios resueltos de química generalLuis AdrianAún no hay calificaciones
- Fórmulas para Cuantificar La Compensación EconómicaDocumento14 páginasFórmulas para Cuantificar La Compensación EconómicaHelenAvalosAún no hay calificaciones
- FASE 1 Tatiana Puerta Grupo 104Documento22 páginasFASE 1 Tatiana Puerta Grupo 104TatisPuertaAún no hay calificaciones
- Instrumentos viento maderaDocumento4 páginasInstrumentos viento maderaAnder JalalAún no hay calificaciones
- Concreto Pretensado Jonathan Romero 25576774 y Jose Salazar 25026142Documento15 páginasConcreto Pretensado Jonathan Romero 25576774 y Jose Salazar 25026142paola leonAún no hay calificaciones
- Informe Taller de Integracion ProfesionalDocumento3 páginasInforme Taller de Integracion ProfesionalmizzioAún no hay calificaciones
- La Ética en La Toma de Decisiones, Construyendo ConfianzaDocumento26 páginasLa Ética en La Toma de Decisiones, Construyendo ConfianzaMaribel OtoyaAún no hay calificaciones
- Conclusion GrupalDocumento2 páginasConclusion GrupalLuz RamirezAún no hay calificaciones
- Estadistica para Negocios y Economía - Capítulo 4Documento44 páginasEstadistica para Negocios y Economía - Capítulo 4David Sebastian Ojeda Lozano100% (1)
- Proyecto CancioneroDocumento4 páginasProyecto Cancionerokarhina200267% (3)
- Landscape A5 EsDocumento391 páginasLandscape A5 EsMartínMaldonadoAún no hay calificaciones
- Educaci+ N F+¡sica. Etica. Est+®tica. Salud. Silvino SantinDocumento33 páginasEducaci+ N F+¡sica. Etica. Est+®tica. Salud. Silvino SantinManuel DupuyAún no hay calificaciones
- Manual de Servicio Del Ventilador SV300 PDFDocumento292 páginasManual de Servicio Del Ventilador SV300 PDFYrvin Emanuel Busnego86% (7)
- Diseño OrganizacionalDocumento8 páginasDiseño OrganizacionalCarlos RomeroAún no hay calificaciones
- Ensayo Sobre Adjudicación DirectaDocumento2 páginasEnsayo Sobre Adjudicación DirectaAndy Martinez FloresAún no hay calificaciones
- Anorexia Nerviosa - Reflexiones Psicoanalíticas Sobre La Sexualidad Femenina y La Figura Del Padre enDocumento8 páginasAnorexia Nerviosa - Reflexiones Psicoanalíticas Sobre La Sexualidad Femenina y La Figura Del Padre enCristian OrellanaAún no hay calificaciones
- Informe Curso Lapidación en Piedra - Carlos OrosteguiDocumento15 páginasInforme Curso Lapidación en Piedra - Carlos OrosteguiJaviera CarvajalAún no hay calificaciones
- Gestión Por ProcesosDocumento7 páginasGestión Por ProcesosAlexandra LadinoAún no hay calificaciones
- Evidencia 2Documento7 páginasEvidencia 2Hinata130486Aún no hay calificaciones
- TAREA 3 Gestion de Procesos OrganizacionalesDocumento8 páginasTAREA 3 Gestion de Procesos Organizacionalesesther floresAún no hay calificaciones
- Unidad III Estructuras Basicas SelectivasDocumento25 páginasUnidad III Estructuras Basicas SelectivasDavid MonteroAún no hay calificaciones
- Evaluaciones CinemáticaDocumento18 páginasEvaluaciones CinemáticaDiegoAún no hay calificaciones
- Metodologia de Investigacion-Cineplanet Version 14Documento25 páginasMetodologia de Investigacion-Cineplanet Version 14Luz Maria Cipriano PujayAún no hay calificaciones
- Tesis Constructora O.Documento11 páginasTesis Constructora O.DAVID VIDAL HUARAYA QUISPE100% (1)
- Indicadores de Logro Tesis GuatemalaDocumento96 páginasIndicadores de Logro Tesis GuatemalaKaren Olivares0% (1)