También podría gustarte
- Cálculo de Número de Pasadas para SoldaduraDocumento5 páginasCálculo de Número de Pasadas para SoldaduraOscar Freire BonillaAún no hay calificaciones
- QW-482 Welding Procedure Specification (WPS)Documento2 páginasQW-482 Welding Procedure Specification (WPS)JORDY ROBINSON CAICHIHUA VERGARAAún no hay calificaciones
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAún no hay calificaciones
- Codigo Asme Seccion IxDocumento53 páginasCodigo Asme Seccion IxGer Di Ciccio100% (2)
- 3.2.3.procedimiento de Soldadura de TuberiasDocumento3 páginas3.2.3.procedimiento de Soldadura de TuberiasLuis Durán MirandaAún no hay calificaciones
- Formato WPSDocumento4 páginasFormato WPSÁlejandro FlorezAún no hay calificaciones
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAún no hay calificaciones
- Certificado PQR SMAWDocumento3 páginasCertificado PQR SMAWH Rivera Oki Antonio100% (1)
- Taller Codigo AWS D1.1 - 2010Documento6 páginasTaller Codigo AWS D1.1 - 2010Williy126Aún no hay calificaciones
- Recubrimiento epoxi rico en zincDocumento3 páginasRecubrimiento epoxi rico en zincTulio Roberto Guarin RAún no hay calificaciones
- CT WPS Smaw 004Documento2 páginasCT WPS Smaw 004jean carlosAún no hay calificaciones
- Listado WPS y PQRDocumento1 páginaListado WPS y PQRSergio LealAún no hay calificaciones
- Diferencia A53 - A 106Documento5 páginasDiferencia A53 - A 106auro01Aún no hay calificaciones
- 275-WPS Smaw-01Documento1 página275-WPS Smaw-01aztk777Aún no hay calificaciones
- WPQ Ac (Gmaw)Documento1 páginaWPQ Ac (Gmaw)Mauricio ObrequeAún no hay calificaciones
- Soldadura de Aleados en TermoelectricasDocumento102 páginasSoldadura de Aleados en Termoelectricasjf2587100% (1)
- Wps de Calificacion de SoldadoresDocumento41 páginasWps de Calificacion de SoldadorespatricioAún no hay calificaciones
- FT Astm A572 Gr50Documento2 páginasFT Astm A572 Gr50Cesar Augusto Vasquez HinostrozaAún no hay calificaciones
- Seleccion de Probetas Asme Secc. IxDocumento22 páginasSeleccion de Probetas Asme Secc. IxMonica SuarezAún no hay calificaciones
- 2.2. Fcaw-09Documento34 páginas2.2. Fcaw-09samyfr454Aún no hay calificaciones
- WpsDocumento7 páginasWpsRichard Franco RamírezAún no hay calificaciones
- PQR UnimetDocumento7 páginasPQR UnimetCarlos Lluen AquinoAún no hay calificaciones
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- Listado de WPS Rev.0Documento37 páginasListado de WPS Rev.0raul gonzalez100% (3)
- ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Documento18 páginasESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Manuel FARIAS IMANAún no hay calificaciones
- Reporte - Macroataque Vasconia-CIB PDFDocumento1 páginaReporte - Macroataque Vasconia-CIB PDFOscar Iván Duque DíazAún no hay calificaciones
- Especificación técnica de producto laminado en caliente IRAM-IAS U 500-42Documento7 páginasEspecificación técnica de producto laminado en caliente IRAM-IAS U 500-42Pablo100% (1)
- Criterios de aceptación bajo ASME VIII Div 1Documento8 páginasCriterios de aceptación bajo ASME VIII Div 1Jose Manuel GaliciaAún no hay calificaciones
- DISEÑO SOLDADURA Rev.A3Documento9 páginasDISEÑO SOLDADURA Rev.A3jomirosaAún no hay calificaciones
- WPS AsmeDocumento3 páginasWPS AsmeDaniel ZapataAún no hay calificaciones
- CURSO VT - 02 SoldadurasDocumento16 páginasCURSO VT - 02 SoldadurasJohana BarreraAún no hay calificaciones
- Items Fundición Astm A27 y A128Documento8 páginasItems Fundición Astm A27 y A128Kenny Andrea Calderon OrozcoAún no hay calificaciones
- Problemas de SoldaduraDocumento17 páginasProblemas de SoldaduraVeintidós MarzoAún no hay calificaciones
- Weld MapDocumento2 páginasWeld Mapaztk777Aún no hay calificaciones
- Pruebas de tensión, doblez y soldaduraDocumento2 páginasPruebas de tensión, doblez y soldaduraivanbfAún no hay calificaciones
- Pqr-Asme BPVC IxDocumento2 páginasPqr-Asme BPVC IxMATEOAún no hay calificaciones
- Electrodo Lincoln GRICU 8Documento1 páginaElectrodo Lincoln GRICU 8Jose Luis Perez JimenezAún no hay calificaciones
- (Soldadura en Z) AWS D1.1 & DIN 18 800-1Documento3 páginas(Soldadura en Z) AWS D1.1 & DIN 18 800-1joseAún no hay calificaciones
- Wps GTAWDocumento1 páginaWps GTAWStalin AriasAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- ASTM A234 A234M 20252.en - EsDocumento9 páginasASTM A234 A234M 20252.en - EsCesar SotoAún no hay calificaciones
- WPQ Rha API 1104t 01Documento1 páginaWPQ Rha API 1104t 01Kevvin Danniel DazzaAún no hay calificaciones
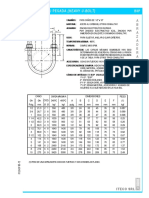
- Pesos UboltDocumento1 páginaPesos UboltJose Pulido CalderonAún no hay calificaciones
- Calificación de Procedimiento de SoldaduraDocumento4 páginasCalificación de Procedimiento de SoldaduraJorgeAún no hay calificaciones
- A106 Piping Esp.Documento13 páginasA106 Piping Esp.Kevin GonzalesAún no hay calificaciones
- Planilla Welding MapDocumento1 páginaPlanilla Welding MapMiguel PulidoAún no hay calificaciones
- Normas Equivalentes AcerosDocumento1 páginaNormas Equivalentes AcerosDiego AllaireAún no hay calificaciones
- Planilla Welding MapDocumento1 páginaPlanilla Welding MapLU1228Aún no hay calificaciones
- Perfil WDocumento1 páginaPerfil Wjose octavioAún no hay calificaciones
- ASTM A53 tubos aceroDocumento3 páginasASTM A53 tubos aceroJóss Ang100% (1)
- NCh292 1960 PDFDocumento27 páginasNCh292 1960 PDFNabucodonosor6969Aún no hay calificaciones
- ASTM E 165E165M - 18.en - EsDocumento35 páginasASTM E 165E165M - 18.en - EsMartin BarriosAún no hay calificaciones
- Procedimiento Fabricación de VigaDocumento12 páginasProcedimiento Fabricación de VigaCarlos Alberto OviedoAún no hay calificaciones
- UNE EN ISO 15609-1 y UNE EN ISO 15614-1Documento102 páginasUNE EN ISO 15609-1 y UNE EN ISO 15614-1Luis PiñeiroAún no hay calificaciones
- Ejemplo Cualificacion Proc Soldeo SoldadoresDocumento26 páginasEjemplo Cualificacion Proc Soldeo Soldadoressandy pico100% (1)
- Introduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFDocumento63 páginasIntroduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFeduardo Salazar RiveraAún no hay calificaciones
- Api 1104 - 2013 PDFDocumento64 páginasApi 1104 - 2013 PDFPeter Pittman0% (1)
- NORMATIVA API PARA ESTACIONES DE COMPRESIÓNDocumento4 páginasNORMATIVA API PARA ESTACIONES DE COMPRESIÓNWilson GarciaAún no hay calificaciones
- SOLDADURA WPS-PQR Rev.01Documento14 páginasSOLDADURA WPS-PQR Rev.01favio alejandro paz benavidesAún no hay calificaciones
- Api 1104Documento46 páginasApi 1104ramefAún no hay calificaciones
- Metrologia Y Mecanica de Banco: ProtocoloDocumento40 páginasMetrologia Y Mecanica de Banco: ProtocoloCristian Martinez Chalque100% (1)
- Soladura Al ArcoDocumento31 páginasSoladura Al ArcoJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Propiedades MecanicasDocumento24 páginasPropiedades MecanicasJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Propiedades de Los Materiales 1Documento18 páginasPropiedades de Los Materiales 1Javith DeJesús Pertuz RicardoAún no hay calificaciones
- Parametros de MecanizadoDocumento7 páginasParametros de MecanizadoJavith DeJesús Pertuz Ricardo0% (1)
- Cuestionario MaterialesDocumento2 páginasCuestionario MaterialesJavith DeJesús Pertuz Ricardo0% (1)
- Qué Es Un GoniómetroDocumento4 páginasQué Es Un GoniómetroJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Qué Es Un GoniómetroDocumento4 páginasQué Es Un GoniómetroJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Soladura Al ArcoDocumento31 páginasSoladura Al ArcoJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Instrumentos de MedicionDocumento19 páginasInstrumentos de Medicionjuanitojhons79409Aún no hay calificaciones
- Procesos de Conformado - Ingenieria Industrial OnlineDocumento16 páginasProcesos de Conformado - Ingenieria Industrial OnlineJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Propiedades Mecanicas de Los Materiales 1Documento8 páginasPropiedades Mecanicas de Los Materiales 1Javith DeJesús Pertuz RicardoAún no hay calificaciones
- DurezaDocumento7 páginasDurezaJavith DeJesús Pertuz Ricardo100% (1)
- Metodos Procesados de MaterialesDocumento15 páginasMetodos Procesados de MaterialesJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Aleaciones Ferrosas PDFDocumento28 páginasAleaciones Ferrosas PDFJathinson MenesesAún no hay calificaciones
- Aleacionesnoferrosas 200301231022Documento19 páginasAleacionesnoferrosas 200301231022Javith DeJesús Pertuz RicardoAún no hay calificaciones
- PDFDocumento19 páginasPDFJavith DeJesús Pertuz RicardoAún no hay calificaciones
- CuestionarioDocumento5 páginasCuestionarioJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Introduccion A Los Materiales de Ingenieria PDFDocumento49 páginasIntroduccion A Los Materiales de Ingenieria PDFJavith DeJesús Pertuz RicardoAún no hay calificaciones
- 2012 t1 Capitulo 0 Introduccion A La Ciencia de MaterialesDocumento21 páginas2012 t1 Capitulo 0 Introduccion A La Ciencia de MaterialesJhon MatheusAún no hay calificaciones
- 2012 t1 Capitulo 0 Introduccion A La Ciencia de MaterialesDocumento21 páginas2012 t1 Capitulo 0 Introduccion A La Ciencia de MaterialesJhon MatheusAún no hay calificaciones
- Historia de los materiales desde la Edad de PiedraDocumento17 páginasHistoria de los materiales desde la Edad de PiedraDana Mejia100% (1)
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- PDFDocumento19 páginasPDFJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Historia de los materiales desde la Edad de PiedraDocumento17 páginasHistoria de los materiales desde la Edad de PiedraDana Mejia100% (1)
- Nuevas Tecnologías para Maximo Desempeño de La FCC PDFDocumento34 páginasNuevas Tecnologías para Maximo Desempeño de La FCC PDFJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Introduccion A Los Materiales de Ingenieria PDFDocumento49 páginasIntroduccion A Los Materiales de Ingenieria PDFJavith DeJesús Pertuz RicardoAún no hay calificaciones
- Ensayos Destructivos PDFDocumento19 páginasEnsayos Destructivos PDFronyportillaAún no hay calificaciones
- Elaboración de La Especificación Del Procedimiento de Soldadura WPS y El Registro de Calificacion PQR Segun ASME .Documento42 páginasElaboración de La Especificación Del Procedimiento de Soldadura WPS y El Registro de Calificacion PQR Segun ASME .vricardolAún no hay calificaciones
- Impact oDocumento17 páginasImpact oJosé PintoAún no hay calificaciones