También podría gustarte
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Astm D-4123Documento7 páginasAstm D-4123Néstor Ulises Hernández100% (1)
- INV E-749-07 Ensayode Tensión Indirecta para Determinar El Modulo Resiliente de Mezclas AsfálticasDocumento8 páginasINV E-749-07 Ensayode Tensión Indirecta para Determinar El Modulo Resiliente de Mezclas AsfálticasBlosky Valcárcel VargasAún no hay calificaciones
- Informacion Tecnicas Prime 140 - ConsumosDocumento8 páginasInformacion Tecnicas Prime 140 - ConsumosRuben E. Aguilar Lazarte100% (1)
- Manual Reciclaje FrioDocumento272 páginasManual Reciclaje FrioKristian Vega Rojas100% (19)
- Astm D-422 PDFDocumento5 páginasAstm D-422 PDFMiguel VicharraAún no hay calificaciones
- Manual Extendido Vogele EspanolDocumento92 páginasManual Extendido Vogele EspanolAlberjose Sanchez Ruiz100% (10)
- Manual Operacion Planta Asfalto Terex 140Documento51 páginasManual Operacion Planta Asfalto Terex 140henotharenas89% (9)
- Horno de Ignicion PDFDocumento4 páginasHorno de Ignicion PDFJhovana VenturaAún no hay calificaciones
- BS 1377-2 Límite Líquido Con ConoDocumento11 páginasBS 1377-2 Límite Líquido Con ConoOctavio Castro Camacho100% (1)
- Base Estabilizada Con Emulsion AsfalticaDocumento17 páginasBase Estabilizada Con Emulsion AsfalticaCarmelo CastroAún no hay calificaciones
- Base Estabilizada Con AsfaltoDocumento10 páginasBase Estabilizada Con AsfaltoKelin Jhoselin Aguedo TorresAún no hay calificaciones
- Práctica Estándar para Muestreo de Mezclas Bituminosas Compactadas para Pruebas de LaboratorioDocumento3 páginasPráctica Estándar para Muestreo de Mezclas Bituminosas Compactadas para Pruebas de LaboratorioPedro L MartínezAún no hay calificaciones
- Norma Astm D 1194Documento8 páginasNorma Astm D 1194Andy Greey Mera VásquezAún no hay calificaciones
- Traducción ASTM D4867Documento6 páginasTraducción ASTM D4867MariaJose Muñoz Ulloa100% (2)
- Astm d5821 PDFDocumento9 páginasAstm d5821 PDFheidy paola del castillo carrillo100% (1)
- Daño Por Humedad en Mezclas AsfalticasDocumento16 páginasDaño Por Humedad en Mezclas AsfalticasMacarena Fernandez GallardoAún no hay calificaciones
- Medicion de Deflexiones Con La Viga BenkelmanDocumento55 páginasMedicion de Deflexiones Con La Viga BenkelmanAnonymous 2MchMd97SdAún no hay calificaciones
- Ensayo de Cohesión Issa TB 139Documento12 páginasEnsayo de Cohesión Issa TB 139Marcelo Cuentas Mercado100% (1)
- Manejo Del Equipo MerlinDocumento41 páginasManejo Del Equipo MerlinCarlos Jesus Odar Lima78% (9)
- Camion Imprimador de AsfaltoDocumento10 páginasCamion Imprimador de AsfaltoFrancine Crespo TercerosAún no hay calificaciones
- Manual de Partes Sm-750Documento63 páginasManual de Partes Sm-750IB-Roa Balam Avendaño RoaAún no hay calificaciones
- Modulo Dinamico Mezclas-AsfalticasDocumento16 páginasModulo Dinamico Mezclas-AsfalticasGabriel Granilla100% (1)
- Norma Astm d4791 - 10Documento13 páginasNorma Astm d4791 - 10ricardogr2005Aún no hay calificaciones
- 03manual RAMCODES 2009Documento207 páginas03manual RAMCODES 2009YuliChirino0% (1)
- Norma INV E-120-07Documento7 páginasNorma INV E-120-07Fredy SierraAún no hay calificaciones
- Issa SlurryDocumento18 páginasIssa SlurryGustavo GuerraAún no hay calificaciones
- Astm d6926 16 EspañolDocumento9 páginasAstm d6926 16 Españolsusanale100% (1)
- MT Astm d3515 d5Documento1 páginaMT Astm d3515 d5Sergio Quispe100% (1)
- MSCRDocumento15 páginasMSCRRafael Lucio Rojas Leon100% (2)
- Manual Visualizado Slurry Seal - 1Documento29 páginasManual Visualizado Slurry Seal - 1Jony GutiérrezAún no hay calificaciones
- Maximizer Distribuidor de Asfalto LLDocumento5 páginasMaximizer Distribuidor de Asfalto LLRodrigo LozadaAún no hay calificaciones
- Resumen de Las Guias Generales Issa A 143Documento3 páginasResumen de Las Guias Generales Issa A 143Jean PajueloAún no hay calificaciones
- Astm C-170 GutierrezDocumento9 páginasAstm C-170 GutierrezJAVIER NAPOLEON COLINA POZOAún no hay calificaciones
- ASTMD - 2493 TraducidaDocumento8 páginasASTMD - 2493 TraducidaCésar Camilo Grefa ValenciaAún no hay calificaciones
- 2.3.2.-Certificado de Calidad - EmulsionesDocumento1 página2.3.2.-Certificado de Calidad - EmulsionesCarlos JulcaAún no hay calificaciones
- Módulo de Rigidez de PavimentosDocumento15 páginasMódulo de Rigidez de PavimentosCharlyEstrellaSalcedoAún no hay calificaciones
- ISSA TB - 109. Test Method For Measurement of Excess Asphalt in Bituminous Mixtures by Use of A Loaded Wheel Tester and Sand Adhesion - En.esDocumento3 páginasISSA TB - 109. Test Method For Measurement of Excess Asphalt in Bituminous Mixtures by Use of A Loaded Wheel Tester and Sand Adhesion - En.esOscar MuñozAún no hay calificaciones
- E965-15 - Profundidad de Macro Textura Del Pavimento Método VolumétricoDocumento5 páginasE965-15 - Profundidad de Macro Textura Del Pavimento Método VolumétricoToño De Leon100% (3)
- Cálculo FresadoraDocumento40 páginasCálculo FresadoraVini André100% (1)
- Diseño N°01 MAC ASTM D-3515 CHPDocumento11 páginasDiseño N°01 MAC ASTM D-3515 CHPJORGE SILVAAún no hay calificaciones
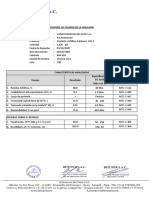
- Informe de Calibracion 24-Junio-2019Documento11 páginasInforme de Calibracion 24-Junio-2019RobertAún no hay calificaciones
- AASHTO R30 - Acondicionamiento de Mezcla Asfáltica CalienteDocumento6 páginasAASHTO R30 - Acondicionamiento de Mezcla Asfáltica CalienteToño De Leon100% (4)
- Camiones Distribuidores de AsfaltoDocumento13 páginasCamiones Distribuidores de AsfaltoSU ConyAún no hay calificaciones
- MAtsuo AkaiDocumento11 páginasMAtsuo AkaiMike Rooiz100% (1)
- Tesis BenkelmanDocumento164 páginasTesis BenkelmanSergio Luis Blas Mercado100% (1)
- Manual de Mezclas AsfalticasDocumento27 páginasManual de Mezclas Asfalticasdaniel SantiagoAún no hay calificaciones
- Penetrometro de Bolsillo ImprimeDocumento4 páginasPenetrometro de Bolsillo ImprimeOmarVilcaAún no hay calificaciones
- Ensayo Viga BenkelmanDocumento2 páginasEnsayo Viga BenkelmanDavid Bombon50% (2)
- 6.3 D6927 Estabilidad y Flujo MarshallDocumento10 páginas6.3 D6927 Estabilidad y Flujo Marshalljorgesilva84Aún no hay calificaciones
- Términos de Referencia AceroDocumento4 páginasTérminos de Referencia Acerogilbert andradeAún no hay calificaciones
- 01 Informe Calidad 03Documento7 páginas01 Informe Calidad 03Jim navarro carpioAún no hay calificaciones
- Especificaciones Tecnicas - Instalaciones Sanitarias Colegio VillarealDocumento45 páginasEspecificaciones Tecnicas - Instalaciones Sanitarias Colegio VillarealHildebrando HuayapaAún no hay calificaciones
- Determinación de La Granulometría en Muestras de Azucares CristalizadosDocumento16 páginasDeterminación de La Granulometría en Muestras de Azucares Cristalizadoscynthia lecca rodriguezAún no hay calificaciones
- NMX F 303 SCFI 2011 PDFDocumento16 páginasNMX F 303 SCFI 2011 PDFCliver Santos Yupanqui MachacaAún no hay calificaciones
- Proyecto Defeinitivo 1234Documento7 páginasProyecto Defeinitivo 1234MARIELIS GONZALEZAún no hay calificaciones
- Manual de Operacion Acueducto La ApartadaDocumento36 páginasManual de Operacion Acueducto La ApartadaCONSTRUCCIONES C.O. CALDERONAún no hay calificaciones
- 01 Informe Diseno MezclaDocumento7 páginas01 Informe Diseno Mezclaromel Bendezú BedrillanaAún no hay calificaciones
- 2 Manual de Uso y Manejo de Un Banco HidraulicoDocumento8 páginas2 Manual de Uso y Manejo de Un Banco HidraulicoJORGE DAVALOSAún no hay calificaciones
- Informe-Bienes en Mal Estado Neonatologia-SignedDocumento3 páginasInforme-Bienes en Mal Estado Neonatologia-SignedCarlos CapillaAún no hay calificaciones
- MVS 02 Compresion Inconfinada ASTM D 2116 PDFDocumento15 páginasMVS 02 Compresion Inconfinada ASTM D 2116 PDFCalvin La FoucadeAún no hay calificaciones
- Diseño de ColumnasDocumento15 páginasDiseño de ColumnasCalvin La FoucadeAún no hay calificaciones
- Especificaciones Técnicas de Tanque Metalico 120 LtsDocumento80 páginasEspecificaciones Técnicas de Tanque Metalico 120 LtsCalvin La FoucadeAún no hay calificaciones
- CARNICERIADocumento12 páginasCARNICERIACalvin La Foucade100% (1)
- LIBRO Diseño de Estructuras de Concreto ArmadoDocumento1 páginaLIBRO Diseño de Estructuras de Concreto ArmadoCalvin La FoucadeAún no hay calificaciones
- Radice Lucio - La Matematica de Pitagoras A NewtonDocumento118 páginasRadice Lucio - La Matematica de Pitagoras A NewtonRejs PeruAún no hay calificaciones
- Planteodeecu 1ro NJDocumento1 páginaPlanteodeecu 1ro NJEdwin Farfan FajardoAún no hay calificaciones
- PPT13 - Ing - Gallardo - Diagrama de Interacción de ColumnasDocumento28 páginasPPT13 - Ing - Gallardo - Diagrama de Interacción de ColumnasJosé Pe100% (1)
- Análisis Combinatorio Ii 09.02.07Documento5 páginasAnálisis Combinatorio Ii 09.02.07Edinsson R. Javier Villanueva67% (3)
- Primer Examen GN 2017-Ivan Pino FigueroaDocumento23 páginasPrimer Examen GN 2017-Ivan Pino FigueroaIvan Pino FigueroaAún no hay calificaciones
- Filarmónica de BerlínDocumento13 páginasFilarmónica de BerlínJonathan Dueñas SánchezAún no hay calificaciones
- Aceite Mobil Delvac MX 15 w40Documento5 páginasAceite Mobil Delvac MX 15 w40rajop231173Aún no hay calificaciones
- Escala de Iconicidad Decreciente de Abraham MolesDocumento1 páginaEscala de Iconicidad Decreciente de Abraham MolesValeria RuizAún no hay calificaciones
- Hidrocarburos Organica IDocumento16 páginasHidrocarburos Organica ItanyAún no hay calificaciones
- Pandeo Chirajara PDFDocumento33 páginasPandeo Chirajara PDFHenryRatonCastañoAún no hay calificaciones
- Training Monitores y TV LCD BenqDocumento58 páginasTraining Monitores y TV LCD BenqvideosonAún no hay calificaciones
- Cobreado BasicoDocumento9 páginasCobreado BasicoRosa VasquezAún no hay calificaciones
- Test t.6 - Dispensación de Productos ParafarmacéuticosDocumento3 páginasTest t.6 - Dispensación de Productos ParafarmacéuticosjdAún no hay calificaciones
- Elabore Un ExperimentoDocumento11 páginasElabore Un ExperimentoJoshua BrianoAún no hay calificaciones
- Nivel Basico Ing. NavaDocumento97 páginasNivel Basico Ing. NavaMaria ReyesAún no hay calificaciones
- Constante de Planck 22Documento11 páginasConstante de Planck 22Roman Torres RomeroAún no hay calificaciones
- Modulo Trato Al Usuario MetroDocumento20 páginasModulo Trato Al Usuario Metrodaniiel yiidAún no hay calificaciones
- Universidad Nacional Del AltiplanoDocumento43 páginasUniversidad Nacional Del Altiplanodersun04Aún no hay calificaciones
- Anexo E Materiales.Documento13 páginasAnexo E Materiales.tulioAún no hay calificaciones
- Sistema de Bombeo DomesticoDocumento11 páginasSistema de Bombeo DomesticoSiul Vargas AcaroAún no hay calificaciones
- Fieltro PapelDocumento2 páginasFieltro PapelGabriel RebolledoAún no hay calificaciones
- Jaime Jesus Cid FalcetoDocumento339 páginasJaime Jesus Cid FalcetoDiana L. QuintanaAún no hay calificaciones
- 4 Clase Intro ModflowDocumento80 páginas4 Clase Intro Modflowedwin_jihuanaAún no hay calificaciones
- Planta de AcetonaDocumento56 páginasPlanta de AcetonaJosé Arturo Tlapaltotoli PanecatlAún no hay calificaciones
- Tutorial Prosper 03.en - EsDocumento38 páginasTutorial Prosper 03.en - EsFernandoChauqueAún no hay calificaciones
- Exposicion de MatematicaDocumento11 páginasExposicion de Matematicaevelyn patricia tejada llacasAún no hay calificaciones
- Practicas Tiro ParabolicoDocumento3 páginasPracticas Tiro ParabolicoFernanda GonzalezAún no hay calificaciones
- Socavacion - Guillermo Octavio DiazDocumento27 páginasSocavacion - Guillermo Octavio DiazGuillermo Díaz100% (1)
- Plan de Asignatura Fisicoquimica.Documento8 páginasPlan de Asignatura Fisicoquimica.Jose OlivellaAún no hay calificaciones
- Fisica Laboratorio de Suelos Sesion 02 2021-IIDocumento55 páginasFisica Laboratorio de Suelos Sesion 02 2021-IIjordy herrera floresAún no hay calificaciones