También podría gustarte
- GIPEM U6 PD Contabilidad y CostosDocumento22 páginasGIPEM U6 PD Contabilidad y CostosRoberto VazquezAún no hay calificaciones
- Unidad 1Documento19 páginasUnidad 1Jose ReynosoAún no hay calificaciones
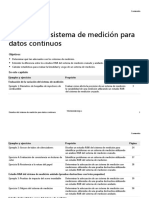
- Medición Datos Continuos R&RDocumento23 páginasMedición Datos Continuos R&RIr Go Jar100% (1)
- Experimento 1 Fisica MecanicaDocumento5 páginasExperimento 1 Fisica MecanicaJUAN CAMILO PULIDO MENDEZAún no hay calificaciones
- Informe de Pruebas de Numeros PseudoaleatoriosDocumento34 páginasInforme de Pruebas de Numeros PseudoaleatoriosSamuel KlintonAún no hay calificaciones
- Ap 2 Hiper Destiladores 9Documento12 páginasAp 2 Hiper Destiladores 9Steven MalavéAún no hay calificaciones
- Ejercicios ResueltosDocumento22 páginasEjercicios ResueltosAracely NoheliaAún no hay calificaciones
- Intercambiadores de CalorDocumento39 páginasIntercambiadores de CalorLuisCharris0% (1)
- Infor de TTL 7404, 7408 y 7432Documento15 páginasInfor de TTL 7404, 7408 y 7432frandyAún no hay calificaciones
- Sistema PCHDocumento20 páginasSistema PCHWilson Fernando GarzónAún no hay calificaciones
- Banda HMIDocumento20 páginasBanda HMIDavid EugenioAún no hay calificaciones
- Instalación de Solidworks 2019 (Drive)Documento4 páginasInstalación de Solidworks 2019 (Drive)santiago147852Aún no hay calificaciones
- GAP - Entregable2 - Lara Contreras Juan CarlosDocumento7 páginasGAP - Entregable2 - Lara Contreras Juan CarlosMechatronic Lara100% (1)
- Mapa Conceptual CEP, APQP y PPAP.Documento3 páginasMapa Conceptual CEP, APQP y PPAP.aileen guluarte100% (1)
- Laboratorio 1Documento20 páginasLaboratorio 1Santiago Montoya100% (1)
- Practica Control de Calidad Abigail MontoyaDocumento10 páginasPractica Control de Calidad Abigail MontoyaAbigail Montoya0% (1)
- Taller EstadisticaDocumento2 páginasTaller EstadisticaLena0% (1)
- Laboratorio EstadísticaDocumento78 páginasLaboratorio Estadísticaltpower100% (1)
- Tiempos de ProducciónDocumento39 páginasTiempos de ProducciónErick MartinezAún no hay calificaciones
- U1 - S2 - Ejercicios para La Actividad VirtualDocumento4 páginasU1 - S2 - Ejercicios para La Actividad VirtualRolando Del CAstilloAún no hay calificaciones
- 6 2020 DIAGRAMAS DE FLUJO DE ProcesosDocumento26 páginas6 2020 DIAGRAMAS DE FLUJO DE ProcesosAldahir Bernal100% (1)
- Instalaciones de CalorDocumento40 páginasInstalaciones de CalorIvan SCAún no hay calificaciones
- Investigacion OperacionesDocumento61 páginasInvestigacion OperacioneswilsonAún no hay calificaciones
- UNIDAD 3 CONTROL DE CALIDAD EN LINEA ExamenDocumento8 páginasUNIDAD 3 CONTROL DE CALIDAD EN LINEA Examenangel0% (1)
- Dexp 2018 E1 BRJCDocumento54 páginasDexp 2018 E1 BRJCJuan Carlos Becerra RAún no hay calificaciones
- Transformada de LaplaceDocumento34 páginasTransformada de LaplaceJose David Medina Martínez100% (1)
- Estadística. Serie Schaum - 4ta Edición - Murray R. Spiegel PDFDocumento4 páginasEstadística. Serie Schaum - 4ta Edición - Murray R. Spiegel PDFCristian Espejo0% (1)
- Sumador Logica CmosDocumento24 páginasSumador Logica CmosFelipe Jimenez Jimenez100% (1)
- Informe Del Ejercicio 11 Del Libro de Taha Capitulos 3 Metodo SimplexDocumento12 páginasInforme Del Ejercicio 11 Del Libro de Taha Capitulos 3 Metodo SimplexBryan GarciaAún no hay calificaciones
- Control de Temperatura de Agua en Un TanqueDocumento139 páginasControl de Temperatura de Agua en Un TanquedaianasoledadromeroAún no hay calificaciones
- Reporte 4 Sistemas MecanicosDocumento10 páginasReporte 4 Sistemas Mecanicosfernando0% (1)
- Estrategia de ExperimentacionDocumento11 páginasEstrategia de ExperimentacionIrais SanbriaAún no hay calificaciones
- Asignación de AvionesDocumento7 páginasAsignación de AvionesTrampero L GRoseroAún no hay calificaciones
- Vectores OrtonormalesDocumento9 páginasVectores OrtonormalesBrian Cruz Garrido0% (1)
- Guia1 309Documento4 páginasGuia1 309Cesar Vasquez AlvaradoAún no hay calificaciones
- Informe N°3 - RugosidadDocumento14 páginasInforme N°3 - RugosidadJoaquin MathiasAún no hay calificaciones
- Tarea 7 - DBCA y ANOVADocumento3 páginasTarea 7 - DBCA y ANOVAHamilton Jimènez Velasco100% (1)
- Teoria de Colas Con Multiples Canales MMS (TEORIA) OkDocumento3 páginasTeoria de Colas Con Multiples Canales MMS (TEORIA) OkANA MELGARAún no hay calificaciones
- Guia 3 Francisco Murillo ACIDocumento19 páginasGuia 3 Francisco Murillo ACIFRANCISCO FEDERICO MURILLO VILLAREAL100% (1)
- Computadores SupersegmentadosDocumento13 páginasComputadores SupersegmentadoschubijonesAún no hay calificaciones
- Biblioteca Escolar OrganizacionDocumento2 páginasBiblioteca Escolar OrganizacionRoberto Pedrón DomingoAún no hay calificaciones
- Análisis de Causas de IncumplimientoDocumento4 páginasAnálisis de Causas de Incumplimientodiego hinostroza gutierrezAún no hay calificaciones
- Ejercicios Cap 5 Part 1Documento11 páginasEjercicios Cap 5 Part 1Yosely Roble'sAún no hay calificaciones
- Laboratorio 5Documento6 páginasLaboratorio 5AlvaroSalasFarfanAún no hay calificaciones
- Actividad 4 Ecuaciones Diferenciales - ColaborativoDocumento26 páginasActividad 4 Ecuaciones Diferenciales - ColaborativoPaola RamirezAún no hay calificaciones
- Manual PrácticaDocumento5 páginasManual PrácticaJpabloab9916Aún no hay calificaciones
- Ejercicios ResueltosDocumento10 páginasEjercicios ResueltosMáximo SalasAún no hay calificaciones
- 20 ProgramacionEntera PDFDocumento47 páginas20 ProgramacionEntera PDFLuis TarazonaAún no hay calificaciones
- Diseño de Experimento PapelDocumento10 páginasDiseño de Experimento PapelGuillermo harnischAún no hay calificaciones
- Guia 3 - AIPDocumento8 páginasGuia 3 - AIPBradley RodiAún no hay calificaciones
- Unidad 1. VectoresDocumento39 páginasUnidad 1. VectoresAby ValenzuelaAún no hay calificaciones
- Diagrama de MoullierDocumento40 páginasDiagrama de MoullierAlfredoAún no hay calificaciones
- Raptor y CDocumento194 páginasRaptor y CManuelMendoza0% (1)
- AC 3 - Capacidad de Un ProcesoDocumento2 páginasAC 3 - Capacidad de Un ProcesoandresAún no hay calificaciones
- Proyecto MetodosDocumento4 páginasProyecto MetodosMateo LigniaAún no hay calificaciones
- Iso 9001-2015 PDFDocumento131 páginasIso 9001-2015 PDFSolange DíazAún no hay calificaciones
- Adm. Pub. #1Documento6 páginasAdm. Pub. #1Rolfi ToribioAún no hay calificaciones
- Actividad 1 - Conceptos de Los Sistemas de Gestión de La CalidadDocumento7 páginasActividad 1 - Conceptos de Los Sistemas de Gestión de La CalidadTorres CamiloAún no hay calificaciones
- Gestion de La Calidad para Las ExportacionesDocumento27 páginasGestion de La Calidad para Las ExportacionesVictor Villanueva100% (1)
- CITEXDocumento15 páginasCITEXPatricia EspinozaAún no hay calificaciones
- OpmaqsopDocumento95 páginasOpmaqsopsintoros1Aún no hay calificaciones
- FibonaccinDocumento23 páginasFibonaccinsintoros1Aún no hay calificaciones
- CAP 3 - Maquinas de Corriente Continua PDFDocumento20 páginasCAP 3 - Maquinas de Corriente Continua PDFJavier VargasAún no hay calificaciones
- Manual de Depuracion de Aguas Residuales UrbanasDocumento264 páginasManual de Depuracion de Aguas Residuales Urbanasrvriveiro5649Aún no hay calificaciones
- Din CompDocumento2 páginasDin Compsintoros1Aún no hay calificaciones
- CAP 6 - Maquina SincronicaDocumento28 páginasCAP 6 - Maquina SincronicaZato_LCS0% (1)
- Diseno de Procesos de ManufacturaDocumento7 páginasDiseno de Procesos de Manufacturasintoros175% (4)
- Apuntes Sistemas InformacionDocumento25 páginasApuntes Sistemas Informaciongelo_ag_82Aún no hay calificaciones
- Intercambiador CalculoDocumento33 páginasIntercambiador CalculoLuisojedaAún no hay calificaciones
- Entropia 8Documento21 páginasEntropia 8sintoros1100% (1)
- EconomíaestadoeticaDocumento191 páginasEconomíaestadoeticasintoros1Aún no hay calificaciones
- Punto EquilibrioDocumento28 páginasPunto EquilibrioAlberto GuevaraAún no hay calificaciones
- MicrosDocumento9 páginasMicrossintoros1Aún no hay calificaciones
- VariacionesDocumento24 páginasVariacionessintoros1100% (14)
- Introduccion A La EticaDocumento7 páginasIntroduccion A La Eticasintoros1Aún no hay calificaciones
- Modelo de InventariosDocumento6 páginasModelo de Inventariossintoros1Aún no hay calificaciones
- Código de Etica para Ingenieros Mecànicos ElectricistasDocumento6 páginasCódigo de Etica para Ingenieros Mecànicos ElectricistasGerardo Navarro SánchezAún no hay calificaciones
- Entrada Forzada Cerraduras, Grupo 3Documento26 páginasEntrada Forzada Cerraduras, Grupo 3Oleg PriodlAún no hay calificaciones
- Trabajo Investigativo Del Golden GateDocumento4 páginasTrabajo Investigativo Del Golden GateCarlos Adrian Santos VillavecesAún no hay calificaciones
- Propuesta Comercial - EDIFICIO PASADENA 103 - PROPIEDAD HORIZONTALDocumento6 páginasPropuesta Comercial - EDIFICIO PASADENA 103 - PROPIEDAD HORIZONTALSergio LeonAún no hay calificaciones
- Presentación Ciacep - CiacepDocumento85 páginasPresentación Ciacep - CiacepJaime Alberto Flores PeñaAún no hay calificaciones
- Laboratorio Sofware Sap 2000Documento13 páginasLaboratorio Sofware Sap 2000Nayely Hoyos BaezAún no hay calificaciones
- Importancia de Trabajar Dimensionalmente Un BuqueDocumento2 páginasImportancia de Trabajar Dimensionalmente Un BuqueJonish CastañedaAún no hay calificaciones
- CapilaridadDocumento5 páginasCapilaridadSDollfie100% (1)
- PASIVACIONDocumento13 páginasPASIVACIONAnonymous SghVMpAún no hay calificaciones
- Metricas Orientada Al Tamaño - ConvotDocumento3 páginasMetricas Orientada Al Tamaño - ConvotdavidAún no hay calificaciones
- 16.2.manual Entrenamiento DVM Pro - 2015Documento85 páginas16.2.manual Entrenamiento DVM Pro - 2015Raul Jaime Flores GuardiaAún no hay calificaciones
- Proyecto Ingeniería de TransitoDocumento46 páginasProyecto Ingeniería de TransitoKevin SantiagoAún no hay calificaciones
- Coordinador (A) de Planificación y Control de Gestión PDFDocumento2 páginasCoordinador (A) de Planificación y Control de Gestión PDFHenry Escalona100% (1)
- Análisis de Precios Unitarios: PáginaDocumento58 páginasAnálisis de Precios Unitarios: PáginaMarviin Mariiños QuiispeAún no hay calificaciones
- Lineamientos en CampoDocumento26 páginasLineamientos en CampoRafael Castro GarcíaAún no hay calificaciones
- Memorias Proyecto PuentesDocumento50 páginasMemorias Proyecto PuentesMaqMaikAún no hay calificaciones
- El BencenoDocumento26 páginasEl BencenoCarlos M. P. GonzálezAún no hay calificaciones
- Messer Caja ReductoraDocumento7 páginasMesser Caja ReductoraELIECER SANCHEZAún no hay calificaciones
- Estructura de Datos PDFDocumento310 páginasEstructura de Datos PDFEdwing Maquera FloresAún no hay calificaciones
- Civil 10Documento12 páginasCivil 10Diefo 69Aún no hay calificaciones
- Guia 1 Magnitudes Electricas y Circuitos DC y Ac PDFDocumento11 páginasGuia 1 Magnitudes Electricas y Circuitos DC y Ac PDFAndres RubiioAún no hay calificaciones
- Deformación de Una CintaDocumento2 páginasDeformación de Una CintaDavidNaranjoAún no hay calificaciones
- Instalaciones de SeguridadDocumento32 páginasInstalaciones de SeguridadnelzonAún no hay calificaciones
- Ems Agua y DesagueDocumento38 páginasEms Agua y DesagueStephano Caro GuillenAún no hay calificaciones
- Practica-Conexión de Un Alternador TrifasicoDocumento7 páginasPractica-Conexión de Un Alternador Trifasicoluisoscar29535Aún no hay calificaciones
- Terminologia Peruana Albañileria ConcretoDocumento9 páginasTerminologia Peruana Albañileria ConcretoLucia OjedaAún no hay calificaciones
- Proyecto de Ciencias NaturalesDocumento9 páginasProyecto de Ciencias NaturalesRodolfo ruizAún no hay calificaciones
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Documento42 páginas(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManAún no hay calificaciones
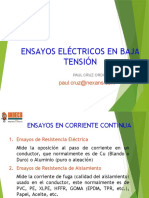
- Ensayos Eléctricos en Baja Tensión 1Documento49 páginasEnsayos Eléctricos en Baja Tensión 1Paul CruzAún no hay calificaciones
- Estabilización de Suelos Con Jet Grouting - Mariana BernasconiDocumento18 páginasEstabilización de Suelos Con Jet Grouting - Mariana BernasconiLorea ElvisAún no hay calificaciones