También podría gustarte
- UltrasonidoDocumento129 páginasUltrasonidoBLAS DANIEL MARINOAún no hay calificaciones
- Procedimiento de Inspección Mediante Partículas MagnéticasDocumento9 páginasProcedimiento de Inspección Mediante Partículas MagnéticasAna QUISPEAún no hay calificaciones
- UltraPIPE Completo OKDocumento27 páginasUltraPIPE Completo OKAleex RodriguezAún no hay calificaciones
- 3.3 Emision Acustica (AET)Documento9 páginas3.3 Emision Acustica (AET)Danny libardo León GómezAún no hay calificaciones
- Scanner WeldROVER - EsDocumento3 páginasScanner WeldROVER - EsLEONARDOUS7Aún no hay calificaciones
- IMC - Procedimiento de Asignación de CMLsDocumento38 páginasIMC - Procedimiento de Asignación de CMLsRodrigo GallardoAún no hay calificaciones
- CalibresDocumento23 páginasCalibresPatricioArrienAún no hay calificaciones
- 18 Reporte de Inspección Visual TK 3509 No 1Documento4 páginas18 Reporte de Inspección Visual TK 3509 No 1Maria Camila Romero IdarragaAún no hay calificaciones
- Control de Calidad en CompositesDocumento9 páginasControl de Calidad en CompositesAndres Felipe Perez MarinAún no hay calificaciones
- Sw-Gt-Utpa-R-274 Informe Vigas Metalicas UtpaDocumento27 páginasSw-Gt-Utpa-R-274 Informe Vigas Metalicas Utpacielo108Aún no hay calificaciones
- Emision Acustica ManualDocumento96 páginasEmision Acustica ManualIlze Lorena Priego AhumadaAún no hay calificaciones
- Inspeccion Radiografica.Documento10 páginasInspeccion Radiografica.RolandoAún no hay calificaciones
- Equipo Portatil de Ultrasonidos Caracteristicas Tecnicas Ultraprobe 15000 859466Documento8 páginasEquipo Portatil de Ultrasonidos Caracteristicas Tecnicas Ultraprobe 15000 859466José MaitaAún no hay calificaciones
- Informe TERMO - COLON.17.08.2009 PDFDocumento10 páginasInforme TERMO - COLON.17.08.2009 PDFJavier Ricardo Romero BohorquezAún no hay calificaciones
- Deteccion de Fugas de Gases Por Medio de Ultrasonido - 2014Documento8 páginasDeteccion de Fugas de Gases Por Medio de Ultrasonido - 2014elapestosoAún no hay calificaciones
- Analisis Ultrasonido de La SoldaduraDocumento10 páginasAnalisis Ultrasonido de La SoldaduraDiego Fernando CamposAún no hay calificaciones
- Curva DACDocumento1 páginaCurva DACHumberto Campos jrAún no hay calificaciones
- Ut Nivel Ii MemoriasDocumento101 páginasUt Nivel Ii MemoriasJuan Carlos RamirezAún no hay calificaciones
- Informe de Ensayos No Destructivos TerminadoDocumento34 páginasInforme de Ensayos No Destructivos TerminadoJHONATAN ROBERTO FLORES JOAQUINAún no hay calificaciones
- 11 Rol de INTI en Control de Fabricacion Cables Acero PDFDocumento37 páginas11 Rol de INTI en Control de Fabricacion Cables Acero PDFGustavo GuzmanAún no hay calificaciones
- SIG-PROC-EnD-P003 - Procedimiento de Inspección Por Ultrasonido Industrial Rev.0Documento46 páginasSIG-PROC-EnD-P003 - Procedimiento de Inspección Por Ultrasonido Industrial Rev.0Dixon JimenezAún no hay calificaciones
- Cro - Sig.go - PR.M.CL.012 - A Procedimiento de Pruebas HidrostaticasDocumento18 páginasCro - Sig.go - PR.M.CL.012 - A Procedimiento de Pruebas HidrostaticasLuis CONDORI SOTOAún no hay calificaciones
- ARTICULO Phased ArrayDocumento6 páginasARTICULO Phased ArrayAndrés MolinaAún no hay calificaciones
- Curso UTPADocumento11 páginasCurso UTPAMaritza EstefesAún no hay calificaciones
- Mexican Inspeccion de Recipientes A PresionDocumento17 páginasMexican Inspeccion de Recipientes A PresionOSCAR REINALDO GOYENECHE MORENO100% (1)
- Falla de Emisión Acústica TksDocumento9 páginasFalla de Emisión Acústica TksEddy Norman Benites DelgadoAún no hay calificaciones
- Práctica de RugosidadDocumento3 páginasPráctica de Rugosidadjuan carlos toledo muñizAún no hay calificaciones
- Plan de IntegridadDocumento7 páginasPlan de IntegridadmiguelAún no hay calificaciones
- Examen Evaluacion de Conocimientos Basicos de UltrasonidosDocumento9 páginasExamen Evaluacion de Conocimientos Basicos de UltrasonidosYodyAún no hay calificaciones
- END Corrientes InducidasDocumento3 páginasEND Corrientes InducidasFrancisco TipanAún no hay calificaciones
- Indicadores de Clase Mundial e Indicadores de GestionDocumento8 páginasIndicadores de Clase Mundial e Indicadores de GestionMike Alex Herrera DomínguezAún no hay calificaciones
- Silabus Calculo Multivariable 2018Documento9 páginasSilabus Calculo Multivariable 2018arturow.lopeztAún no hay calificaciones
- Informe UT-004-23 Pernos Unidad 03 RENACE II (22!04!23)Documento3 páginasInforme UT-004-23 Pernos Unidad 03 RENACE II (22!04!23)Erick PopAún no hay calificaciones
- Emision AcusticaaDocumento12 páginasEmision AcusticaaÓscar Daniel DiazAún no hay calificaciones
- Manual UT NII 20.02.2009 PDFDocumento144 páginasManual UT NII 20.02.2009 PDFalonsoAún no hay calificaciones
- Brochure KensaDocumento16 páginasBrochure KensaJahn MedinaAún no hay calificaciones
- Calculo Vida RemanenteDocumento25 páginasCalculo Vida RemanenteFredd BustamantAún no hay calificaciones
- Inspección de Equipos Estacionarios en Operación Mpo-Cod-Ie-012Documento20 páginasInspección de Equipos Estacionarios en Operación Mpo-Cod-Ie-012Dante RojasAún no hay calificaciones
- Emisión AcústicaDocumento17 páginasEmisión Acústicamlmod100% (1)
- Caracterizacion de Discontinuidades Mediante UTDocumento9 páginasCaracterizacion de Discontinuidades Mediante UTalphajosephAún no hay calificaciones
- CAP VI RADIOGRAFIA INDUSTRIAL - PpsDocumento38 páginasCAP VI RADIOGRAFIA INDUSTRIAL - PpsEnriqueAún no hay calificaciones
- Procedimiento Inspeccion Radiografica ASME VDocumento19 páginasProcedimiento Inspeccion Radiografica ASME VJuan Carlos Garcia DelgadoAún no hay calificaciones
- Inspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Documento5 páginasInspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Dante RojasAún no hay calificaciones
- EXT 9hsOxPWeifoLczdZ6iQmDocumento3 páginasEXT 9hsOxPWeifoLczdZ6iQmJose Antonio Lucero CruzAún no hay calificaciones
- Plan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesDocumento46 páginasPlan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesJosé Luis TolaAún no hay calificaciones
- Reporte UltrasonidoDocumento14 páginasReporte UltrasonidoAlejandro GutierrezAún no hay calificaciones
- Reporte de Pruebas Hidrostaticas Unidad 8Documento29 páginasReporte de Pruebas Hidrostaticas Unidad 8Raul Ibarra MotaAún no hay calificaciones
- 001 Linealidad de Equipo SIUI CTS - 9006 12-06-19Documento1 página001 Linealidad de Equipo SIUI CTS - 9006 12-06-19deyack5Aún no hay calificaciones
- ASTM E 709-1 - CastDocumento20 páginasASTM E 709-1 - CastOperaciones RL Oilfield SolutionsAún no hay calificaciones
- Qué Tipo de Ensayo Es La RadiografíaDocumento2 páginasQué Tipo de Ensayo Es La Radiografíaleonardo ninaAún no hay calificaciones
- Ensayos No DestructivosDocumento36 páginasEnsayos No DestructivosBrenda EuniceAún no hay calificaciones
- Ensayos No DestructivosDocumento49 páginasEnsayos No DestructivosYaniHuayguaAún no hay calificaciones
- Anexo Informe Demostracion de InspeccionDocumento6 páginasAnexo Informe Demostracion de InspeccionJuan Manuel SJAún no hay calificaciones
- ISO 9712 2007 VC 202Documento40 páginasISO 9712 2007 VC 202Amparo Alvarez100% (1)
- 114 MFL PDFDocumento276 páginas114 MFL PDFEstrella_ayaAún no hay calificaciones
- Código de Normas TécnicasDocumento9 páginasCódigo de Normas TécnicasaleosgarAún no hay calificaciones
- Ejemplo de Reporte de Fugas UTDocumento8 páginasEjemplo de Reporte de Fugas UTallmcbeallAún no hay calificaciones
- Phase Array PDFDocumento90 páginasPhase Array PDFBladimir Oviedo0% (1)
- Tecnica Predictiva en UltrasonidoDocumento8 páginasTecnica Predictiva en Ultrasonidoyorfan Adrian olivares renteriaAún no hay calificaciones
- Medidores de Flujo UltrasónicosDocumento2 páginasMedidores de Flujo UltrasónicosChristoper Neyra MontalbanAún no hay calificaciones
- Capitulo 5 AVELLODocumento51 páginasCapitulo 5 AVELLOJorge LealAún no hay calificaciones
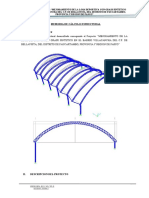
- Memoria Arco Parabolico-1Documento31 páginasMemoria Arco Parabolico-1INGENIERO MILITARAún no hay calificaciones
- Memoria de Calculo Estructuras Puente La CapillaDocumento27 páginasMemoria de Calculo Estructuras Puente La CapillaWILBER CUTIMBO CHOQUE100% (3)
- Exposicion de MurosDocumento27 páginasExposicion de MurosManuel J. GoAún no hay calificaciones
- Nota 3Documento12 páginasNota 3junior huallpa aiquipaAún no hay calificaciones
- Cobb 1Documento63 páginasCobb 1JErik Rumaldo TorresAún no hay calificaciones
- Grado 4: IntroducciónDocumento16 páginasGrado 4: IntroducciónDianaMaríaRamirezmesaAún no hay calificaciones
- ReaccionesDocumento9 páginasReaccionesJose Luis Guzmán DuránAún no hay calificaciones
- Celdas Columna y WemcoDocumento26 páginasCeldas Columna y WemcoEfrain Alave ChoqueAún no hay calificaciones
- PDF Problemas Corriente Electrica - CompressDocumento11 páginasPDF Problemas Corriente Electrica - CompressKevinAún no hay calificaciones
- Diseño de Estribos en Boladiso para Puentes 1Documento8 páginasDiseño de Estribos en Boladiso para Puentes 1mario-bocangelAún no hay calificaciones
- Tarea Semana 4 EstadisticaDocumento9 páginasTarea Semana 4 EstadisticaFabiolaAún no hay calificaciones
- Respuesta en Baja Frecuencia de Un Amplificador de Una Sola Etapa (Final)Documento19 páginasRespuesta en Baja Frecuencia de Un Amplificador de Una Sola Etapa (Final)Miguelito Pa Q MasAún no hay calificaciones
- Como Midio La Tierra EratostenesDocumento2 páginasComo Midio La Tierra EratostenesCesar AntolinezAún no hay calificaciones
- Resumen Química PDFDocumento72 páginasResumen Química PDFAndrea PalmaAún no hay calificaciones
- Clase 9 CorazonamientoDocumento33 páginasClase 9 CorazonamientoDavid OtálvaroAún no hay calificaciones
- Clasificacion Del Concreto Por Su ComposicionDocumento6 páginasClasificacion Del Concreto Por Su ComposicionStefanoRodrigoAún no hay calificaciones
- Mapa ConceptualDocumento12 páginasMapa ConceptualLuz Aquino AlaveAún no hay calificaciones
- Laboratorio de Actuadores-Arrancador Suave y Variador de VelocidadDocumento9 páginasLaboratorio de Actuadores-Arrancador Suave y Variador de VelocidadJhon Taylor Usma Hurtado100% (1)
- Mecanismos de Plegamiento INFODocumento21 páginasMecanismos de Plegamiento INFOArias RobelAún no hay calificaciones
- Juan Manuel Lozano GallegosDocumento5 páginasJuan Manuel Lozano GallegosTymex Remix RococoAún no hay calificaciones
- Ejercicios Propuestos de TermodinámicaDocumento7 páginasEjercicios Propuestos de TermodinámicaKEVIN ANDREE MONTERO FERNANDEZAún no hay calificaciones
- Metales Empleados en La Amonedación PDFDocumento11 páginasMetales Empleados en La Amonedación PDFArtur RibeiroAún no hay calificaciones
- Ejercicios Motores AcDocumento5 páginasEjercicios Motores AcMarcel Carm100% (1)
- Vigas de CRDocumento19 páginasVigas de CRRosy Cortez NolascoAún no hay calificaciones
- Ensayos Mecánicos (Pruebas en Los Materiales)Documento22 páginasEnsayos Mecánicos (Pruebas en Los Materiales)Filiberto MartinezAún no hay calificaciones
- Trabajo Colaborativo Fluidos y Termodinámica Sep 2020-1Documento21 páginasTrabajo Colaborativo Fluidos y Termodinámica Sep 2020-1LEON GUERRERO DE DIOSAún no hay calificaciones
- Lista de Precios CCTV Marca Bolide - Febrero de 2012Documento10 páginasLista de Precios CCTV Marca Bolide - Febrero de 2012Dihanna RodríguezAún no hay calificaciones
- Manual de Procedimientos para Producción de Emulsiones Lunes 28Documento13 páginasManual de Procedimientos para Producción de Emulsiones Lunes 28mayrarp48Aún no hay calificaciones
- Laboratorio Parcial 1 OptimizaciónDocumento1 páginaLaboratorio Parcial 1 Optimizaciónelizabeth moralesAún no hay calificaciones