También podría gustarte
- Perforación de pozos petroleros marinosDe EverandPerforación de pozos petroleros marinosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Evaluacion de HidraulicaDocumento8 páginasEvaluacion de Hidraulicameganemesis70% (10)
- Cerro Verde Formatos de Control de CalidadDocumento192 páginasCerro Verde Formatos de Control de CalidadRenato Angulo EncinasAún no hay calificaciones
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- 01-Lavado de PozosDocumento15 páginas01-Lavado de PozosJuan Diego Valderrama100% (7)
- GUIA 16T Molinos PDFDocumento24 páginasGUIA 16T Molinos PDFmenosbuscadoAún no hay calificaciones
- Pega de TuberiaDocumento16 páginasPega de Tuberiarodrigoil88Aún no hay calificaciones
- Conxiones Superficiales de Control 2010 PDFDocumento76 páginasConxiones Superficiales de Control 2010 PDFJanette Bell93% (15)
- Molienda Convencional y SAGDocumento38 páginasMolienda Convencional y SAGEduardo Malebran Soto100% (1)
- Perforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosDe EverandPerforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosCalificación: 5 de 5 estrellas5/5 (3)
- 03 Guia de CementacionesDocumento30 páginas03 Guia de CementacionesMirnis Lopez Gonzalez100% (1)
- Guia 18T de Diseno Seleccion de Av Terrestre o Seco PDFDocumento20 páginasGuia 18T de Diseno Seleccion de Av Terrestre o Seco PDFmenosbuscado100% (1)
- C AsentamientoDocumento24 páginasC AsentamientosummersweetAún no hay calificaciones
- 03-Aparejos de ProductosDocumento25 páginas03-Aparejos de ProductosCzv Nadircita100% (2)
- 06-Introduccion de Las Tuberias de Revestimiento PDFDocumento16 páginas06-Introduccion de Las Tuberias de Revestimiento PDFmurbieta100% (1)
- Guia 14T de Diseno Control de Arena PDFDocumento30 páginasGuia 14T de Diseno Control de Arena PDFmenosbuscado100% (1)
- 07 Asentamiento y Diseno de Tuberias de RevestimientoDocumento27 páginas07 Asentamiento y Diseno de Tuberias de RevestimientoJames Guzman Room100% (1)
- GUIA P11 DISENO Geomecánica PDFDocumento31 páginasGUIA P11 DISENO Geomecánica PDFmenosbuscado50% (2)
- 05 DisparosyproduccionDocumento32 páginas05 DisparosyproduccionStickESIAAún no hay calificaciones
- 09-Aislar Intervalos ProbadosDocumento19 páginas09-Aislar Intervalos ProbadosOmar Eduardo Sanchez Godinez100% (1)
- 04-Seleccion de BarrenasDocumento16 páginas04-Seleccion de BarrenasFrancisco Hernandez Hernandez100% (2)
- 04-Fluidos EmpacadoresDocumento23 páginas04-Fluidos Empacadoresdodo4361100% (1)
- 07 Fracturamiento HidraulicoDocumento40 páginas07 Fracturamiento HidraulicoAlfredo Perez Benavides100% (12)
- Guia 15T de Diseno y Ejecucion Cementaciones Forzadas PDFDocumento33 páginasGuia 15T de Diseno y Ejecucion Cementaciones Forzadas PDFmenosbuscado100% (1)
- Manual de EmpaquesDocumento164 páginasManual de EmpaquesRuben Dario Conde Leon100% (1)
- 02-Empacadodores de ProducDocumento23 páginas02-Empacadodores de ProducErik Ferman Angeles91% (11)
- Diseño, Manejo y Seleccion de Tuberia de ProduccionDocumento290 páginasDiseño, Manejo y Seleccion de Tuberia de ProduccionEduardo Barbero100% (9)
- Extra - Stuck Pipe Prevention Tools and TechniquesDocumento41 páginasExtra - Stuck Pipe Prevention Tools and TechniquesSaul PimentelAún no hay calificaciones
- Guia de Diseño 13 Seleccion de Fluidos TerminacionDocumento28 páginasGuia de Diseño 13 Seleccion de Fluidos Terminacionsamuel salazar100% (6)
- 01 - Revisión de La Tecnología de CementaciónDocumento127 páginas01 - Revisión de La Tecnología de Cementaciónchristian463100% (1)
- Cañoneo TCP Bajo BalanceDocumento35 páginasCañoneo TCP Bajo Balancestnct100% (1)
- 07 - Fracturamientos HidraulicosDocumento29 páginas07 - Fracturamientos HidraulicosJorge Luis100% (3)
- Mecanica de Yacimientos - 03Documento173 páginasMecanica de Yacimientos - 03evelyskonovyc1076100% (1)
- 05 - Pruebas de Lab Oratorio para Los CementosDocumento38 páginas05 - Pruebas de Lab Oratorio para Los Cementoschristian46383% (6)
- Cementaciones ForzadasDocumento33 páginasCementaciones ForzadasKaren Aparicio100% (2)
- 12 - Diseño y Colocación de Tapones BalanceadosDocumento41 páginas12 - Diseño y Colocación de Tapones Balanceadoschristian46389% (9)
- 10 - Molienda de EmpacadoresDocumento22 páginas10 - Molienda de Empacadores979183Aún no hay calificaciones
- Procesamiento Oxidos Por CianuracionDocumento66 páginasProcesamiento Oxidos Por CianuracionBernardo Eulogio Bobadilla RodriguezAún no hay calificaciones
- Elementos de MoliendaDocumento38 páginasElementos de MoliendaCarvajal RicardoAún no hay calificaciones
- Guia Taller 5 - Trituración Mecánica PDFDocumento5 páginasGuia Taller 5 - Trituración Mecánica PDFLuisNinaChoqueAún no hay calificaciones
- Practica n2 RodillosDocumento7 páginasPractica n2 RodillosCM HenrryAún no hay calificaciones
- Diseño de Un Circuito de ChancadoDocumento33 páginasDiseño de Un Circuito de ChancadoAnonymous kfRV4sHUSAún no hay calificaciones
- Velocidad de MolinosDocumento8 páginasVelocidad de MolinosAndrea ccohuanquiAún no hay calificaciones
- Optimizacion OperacionalDocumento50 páginasOptimizacion OperacionalJhon Barzola PalominoAún no hay calificaciones
- Molienda Convencional y SAGDocumento38 páginasMolienda Convencional y SAGOmar Ignacio Carvajal Camaño67% (9)
- TOPICO ESPECIAL 8.5 Seleccion de Equipo de Manipuleo Pala - CamionDocumento13 páginasTOPICO ESPECIAL 8.5 Seleccion de Equipo de Manipuleo Pala - CamionGHILLSON JESUS FRANCESKIE BERNALES MUÑOZAún no hay calificaciones
- Procesamiento Oxidos Por CianuracionDocumento66 páginasProcesamiento Oxidos Por CianuracionFIDELOSWALDOAún no hay calificaciones
- Informe 5Documento23 páginasInforme 5Jhon Maicol Chavez AlayaAún no hay calificaciones
- Determinación Optima de FloculanteDocumento33 páginasDeterminación Optima de FloculanteChristian ormeñoAún no hay calificaciones
- Calculos CementacionDocumento7 páginasCalculos CementacionManuel GonzalesAún no hay calificaciones
- Prueba de ConminuciónDocumento6 páginasPrueba de ConminuciónBrian Fernández BernedoAún no hay calificaciones
- Evaluacion de Un Circuito de Molienda-With-Cover-Page-V2Documento11 páginasEvaluacion de Un Circuito de Molienda-With-Cover-Page-V2MILTON ANDRES ANGULO MORRISAún no hay calificaciones
- Prensa de Rodillos para La Trituración y Molienda de MineralesDocumento56 páginasPrensa de Rodillos para La Trituración y Molienda de MineralesGabo García Granizo100% (1)
- Guía Variables de MoliendaDocumento6 páginasGuía Variables de MoliendaUri Leandro MuñozAún no hay calificaciones
- Examen Concentracion1 1Documento6 páginasExamen Concentracion1 1Richard LlanosAún no hay calificaciones
- Examen Concentracion1 1 2Documento6 páginasExamen Concentracion1 1 2Betty Fernandez ChilconAún no hay calificaciones
- Alcantara ResumDocumento5 páginasAlcantara ResumangieAún no hay calificaciones
- 16guia Molinosf v2.1Documento24 páginas16guia Molinosf v2.1Antonio Vasquez100% (2)
- Innovación Trabajo 1Documento23 páginasInnovación Trabajo 1Diego Huamán ValenzuelaAún no hay calificaciones
- 15) B. - Circuitos de MoliendaDocumento25 páginas15) B. - Circuitos de MoliendaDANIEL FFAún no hay calificaciones
- Aluvialesxd PDFDocumento152 páginasAluvialesxd PDFLuka Kim AguilarAún no hay calificaciones
- Examen Teoria Final 2018 - I. - Solucionario (2) .PDF Versión 1Documento3 páginasExamen Teoria Final 2018 - I. - Solucionario (2) .PDF Versión 1darwinAún no hay calificaciones
- Capacitacion Usomanejoycuidadodeepp 120726151602 Phpapp02Documento19 páginasCapacitacion Usomanejoycuidadodeepp 120726151602 Phpapp02Rodrigo Mollinedo LdaAún no hay calificaciones
- Tecnicas Desarrolladas de Los Sistemas de Control de Sólidos de Los Fluidos de PerforacionDocumento76 páginasTecnicas Desarrolladas de Los Sistemas de Control de Sólidos de Los Fluidos de PerforacionMario Montes de OcaAún no hay calificaciones
- Equipo de Proteccion PersonalDocumento43 páginasEquipo de Proteccion PersonalMario Montes de OcaAún no hay calificaciones
- Cementación Forzada - Teoría y CálculosDocumento55 páginasCementación Forzada - Teoría y CálculosMario Montes de OcaAún no hay calificaciones
- Manual Amortiguador de Pulsaciones Hydril Serie I-PDocumento29 páginasManual Amortiguador de Pulsaciones Hydril Serie I-PMario Montes de OcaAún no hay calificaciones
- Tablas Tuberia de PerforacionDocumento13 páginasTablas Tuberia de PerforacionMario Montes de Oca100% (3)
- 1 Generadores ElectromecánicosDocumento16 páginas1 Generadores ElectromecánicosJorgeCampos100% (2)
- Manual Tuboplus Hidraulica PDFDocumento58 páginasManual Tuboplus Hidraulica PDFMus TioAún no hay calificaciones
- G03 GuillermoDocumento9 páginasG03 GuillermoDINO NICOLO TORCHIANI ESTRADAAún no hay calificaciones
- Definición de WindowsDocumento4 páginasDefinición de WindowsMaria Inés Morales MontenegroAún no hay calificaciones
- Algoritmo y Crecimiento en Instagram-DESKTOP-E9CV3T0Documento18 páginasAlgoritmo y Crecimiento en Instagram-DESKTOP-E9CV3T0Kaa DenisseAún no hay calificaciones
- Unidad Vi. Controles Administrativos Del Sector ParaestatalDocumento18 páginasUnidad Vi. Controles Administrativos Del Sector ParaestatalNorey de Magnusc100% (3)
- APROVECHAMIENTOS HIDROELÉCTRICOS DEL RÍO SANTA CRUZ (Presidente Dr. Néstor Carlos KIRCHNER y Gobernador Jorge CEPERNIC)Documento356 páginasAPROVECHAMIENTOS HIDROELÉCTRICOS DEL RÍO SANTA CRUZ (Presidente Dr. Néstor Carlos KIRCHNER y Gobernador Jorge CEPERNIC)OPISantaCruzAún no hay calificaciones
- Guía Segundo Parcial VB6Documento30 páginasGuía Segundo Parcial VB6Moises GarciaAún no hay calificaciones
- Grupo Bimbo Filosofia Empresariall v.06Documento14 páginasGrupo Bimbo Filosofia Empresariall v.06Alejandrâ GönzalëzAún no hay calificaciones
- Arquitectura de Computadores Lab 2 PDFDocumento18 páginasArquitectura de Computadores Lab 2 PDFruizgAún no hay calificaciones
- Guía de 4° Lenguaje 22 de Febrero Al 5 de Marzo de 2021Documento13 páginasGuía de 4° Lenguaje 22 de Febrero Al 5 de Marzo de 2021Jairidys Contreras QuinteroAún no hay calificaciones
- ImportanciaDocumento20 páginasImportanciaAnthony Bazan RodriguezAún no hay calificaciones
- Examen Parcial - Tipo B - 202110-14556Documento3 páginasExamen Parcial - Tipo B - 202110-14556PAOLA NINOSKA SANTA CRUZ CARRASCO0% (1)
- Características de Windows XP ProfessionalDocumento2 páginasCaracterísticas de Windows XP ProfessionalXxdErTxX67% (3)
- Pts Operador Rodillo NeumaticoDocumento5 páginasPts Operador Rodillo NeumaticoAlvaro BarrazaAún no hay calificaciones
- 247 890 1 PBDocumento146 páginas247 890 1 PBAndrea FurAún no hay calificaciones
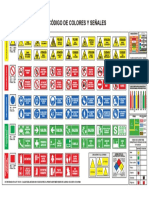
- Codigo de ColoresDocumento1 páginaCodigo de ColoresRoger ReyesAún no hay calificaciones
- S2 Lectura de Norma ISA 5 1 PDFDocumento12 páginasS2 Lectura de Norma ISA 5 1 PDFJavier GuerreroAún no hay calificaciones
- Alumbrado Publico Cuautitlan IzcalliDocumento6 páginasAlumbrado Publico Cuautitlan IzcalliRicardo Martinez Arana100% (1)
- Pregunta Dinamizadora de La Unidad 1 EspañolDocumento10 páginasPregunta Dinamizadora de La Unidad 1 Españolandres ramirez sarmiento100% (1)
- Manual p6 Parte AvanzadaDocumento18 páginasManual p6 Parte AvanzadaOblap LapAún no hay calificaciones
- Tipos de RoscasDocumento2 páginasTipos de RoscasBryan Defaz DefasAún no hay calificaciones
- Protecciones de Los TransformadoresDocumento6 páginasProtecciones de Los TransformadoresmorihnoAún no hay calificaciones
- Tesis Andres Garcia UACH 2012 PDFDocumento133 páginasTesis Andres Garcia UACH 2012 PDFDiego ArayaAún no hay calificaciones
- Taller Unidad 3 SENA SOFIADocumento3 páginasTaller Unidad 3 SENA SOFIAYaibeth SuñigaAún no hay calificaciones
- Concreto HidraulicoDocumento6 páginasConcreto HidraulicoSixsagAún no hay calificaciones
- Como Ser Un Procarder PDFDocumento2 páginasComo Ser Un Procarder PDFMusicMaxProAún no hay calificaciones