También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Paso A Paso SoldaduraDocumento88 páginasPaso A Paso SoldaduraMaria Angelica Vega SernaAún no hay calificaciones
- Taller OEEDocumento5 páginasTaller OEEDaniel AndresAún no hay calificaciones
- 17002-Htic-Hsse-Ats-020.ats Inspeccion de Liquidos PenetrantesDocumento4 páginas17002-Htic-Hsse-Ats-020.ats Inspeccion de Liquidos PenetrantesfiatluxatomAún no hay calificaciones
- Conformado de MetalesDocumento40 páginasConformado de MetalesRicky AlejandroAún no hay calificaciones
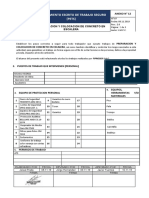
- 07 Pets Colocacion de Concreto en EscaleraDocumento4 páginas07 Pets Colocacion de Concreto en EscaleraJesus PradaAún no hay calificaciones
- Calcinación de La CalizaDocumento8 páginasCalcinación de La CalizaJenni AquinoAún no hay calificaciones
- Importancia de La Luz Sobre Las PlantasDocumento7 páginasImportancia de La Luz Sobre Las Plantasfrank100% (1)
- Patrimonio Cultural y Resiliencia GWCH Enero 5 2017Documento17 páginasPatrimonio Cultural y Resiliencia GWCH Enero 5 2017NOE HERNAN HIGUERA NOLASCOAún no hay calificaciones
- Anexo No. 5 Normas de Seguridad Industrial y Salud OcupacionalDocumento5 páginasAnexo No. 5 Normas de Seguridad Industrial y Salud OcupacionalGonzalo GuarnizoAún no hay calificaciones
- Bases Reina Folklore 2023Documento7 páginasBases Reina Folklore 2023MARYLDA LUSCELIAAún no hay calificaciones
- Equipo de Soldadura y Corte Con Oxiacetiléno CompletoDocumento19 páginasEquipo de Soldadura y Corte Con Oxiacetiléno CompletoricardocabarcasAún no hay calificaciones
- Esquema de Los Elementos de Un Proyecto de ConstrucciónDocumento1 páginaEsquema de Los Elementos de Un Proyecto de ConstrucciónJimmysAún no hay calificaciones
- Prevencion de Riesgos en Estructuras MetalicasDocumento28 páginasPrevencion de Riesgos en Estructuras MetalicasValentina Danai Cortes Verdejo100% (2)
- Temperatura de Transición Ductil-Fragil Acero Ae460Documento8 páginasTemperatura de Transición Ductil-Fragil Acero Ae460Holver SivinchaAún no hay calificaciones
- Que Es La FundicionDocumento11 páginasQue Es La FundicionCarlos FerrufinoAún no hay calificaciones
- Esmerilado 1 PDFDocumento15 páginasEsmerilado 1 PDFJuan Cho50% (2)
- Plan de Seguridad SeguirDocumento18 páginasPlan de Seguridad SeguirKev Huaranga AraucoAún no hay calificaciones
- Tesis AndamiosDocumento136 páginasTesis Andamioslucas_martin_3100% (3)
- Práctica No. 1 Fundición de AluminioDocumento7 páginasPráctica No. 1 Fundición de AluminioNATALIA JOCELYN ARTEAGA FERRUZCAAún no hay calificaciones
- ATS (Mapa Conceptual)Documento1 páginaATS (Mapa Conceptual)Jose Augusto Garcia MendozaAún no hay calificaciones
- Proceso MartilloDocumento6 páginasProceso MartilloFrancisco RiveraAún no hay calificaciones
- Riesgos Herramientas ManualesDocumento14 páginasRiesgos Herramientas ManualesShade ShadoAún no hay calificaciones
- Procedimiento Trabajo Seguro Oxicorte SoldaduraDocumento13 páginasProcedimiento Trabajo Seguro Oxicorte SoldaduraJuan David GAVIRIA RUIZAún no hay calificaciones
- Informe Taller de SoldaduraDocumento7 páginasInforme Taller de SoldaduraPol QuillaAún no hay calificaciones
- Tratamientos Térmicos y TermoquímicosDocumento21 páginasTratamientos Térmicos y TermoquímicosC FSAún no hay calificaciones
- Fundicion, Moldeo y Procesos AfinesDocumento40 páginasFundicion, Moldeo y Procesos AfinesEve PeciAún no hay calificaciones
- Trazado MecanicoDocumento5 páginasTrazado MecanicoDanny TipantaAún no hay calificaciones
- Horno de InduccionDocumento0 páginasHorno de InduccionJose Gabriel Lara PrietoAún no hay calificaciones
- Convertidor Thomas-Bessemer 1 PDFDocumento4 páginasConvertidor Thomas-Bessemer 1 PDFJose Gonzales MendezAún no hay calificaciones
- Pruebas en Una RectificadoraDocumento14 páginasPruebas en Una RectificadoraTatan RAún no hay calificaciones
- Presentacion - La Importancia de La Inspeccion de SoldadurasDocumento44 páginasPresentacion - La Importancia de La Inspeccion de SoldadurasRamiro Pinto100% (1)
- ArandelasDocumento11 páginasArandelasjuanAún no hay calificaciones
- Cortadora de Disco ManualDocumento2 páginasCortadora de Disco ManualAnthony Alania SotoAún no hay calificaciones
- Apuntes de Propiedades y Ensayo de MaterialesDocumento12 páginasApuntes de Propiedades y Ensayo de MaterialesRamses TorrealbaAún no hay calificaciones
- T1-Taller Sobre TermodinDocumento3 páginasT1-Taller Sobre TermodinNo de ComoAún no hay calificaciones
- Partes Básicas de Un MoldeDocumento5 páginasPartes Básicas de Un MoldeDann AlgomedaAún no hay calificaciones
- Fallas en Ejes, Arboles, Uniones y Transmicion FlexibleDocumento6 páginasFallas en Ejes, Arboles, Uniones y Transmicion Flexiblecesar leonAún no hay calificaciones
- Pets Desatado de RocasDocumento1 páginaPets Desatado de RocasMiguel AryCh Ar-etlAún no hay calificaciones
- Inspeccion en MetalDocumento18 páginasInspeccion en MetalJimmy Smith OtcotAún no hay calificaciones
- Afino de Las FundicionesDocumento30 páginasAfino de Las FundicionesAlessandraScavardaLambertiAún no hay calificaciones
- Mantenimiento Del TaladroDocumento2 páginasMantenimiento Del TaladroJose LuizAún no hay calificaciones
- TroqueladoraDocumento7 páginasTroqueladorajhkjgjhggkjkjAún no hay calificaciones
- SENATIDocumento17 páginasSENATIMario Tafur RojasAún no hay calificaciones
- Informe de MetalografiaDocumento10 páginasInforme de MetalografiaJose L BuitronAún no hay calificaciones
- Maquina TrituradoraDocumento3 páginasMaquina TrituradoraLuis Esteban OrellanoAún no hay calificaciones
- Torno ParaleloDocumento9 páginasTorno ParaleloChester Noel Brenes AguirreAún no hay calificaciones
- Operaciones de FresadoDocumento7 páginasOperaciones de FresadoLuis Alberto Mayorga PlazaAún no hay calificaciones
- Carpeta de Herrería de ObraDocumento39 páginasCarpeta de Herrería de ObraGABRIEL ORELLANAAún no hay calificaciones
- Informe Prueba de ChispaDocumento9 páginasInforme Prueba de ChispaIanDimitriAún no hay calificaciones
- Informe 1 de Metalurgia Fisica PDFDocumento10 páginasInforme 1 de Metalurgia Fisica PDFjheysonAún no hay calificaciones
- El MicrometroDocumento7 páginasEl MicrometroPablo BenavidesAún no hay calificaciones
- Proceso de SinterizadoDocumento1 páginaProceso de SinterizadoCG Adrian100% (1)
- Informe Fundicion, Laminado y TrefiladoDocumento16 páginasInforme Fundicion, Laminado y TrefiladojuanktabordaAún no hay calificaciones
- Seguridad EsmerilesDocumento53 páginasSeguridad EsmerilesMarco JaujaAún no hay calificaciones
- Sierra Maquina HerramientaDocumento27 páginasSierra Maquina HerramientaIRINOVA220% (2)
- Capitulo Ud 3 Soldadura Blanda y OxiacetilenicaDocumento46 páginasCapitulo Ud 3 Soldadura Blanda y OxiacetilenicaIgnacio VillaAún no hay calificaciones
- Ficha Tecnica Soldadora TC-260Documento2 páginasFicha Tecnica Soldadora TC-260ANTONIO2986Aún no hay calificaciones
- Exposicion de E.P.P PDFDocumento41 páginasExposicion de E.P.P PDFsagitario_22_91Aún no hay calificaciones
- Proceso de Fabricación en El PlásticoDocumento10 páginasProceso de Fabricación en El PlásticoEdwin Ismet Flores RosilloAún no hay calificaciones
- Formato de Charla de SeguridadDocumento1 páginaFormato de Charla de SeguridadDarioAún no hay calificaciones
- Tratamientos Termicos Del AceroDocumento31 páginasTratamientos Termicos Del Aceroherrero_1Aún no hay calificaciones
- Laboratorio Tratamientos TermicosDocumento21 páginasLaboratorio Tratamientos TermicosberlyAún no hay calificaciones
- Tratamientos Termicos en Los AcerosDocumento39 páginasTratamientos Termicos en Los AcerosAndrea GomezAún no hay calificaciones
- Cuestionario de Humanismo..Documento3 páginasCuestionario de Humanismo..Haziel ContentoAún no hay calificaciones
- Algoritmos y Diagramas de FlujoDocumento2 páginasAlgoritmos y Diagramas de FlujoVerónica AmadeuAún no hay calificaciones
- Historia de La Muerte TempranaDocumento2 páginasHistoria de La Muerte TempranaJorge Tiñini50% (2)
- Aviso de Privacidad.Documento1 páginaAviso de Privacidad.Alberto FernándezAún no hay calificaciones
- Tarea - 1 - LOG UPNDocumento3 páginasTarea - 1 - LOG UPNAnonymous bSYFnrAún no hay calificaciones
- Ensayo Sobre El Ladron de CerebrosDocumento1 páginaEnsayo Sobre El Ladron de CerebrosDanny RVAún no hay calificaciones
- Evolucion de Las Funciones ContablesDocumento6 páginasEvolucion de Las Funciones Contablesnorma luque chipanaAún no hay calificaciones
- FFP 2 EfecdDocumento17 páginasFFP 2 EfecdGadyel MoraisAún no hay calificaciones
- Sociedad EsDocumento59 páginasSociedad EsJennifer Guerrero VergaraAún no hay calificaciones
- Boleta de Monitoreo para Entrega de Alimentación AnexadasDocumento3 páginasBoleta de Monitoreo para Entrega de Alimentación AnexadasToto jutzutzAún no hay calificaciones
- Medio AmbienteDocumento7 páginasMedio AmbienteIsaa CLAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento6 páginasPlan de Trabajo Del EstudianteKimyAún no hay calificaciones
- Maquinas en MineriaDocumento18 páginasMaquinas en MineriaNicolas PachecoAún no hay calificaciones
- Archivos Terror España PDFDocumento17 páginasArchivos Terror España PDFVictoria AcostaAún no hay calificaciones
- Ramirez-Mariselys-Cuadro SinopticoDocumento2 páginasRamirez-Mariselys-Cuadro SinopticoMayersi RamirezAún no hay calificaciones
- Lista de Precios Naval Con IvaDocumento2 páginasLista de Precios Naval Con IvaJuan Carlos MartinezAún no hay calificaciones
- Proyecto Servicio Comunitario Petroleo Fase Ii Petroleo Asistencia Academica Com PesqueraDocumento44 páginasProyecto Servicio Comunitario Petroleo Fase Ii Petroleo Asistencia Academica Com Pesqueradiego rodriguezAún no hay calificaciones
- Qué Es El FlujogramaDocumento4 páginasQué Es El FlujogramaCharlotte Manuela Camacho RequenaAún no hay calificaciones
- Actividad 3. Simulación de DireccionamientoDocumento5 páginasActividad 3. Simulación de DireccionamientoPedro GuzmanAún no hay calificaciones
- Selección NaturalDocumento7 páginasSelección NaturalEvelyn PeredaAún no hay calificaciones
- Ficha Técnica - Canal U A36Documento3 páginasFicha Técnica - Canal U A36gcdivadAún no hay calificaciones
- Bloque 1. CLara Rev FLZDocumento28 páginasBloque 1. CLara Rev FLZCarlos Eduardo Lara CabaAún no hay calificaciones
- Como Hacer Un Estudio de MercadoDocumento6 páginasComo Hacer Un Estudio de MercadoAngel Hernandez CruzadoAún no hay calificaciones
- Practica de PielDocumento30 páginasPractica de PielJhanet CusihuallpaAún no hay calificaciones
- Ex 1 202020 FisicoquimicaDocumento2 páginasEx 1 202020 FisicoquimicaNicole OssaAún no hay calificaciones
- Casetas para Comunicaciones CABINCOM - Conectores-Redes-Fibra Óptica-FTTh-EthernetDocumento1 páginaCasetas para Comunicaciones CABINCOM - Conectores-Redes-Fibra Óptica-FTTh-EthernetalvaroAún no hay calificaciones