También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Une 36521 1996Documento8 páginasUne 36521 1996Boris CaprilesAún no hay calificaciones
- 705 PDFDocumento2 páginas705 PDFJuan ArcosAún no hay calificaciones
- Biodigestor de Gas Metano A Partir de Desechos OrgánicosDocumento27 páginasBiodigestor de Gas Metano A Partir de Desechos OrgánicosYrbin SayraAún no hay calificaciones
- Materiales FundentesDocumento19 páginasMateriales Fundentesmadenicola10100% (3)
- Fosfato TricalcicoDocumento2 páginasFosfato Tricalcicomiguel100% (2)
- Fundicion AleadaDocumento1 páginaFundicion AleadafacjAún no hay calificaciones
- HidrotermalismoDocumento58 páginasHidrotermalismoJuan Escalante100% (1)
- Tecnologia de Recuperacion de Oro Con Carbon Activado - Parte 1Documento19 páginasTecnologia de Recuperacion de Oro Con Carbon Activado - Parte 1luisantonio2100% (1)
- Colada Continua PresentacionDocumento21 páginasColada Continua PresentacionElder Fabian Chapilla CastilloAún no hay calificaciones
- Medios de EnfriamientoDocumento21 páginasMedios de EnfriamientoJavier SaNzhez GaRcia100% (1)
- Carbono Refractario Tema 8 TraducidoDocumento27 páginasCarbono Refractario Tema 8 TraducidoJordan Cruz MuñozAún no hay calificaciones
- TRABAJO FINAL - Poster - El Acero, Tratamiento Termico y Sus Propiedades (1) - CIENCIA Y TECNOLOGIA DE MATERIALESDocumento1 páginaTRABAJO FINAL - Poster - El Acero, Tratamiento Termico y Sus Propiedades (1) - CIENCIA Y TECNOLOGIA DE MATERIALESSari GchAún no hay calificaciones
- Curvas y Tiempos de SolidificacionDocumento6 páginasCurvas y Tiempos de SolidificacionKatherine Benavides VillenaAún no hay calificaciones
- Tarea 1Documento4 páginasTarea 1LizzyurendaAún no hay calificaciones
- Tipos de FundiciónDocumento17 páginasTipos de FundiciónMariano Morales RamirezAún no hay calificaciones
- Recubrimientos MetalicosDocumento26 páginasRecubrimientos MetalicosTaylor RandyAún no hay calificaciones
- Herramientas Utilizadas en La FundiciónDocumento3 páginasHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De Gyves50% (2)
- BainitizadoDocumento9 páginasBainitizadoSmith ZaldañaAún no hay calificaciones
- Atruchada RefDocumento2 páginasAtruchada RefRatskcorBlackmousAún no hay calificaciones
- Aisi 1060Documento8 páginasAisi 1060Paola PeñaAún no hay calificaciones
- Informe 4Documento7 páginasInforme 4Jhosue MontenegroAún no hay calificaciones
- Tipos de Arenas para MoldeoDocumento5 páginasTipos de Arenas para MoldeoJairo SanchezAún no hay calificaciones
- Defectos Por Fundicion y HornosDocumento11 páginasDefectos Por Fundicion y Hornosfernando gualdronAún no hay calificaciones
- Fundicion MaleableDocumento8 páginasFundicion MaleableJoaquin Romero Romero100% (1)
- Pavonado PDFDocumento10 páginasPavonado PDFByron SanchezAún no hay calificaciones
- Informe Conformado Por Arranque de VirutaDocumento6 páginasInforme Conformado Por Arranque de VirutaCesarBejaranoAún no hay calificaciones
- RECOCIDO PracticaDocumento3 páginasRECOCIDO PracticaJaime Alfonso Gonzalez VivasAún no hay calificaciones
- Cementacion SolidaDocumento12 páginasCementacion SolidaLinis Maris Dcf100% (1)
- 05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinDocumento10 páginas05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinChristian Huerta SolanoAún no hay calificaciones
- Informe Solidificacion 2Documento22 páginasInforme Solidificacion 2Valentina MoralesAún no hay calificaciones
- Proceso de Refusion Por Electro EscoriaDocumento23 páginasProceso de Refusion Por Electro EscoriaAntón JaCob Di La RottaAún no hay calificaciones
- Obtención Del ArrabioDocumento11 páginasObtención Del ArrabioDarwinAcaroAún no hay calificaciones
- HORNOSDocumento7 páginasHORNOSMarjory ArtiedaAún no hay calificaciones
- Defecto de ForjaDocumento4 páginasDefecto de ForjaandresAún no hay calificaciones
- Diapositivas FundicionesDocumento12 páginasDiapositivas FundicionesRoberto BerdejaAún no hay calificaciones
- Fundición de Aluminio en Molde de ArenaDocumento12 páginasFundición de Aluminio en Molde de ArenaDaniela GarciaAún no hay calificaciones
- 2.reacciones Gas MetalDocumento18 páginas2.reacciones Gas MetalKhristian RiversAún no hay calificaciones
- Fabricación Del AceroDocumento13 páginasFabricación Del AceroHannia BgAún no hay calificaciones
- Laboratorio Nº1 - Recocido y Normalizado de Los Aceros - Acero 4140Documento32 páginasLaboratorio Nº1 - Recocido y Normalizado de Los Aceros - Acero 4140Romero Mars100% (1)
- Metalografía Del NíquelDocumento10 páginasMetalografía Del NíquelDerick Zeceña100% (1)
- Informe de CementacionDocumento8 páginasInforme de CementacionperratoAún no hay calificaciones
- Informe Taller FundicionDocumento6 páginasInforme Taller FundicionJosé Cuenca100% (1)
- Cuestionario de Transformación de Fases 3Documento7 páginasCuestionario de Transformación de Fases 3Yoanela VargasAún no hay calificaciones
- Introduccion Del Reporte Diseño y Conformacion de MoldesDocumento10 páginasIntroduccion Del Reporte Diseño y Conformacion de MoldesCristiano De Jesus Louperz ZentenoAún no hay calificaciones
- INFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)Documento34 páginasINFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)nestor paccayaAún no hay calificaciones
- Análisis Metalográfico Del RevenidoDocumento5 páginasAnálisis Metalográfico Del RevenidoAngie RecovaAún no hay calificaciones
- 1) Preparación de Una Probeta Metalografica y El Microscopio Métalografico2Documento10 páginas1) Preparación de Una Probeta Metalografica y El Microscopio Métalografico2Ricardo Chavez CordovaAún no hay calificaciones
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFDocumento43 páginasSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaAún no hay calificaciones
- Clasificación de Los Procesos de FundiciónDocumento9 páginasClasificación de Los Procesos de FundiciónsukinirocksAún no hay calificaciones
- Ensayo JominyDocumento5 páginasEnsayo JominyGabriela GimenezAún no hay calificaciones
- Fundicion IndustrialDocumento11 páginasFundicion IndustrialpergutiAún no hay calificaciones
- Informe N 5 Fundicion y MoldeoDocumento23 páginasInforme N 5 Fundicion y MoldeoAdan SayhuaAún no hay calificaciones
- OBMDocumento30 páginasOBMJaime Francisco Lopez Rodriguez100% (3)
- Ensayo de Tracción, Temple, Revenido ConsisoDocumento2 páginasEnsayo de Tracción, Temple, Revenido Consisogato7777777Aún no hay calificaciones
- Deber Diagramas KellogDocumento3 páginasDeber Diagramas KellogEliana MaribelAún no hay calificaciones
- Practica de Efecto de Acidos Bases y Sales en Corrosion de MetalesDocumento5 páginasPractica de Efecto de Acidos Bases y Sales en Corrosion de MetalesEdwinPorroaSivanaAún no hay calificaciones
- Corte Con OxiacetilenoDocumento6 páginasCorte Con OxiacetilenoAngel Gonzales0% (1)
- Laboratorio FundicionDocumento5 páginasLaboratorio FundicionMaira Alejandra Barreto ToroAún no hay calificaciones
- Refinacion Por ElectroescoriaDocumento14 páginasRefinacion Por ElectroescoriayiyohuauAún no hay calificaciones
- Nitrocarburación FerríticaDocumento2 páginasNitrocarburación FerríticaJose Ricardo BellorinAún no hay calificaciones
- InfoDocumento2 páginasInfojesus peñalozaAún no hay calificaciones
- Breve Introduccion A Los Vidrios MetalicosDocumento6 páginasBreve Introduccion A Los Vidrios MetalicosDaniel CalleAún no hay calificaciones
- Austenizacion CompletaDocumento12 páginasAustenizacion Completalihgkp100% (1)
- Prac 1018juan, Alonso, LaloDocumento40 páginasPrac 1018juan, Alonso, LaloMiguel Angel López NavarreteAún no hay calificaciones
- Tratamientos Térmicos Superficiales J.R.Documento24 páginasTratamientos Térmicos Superficiales J.R.Richard SaquingaAún no hay calificaciones
- Cabezal Universal DivisorDocumento10 páginasCabezal Universal DivisorYrbin SayraAún no hay calificaciones
- Inf de PlanoDocumento5 páginasInf de PlanoYrbin SayraAún no hay calificaciones
- LINEAS DE TRANSMISIÓN IntroduccionDocumento25 páginasLINEAS DE TRANSMISIÓN IntroduccionYrbin SayraAún no hay calificaciones
- Cabezal Universal DivisorDocumento10 páginasCabezal Universal DivisorYrbin SayraAún no hay calificaciones
- Interruptores Eléctricos EspecialesDocumento7 páginasInterruptores Eléctricos EspecialesYrbin SayraAún no hay calificaciones
- CRUCIGRAMAS Torio y TitanioDocumento5 páginasCRUCIGRAMAS Torio y TitanioFrolilu NarvaezAún no hay calificaciones
- Estructura Molecular Del FosforoDocumento14 páginasEstructura Molecular Del FosforoGRACIELA CONDE MOLINAAún no hay calificaciones
- Tesis Rocio Janeth Limón Martínez PDFDocumento128 páginasTesis Rocio Janeth Limón Martínez PDFpolito yeanAún no hay calificaciones
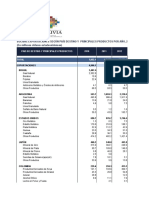
- Bolivia - Exportaciones Segun Pais de Destino y Producto Por Año, 2010 - 2021Documento24 páginasBolivia - Exportaciones Segun Pais de Destino y Producto Por Año, 2010 - 2021Armando laimeAún no hay calificaciones
- Taller de Tabla PeriódicaDocumento4 páginasTaller de Tabla PeriódicaDiego Fernando Ardila Ariza100% (1)
- WEST ARCO. Ficha Descripción AWSDocumento18 páginasWEST ARCO. Ficha Descripción AWSGustavo ZambranoAún no hay calificaciones
- Tabla PeriódicaDocumento1 páginaTabla PeriódicaMar AvilaArAún no hay calificaciones
- Cotizacion Instalaciones 2Documento12 páginasCotizacion Instalaciones 2Luis Alberto Sánchez RíosAún no hay calificaciones
- Sistemas de GreisenDocumento39 páginasSistemas de GreisenAnonymous Oa5l6F6Aún no hay calificaciones
- SGI-P-O-LA-01 - Determinacion de Au - Ag Metodo Ensayo A FuegoDocumento16 páginasSGI-P-O-LA-01 - Determinacion de Au - Ag Metodo Ensayo A FuegoCristiano Ronaldo wasfAún no hay calificaciones
- Trabajo #3 de QuimicaDocumento11 páginasTrabajo #3 de QuimicaAdrian Humberto FloresAún no hay calificaciones
- Manual de Preparacion de ReactivosDocumento33 páginasManual de Preparacion de ReactivosManuel Cruz ChacollaAún no hay calificaciones
- Catalogo Central Octubre 2023 2Documento518 páginasCatalogo Central Octubre 2023 2jose mondacaAún no hay calificaciones
- Practica Calificada Nº3Documento7 páginasPractica Calificada Nº3kevinAún no hay calificaciones
- Productos AHMSA PDFDocumento1 páginaProductos AHMSA PDFEliud CastilloAún no hay calificaciones
- HidrógenoDocumento3 páginasHidrógenoINNI COHFIAún no hay calificaciones
- EXAMEN PARCIAL Ing MaterialesDocumento2 páginasEXAMEN PARCIAL Ing MaterialesS. SANTA CRUZ CARRASCOAún no hay calificaciones
- Discusión Unidad 1.0Documento3 páginasDiscusión Unidad 1.0Carmen HernandezAún no hay calificaciones
- PRACTICA N1 Cloro ResiduakDocumento22 páginasPRACTICA N1 Cloro ResiduakCynthia MoralesAún no hay calificaciones
- Quimica InformesDocumento9 páginasQuimica InformesAnthone Bill MoranAún no hay calificaciones
- Nomenclatura Inorgánica I 3AÑO QUIMICADocumento3 páginasNomenclatura Inorgánica I 3AÑO QUIMICARoland FuentAún no hay calificaciones
- Taller Semanal 4 ReforzamientoDocumento4 páginasTaller Semanal 4 ReforzamientoLuis ChavezAún no hay calificaciones
- Precio de Mercado de Elementos QuimicosDocumento8 páginasPrecio de Mercado de Elementos QuimicosOswaldo LopezAún no hay calificaciones
- Demanda de Cloro Residual e Hipocloritos en El AguaDocumento20 páginasDemanda de Cloro Residual e Hipocloritos en El AguaFLOR ESTEFANIA KOHAYAGAWA MARTINEZAún no hay calificaciones
- China Plan Arancel Provisional A La ImportacionDocumento39 páginasChina Plan Arancel Provisional A La ImportacionRubén LópezAún no hay calificaciones