También podría gustarte
- Calibración de Básculas - Cómo Calibrar Instrumentos de Pesaje 8pDocumento8 páginasCalibración de Básculas - Cómo Calibrar Instrumentos de Pesaje 8pJose Fernandez LopezAún no hay calificaciones
- MetrologiaDocumento22 páginasMetrologiaJoséHernandezAún no hay calificaciones
- Curso Metrologia y CalibracionDocumento43 páginasCurso Metrologia y CalibracionramorsAún no hay calificaciones
- Procedimiento para La Calibración de InstrumentosDocumento9 páginasProcedimiento para La Calibración de Instrumentoscarlos ricardo herrera castilloAún no hay calificaciones
- Metrologia IDocumento37 páginasMetrologia IJuan Pablo Pineda100% (1)
- Procedimiento Planificacion Energetica Iso 50001Documento8 páginasProcedimiento Planificacion Energetica Iso 50001José Carlos GBAún no hay calificaciones
- Metrologia MaterialDocumento32 páginasMetrologia MaterialAnonymous g1MK8kk100% (1)
- Mediciones e InstrumentacionDocumento61 páginasMediciones e InstrumentacionSANDRA MILENA RIVERA GUERREROAún no hay calificaciones
- Diplomado ISO 17025 - UTPDocumento69 páginasDiplomado ISO 17025 - UTPJames IzquierdoAún no hay calificaciones
- Manual de Análisis de Riesgos y Puntos Críticos de ControlDocumento5 páginasManual de Análisis de Riesgos y Puntos Críticos de ControlRicardo Cardozo CatalanAún no hay calificaciones
- Calibración de Termómetros RTD - 270421Documento34 páginasCalibración de Termómetros RTD - 270421josecordova2014Aún no hay calificaciones
- Examen 3 Metrologia...Documento5 páginasExamen 3 Metrologia...Nevsaint Martinez100% (1)
- Criterios Generales de Balanzas y Pesas, Interpretación de Certificados de CalibraciónDocumento44 páginasCriterios Generales de Balanzas y Pesas, Interpretación de Certificados de CalibraciónPaul CruzAún no hay calificaciones
- Modulo de MetrologíaDocumento148 páginasModulo de MetrologíaMilton PeraltaAún no hay calificaciones
- Curso Instrumentación Parte 1 PDFDocumento22 páginasCurso Instrumentación Parte 1 PDFBernardoAndresSotoGomez50% (2)
- Intervalos de CalibracionDocumento10 páginasIntervalos de CalibracionasteonAún no hay calificaciones
- Nom 008 SfciDocumento38 páginasNom 008 SfciCesar Adolfo MuñozAún no hay calificaciones
- Metrologia IIIDocumento52 páginasMetrologia IIIJavier García Ramos100% (6)
- Tema 11 MetrologíaDocumento87 páginasTema 11 MetrologíaMaxwell Rodriguez100% (1)
- Calculo IncertidumbreDocumento12 páginasCalculo IncertidumbreErika ChicaizaAún no hay calificaciones
- Capacitación de Metrología BásicaDocumento69 páginasCapacitación de Metrología BásicaWilliamAún no hay calificaciones
- MA AC MG 001 Manual de Metrología 2016 - en RevisionDocumento164 páginasMA AC MG 001 Manual de Metrología 2016 - en RevisionANONIMOAún no hay calificaciones
- 014 Norma Une en Iso 10012 2003 - MetrologiaDocumento8 páginas014 Norma Une en Iso 10012 2003 - Metrologiageologia1000100% (1)
- Brochure Metrologia DimensionalDocumento4 páginasBrochure Metrologia DimensionalSerprotech SACAún no hay calificaciones
- Euramet - Procedimiento Calibracion Medidores de Temp. y HRDocumento40 páginasEuramet - Procedimiento Calibracion Medidores de Temp. y HRJulian David Sanchez GomezAún no hay calificaciones
- Revista Digital Ammac Vol 17Documento50 páginasRevista Digital Ammac Vol 17Carlos Jose Sibaja CardozoAún no hay calificaciones
- El Papel de La Metrologia en La CalidadDocumento21 páginasEl Papel de La Metrologia en La Calidadlexar2202100% (1)
- Calibracion CronometrosDocumento17 páginasCalibracion CronometrosDaniel CernaAún no hay calificaciones
- ForsaDocumento29 páginasForsasumherilAún no hay calificaciones
- Metrología de Masa BásicaDocumento47 páginasMetrología de Masa Básicamariaelizabetsb86% (7)
- Basico MetrologiaDocumento148 páginasBasico MetrologiaJose Tiberio Cardozo DuenasAún no hay calificaciones
- Calibracion Multimetro DigitalDocumento105 páginasCalibracion Multimetro DigitalMario MoralesAún no hay calificaciones
- Principios de La MedicionDocumento7 páginasPrincipios de La MedicionEduardo MataAún no hay calificaciones
- Mundo MitutoyoDocumento34 páginasMundo MitutoyoCarlos García HernándezAún no hay calificaciones
- ManualDocumento9 páginasManualNicolas Dussan PaviaAún no hay calificaciones
- Plan de Metrologia I.A.MDocumento7 páginasPlan de Metrologia I.A.MCatherine Moreno100% (1)
- Manual de Procedimientos Criterios de Aplicacion NMX-EC-17025-IMNC-2006 2Documento40 páginasManual de Procedimientos Criterios de Aplicacion NMX-EC-17025-IMNC-2006 2lilo2007Aún no hay calificaciones
- Fundamentos Procesos de Medicion NTC 10012Documento37 páginasFundamentos Procesos de Medicion NTC 10012LuisaAún no hay calificaciones
- Calculo de La Incertidumbre de Un CalibradorDocumento11 páginasCalculo de La Incertidumbre de Un CalibradorAandres Hernandez MartinezAún no hay calificaciones
- MetrologíaDocumento29 páginasMetrologíaAntonio Herrera CabriaAún no hay calificaciones
- Sistemas de Limpieza CIPDocumento6 páginasSistemas de Limpieza CIPCarolina RinconAún no hay calificaciones
- Calibración de Los InstrumentosDocumento4 páginasCalibración de Los InstrumentosPancho BustamanteAún no hay calificaciones
- Ensayo de AptitudDocumento8 páginasEnsayo de AptitudStephane Lovon100% (1)
- ENSAYOS Temperatura Ambiental - EMADocumento23 páginasENSAYOS Temperatura Ambiental - EMAarmandog28Aún no hay calificaciones
- La Guia MetAs 04 10 Det Int CalDocumento7 páginasLa Guia MetAs 04 10 Det Int CalldmoreiravAún no hay calificaciones
- Metrologia Basica 1 HseqDocumento66 páginasMetrologia Basica 1 HseqMaria Jose Bocanegra100% (1)
- Procedimiento para La Elaboracion y Gestión de Los Certificados de Calibración INTIDocumento10 páginasProcedimiento para La Elaboracion y Gestión de Los Certificados de Calibración INTIFer CapdevilaAún no hay calificaciones
- Anexo 2 Formato de Autoevaluacion Coevaluacion e IntroduccionDocumento3 páginasAnexo 2 Formato de Autoevaluacion Coevaluacion e IntroduccionCarolina MartinezAún no hay calificaciones
- Prentación PRESIÓNDocumento112 páginasPrentación PRESIÓNJhonSebastianGarcia100% (1)
- Calibracion de BalanzasDocumento98 páginasCalibracion de BalanzasBeto Barcelona100% (1)
- D4HLEUAEFK4HTQG3I3AR - Brochure - Control de CalderasDocumento5 páginasD4HLEUAEFK4HTQG3I3AR - Brochure - Control de CalderasDenis RodriguezAún no hay calificaciones
- 2018 09 28 - Periodoscalibracion V3Documento48 páginas2018 09 28 - Periodoscalibracion V3oscarosorto100% (1)
- El Calibrador o Pie de Rey-Metrología Patrones - Instrumentos y ToleranciasDocumento36 páginasEl Calibrador o Pie de Rey-Metrología Patrones - Instrumentos y ToleranciasUNIVERSIDAD UIS0% (1)
- Calibración de Termometros (Documento15 páginasCalibración de Termometros (Johan VasquezAún no hay calificaciones
- Aseguramiento y Gestión MetrologicaDocumento24 páginasAseguramiento y Gestión MetrologicaInesbAún no hay calificaciones
- METROLOGIA Y NORMALIZACION PresentacionDocumento24 páginasMETROLOGIA Y NORMALIZACION PresentacionManzanares de la Peña EduardoAún no hay calificaciones
- Tipos de ErroresDocumento18 páginasTipos de ErroresAzkizzAún no hay calificaciones
- La Metrología Literalmente Significa La Ciencia de La MediciónDocumento5 páginasLa Metrología Literalmente Significa La Ciencia de La MediciónShadow 05Aún no hay calificaciones
- Instrumentos de MediciónDocumento16 páginasInstrumentos de MediciónsebastianAún no hay calificaciones
- Curso Metaroloía MaestrosDocumento44 páginasCurso Metaroloía MaestrosJorge Luis Vega MilanAún no hay calificaciones
- Se Atribuye A Simon Stevin La Primera Propuesta para Introducir Un Sistema Decimal de Uso Universal en EuropaDocumento2 páginasSe Atribuye A Simon Stevin La Primera Propuesta para Introducir Un Sistema Decimal de Uso Universal en EuropaDaniel OsorioAún no hay calificaciones
- Relación MECI y NTCGP1000 2004Documento6 páginasRelación MECI y NTCGP1000 2004sumherilAún no hay calificaciones
- Styron A-Tech1115Documento2 páginasStyron A-Tech1115sumherilAún no hay calificaciones
- BaseDatos ProyInvent FaseIIDocumento356 páginasBaseDatos ProyInvent FaseIIsumherilAún no hay calificaciones
- Cap1 1Documento12 páginasCap1 1sumheril100% (1)
- Decreto 1192 2009Documento3 páginasDecreto 1192 2009sumherilAún no hay calificaciones
- Flexión Perfiles Tubulares.Documento147 páginasFlexión Perfiles Tubulares.sumheril0% (1)
- Catalogo Andamios Unispan.Documento44 páginasCatalogo Andamios Unispan.sumherilAún no hay calificaciones
- Redes de Seguridad ALBADocumento2 páginasRedes de Seguridad ALBAsumheril0% (1)
- Manual de Montaje MXDocumento17 páginasManual de Montaje MXsumherilAún no hay calificaciones
- Ficha Tecnica Andamioscolora.Documento9 páginasFicha Tecnica Andamioscolora.sumherilAún no hay calificaciones
- Multimetal Taco3Documento11 páginasMultimetal Taco3sumherilAún no hay calificaciones
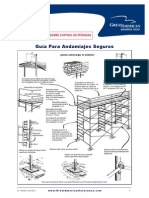
- Guía para Andamiaje SeguroDocumento2 páginasGuía para Andamiaje SegurosumherilAún no hay calificaciones
- Vigas Doble CanalDocumento8 páginasVigas Doble CanalsumherilAún no hay calificaciones
- Presentación Cimbra 20081029Documento54 páginasPresentación Cimbra 20081029sumherilAún no hay calificaciones
- Ficha Tecnica Soefec - Cot 324 Y 333Documento9 páginasFicha Tecnica Soefec - Cot 324 Y 333sumherilAún no hay calificaciones