También podría gustarte
- Curso Basico S7-200Documento66 páginasCurso Basico S7-200Ramiro Victoria Alvarez100% (1)
- Conectar HT12E HT12D Antena PDFDocumento4 páginasConectar HT12E HT12D Antena PDFPaco Martinez100% (1)
- Multimetro Analogico Con RespuestasDocumento36 páginasMultimetro Analogico Con RespuestasjogeAún no hay calificaciones
- Guia Basica de Puesta en Marcha 3G3MX2 PDFDocumento2 páginasGuia Basica de Puesta en Marcha 3G3MX2 PDFAguirre Castillo Jose de JesusAún no hay calificaciones
- Delta Ia-Cta Cta Um en 20070509.en - EsDocumento25 páginasDelta Ia-Cta Cta Um en 20070509.en - EsAlex Rojas100% (1)
- RIC N01 EmpalmesDocumento16 páginasRIC N01 EmpalmesFidel aguilera100% (2)
- Encargo Norma Chilena Aplicada A Salas ElectricasDocumento17 páginasEncargo Norma Chilena Aplicada A Salas ElectricasivanAún no hay calificaciones
- Manual Osiloscopio OWONDocumento111 páginasManual Osiloscopio OWONJorge Luis Espin Claudio100% (3)
- Curso PLC SiemensDocumento43 páginasCurso PLC Siemensgabriel beltràn romànAún no hay calificaciones
- Guía Rápida D700 PDFDocumento15 páginasGuía Rápida D700 PDFmondaxa_mmeAún no hay calificaciones
- N°4 Diagramas Unilineales en Planos de Instalación Eléctrica IndustrialDocumento20 páginasN°4 Diagramas Unilineales en Planos de Instalación Eléctrica IndustrialSebastian Roll Up100% (2)
- Proteccion de Salidas de PLCDocumento9 páginasProteccion de Salidas de PLCGaryGermanCHAún no hay calificaciones
- Rele de Potencia InversaDocumento3 páginasRele de Potencia InversaGonzalo Machicado100% (1)
- 80 - 26 Capacidad de Ruptura.Documento3 páginas80 - 26 Capacidad de Ruptura.Angel Gutierrez67% (3)
- Instrucciones de Programacion PLC OMRONDocumento27 páginasInstrucciones de Programacion PLC OMRONGilberto Motto100% (1)
- Fallas de PLC PDFDocumento1 páginaFallas de PLC PDFedwinmenaAún no hay calificaciones
- ProyectoDocumento10 páginasProyectoexquisito3xAún no hay calificaciones
- Conexion Hmi DopsoftDocumento15 páginasConexion Hmi DopsoftSebastian Cavieres0% (1)
- Autómata TSX Nano Telemecanique PDFDocumento10 páginasAutómata TSX Nano Telemecanique PDFAdolfo A Herrera100% (1)
- Ejemplo Memoria ExplicativaDocumento4 páginasEjemplo Memoria ExplicativaVictor Palma NeiraAún no hay calificaciones
- Manual Eplan Electric P8Documento134 páginasManual Eplan Electric P8JeremyAún no hay calificaciones
- PLC N ADocumento8 páginasPLC N AALEX OSWALDOAún no hay calificaciones
- Manual Pirometro Omron E5cnDocumento154 páginasManual Pirometro Omron E5cnCesar David Diaz Hernandez50% (2)
- Instrumentación Hoy - Interpretar El Diagrama Unifilar General de Una Planta IndustrialDocumento24 páginasInstrumentación Hoy - Interpretar El Diagrama Unifilar General de Una Planta IndustrialMarlon AliagaAún no hay calificaciones
- Guía I - Inyector y Relés de SobrecorrienteDocumento50 páginasGuía I - Inyector y Relés de SobrecorrienteJoel TorresAún no hay calificaciones
- Motor SaverDocumento0 páginasMotor SaverFredy Martínez GonzaloAún no hay calificaciones
- Norma NemaDocumento31 páginasNorma Nemaluis herreraAún no hay calificaciones
- Investigacion Motores Electricos (C.C) y (C.D)Documento14 páginasInvestigacion Motores Electricos (C.C) y (C.D)Armando MejiaAún no hay calificaciones
- Calculo Cortocircuito Iec 60364Documento6 páginasCalculo Cortocircuito Iec 60364Robinson RiverosAún no hay calificaciones
- Factor de PotenciaDocumento3 páginasFactor de PotenciasergioAún no hay calificaciones
- Se-135 Traduccion StarcoDocumento1 páginaSe-135 Traduccion StarcoDaniel F Paredes ManriqueAún no hay calificaciones
- Filtros EMIDocumento5 páginasFiltros EMIemiliano75% (4)
- Instalaciones NATSIMDocumento49 páginasInstalaciones NATSIMEdison AlvaradoAún no hay calificaciones
- Webinar Tta ContactoresDocumento1 páginaWebinar Tta ContactoresJaime GonzalesAún no hay calificaciones
- Manual de Programacion Variador SC310 AbbDocumento49 páginasManual de Programacion Variador SC310 AbbJose Luis Sovero AstoamanAún no hay calificaciones
- Calculo de BILDocumento8 páginasCalculo de BILMauricio Vernett HernandezAún no hay calificaciones
- Taller 2 Parte 2Documento4 páginasTaller 2 Parte 2Nathalia RealAún no hay calificaciones
- Entradas y Salidas de Un PLCDocumento6 páginasEntradas y Salidas de Un PLCJosue DomínguezAún no hay calificaciones
- Estudio Eléctrico de Carga FormatoDocumento3 páginasEstudio Eléctrico de Carga FormatoEdwin EscobarAún no hay calificaciones
- Metodo de Los Mvas, Thevenin y EtapDocumento27 páginasMetodo de Los Mvas, Thevenin y EtapJosé Gonzalo VelasquezAún no hay calificaciones
- WattmetrosDocumento5 páginasWattmetrosIan Ramírez100% (4)
- Cálculo de Interruptores Termo MagnéticosDocumento1 páginaCálculo de Interruptores Termo MagnéticosAlejandro MoralesAún no hay calificaciones
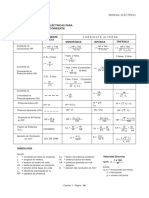
- Formulas Electricas PDFDocumento1 páginaFormulas Electricas PDFJose Luis EsquivelAún no hay calificaciones
- Electro Educar - Símbolos de Instalaciones Eléctricas - Norma NCH 2 - 84Documento6 páginasElectro Educar - Símbolos de Instalaciones Eléctricas - Norma NCH 2 - 84fernandofigueroaAún no hay calificaciones
- Power Electronics SD250 - Instrucciones de ManejoDocumento211 páginasPower Electronics SD250 - Instrucciones de ManejoPLC1050% (2)
- Bit de ParidadDocumento3 páginasBit de Paridadmiki_utpAún no hay calificaciones
- Cargadores de baterías de mediana y baja capacidad para vehículos eléctricos: Consideraciones preliminares de diseñoDe EverandCargadores de baterías de mediana y baja capacidad para vehículos eléctricos: Consideraciones preliminares de diseñoAún no hay calificaciones
- Estructura de Un PLCDocumento33 páginasEstructura de Un PLCRosa Margarita Gutierrez LoaizaAún no hay calificaciones
- PLC AvanzadoDocumento32 páginasPLC AvanzadoCristian Giovanni Gomez ParadaAún no hay calificaciones
- UNIDAD 2 M 1 Concepto de MóduloDocumento37 páginasUNIDAD 2 M 1 Concepto de Móduloleandroochoa1Aún no hay calificaciones
- Curso Basico PLCDocumento49 páginasCurso Basico PLCSaul Garcia AguilarAún no hay calificaciones
- Informe-8 Marca ZambranoDocumento10 páginasInforme-8 Marca ZambranoPatricio OrdoñezAún no hay calificaciones
- El Resumen de PLCDocumento12 páginasEl Resumen de PLCjose davidAún no hay calificaciones
- Multiplexores y DemultiplexorDocumento25 páginasMultiplexores y DemultiplexorJOSÉ LUIS REYNOSO TIUAún no hay calificaciones
- Practica 6Documento6 páginasPractica 6Carlos MoralesAún no hay calificaciones
- Controladores Logicos ProgramablesDocumento4 páginasControladores Logicos ProgramablesDario Pantoja BenavidesAún no hay calificaciones
- Planificacion Del TrabajoDocumento11 páginasPlanificacion Del TrabajoAlbertoAún no hay calificaciones
- Arquitectura y Caracteristicas de Los PLCDocumento7 páginasArquitectura y Caracteristicas de Los PLCLoRe CaStánAún no hay calificaciones
- Informe GLCDDocumento11 páginasInforme GLCDRaul Arturo Samaniego TelloAún no hay calificaciones
- Controles ElectricosDocumento19 páginasControles ElectricosLuis Castañeda100% (1)
- Programacion Ii Mision Sucre PooDocumento17 páginasProgramacion Ii Mision Sucre PooEdarlis DíazAún no hay calificaciones
- Tema - 1-Terminos y Conceptos Basicos-2024Documento18 páginasTema - 1-Terminos y Conceptos Basicos-2024santinaAún no hay calificaciones
- Elementos Básicos de Un ProgramaDocumento2 páginasElementos Básicos de Un ProgramaJesus Quisbert67% (3)
- Evaluación Virtual 1Documento19 páginasEvaluación Virtual 1Diego CastilloAún no hay calificaciones
- LINQ To SQL (5 Parte) - Enlazar Controles de Interfaz de Usuario Con El ASP - LinqDatSource - Speaking inDocumento27 páginasLINQ To SQL (5 Parte) - Enlazar Controles de Interfaz de Usuario Con El ASP - LinqDatSource - Speaking indedaloussAún no hay calificaciones
- Actividad 3 Auditoria de SistemasDocumento21 páginasActividad 3 Auditoria de SistemasheidyAún no hay calificaciones
- FORO 1.inv - Oper.1.espeDocumento5 páginasFORO 1.inv - Oper.1.espeRafael DíazAún no hay calificaciones
- Libro Texto Guía Ciencia de ProgramarDocumento273 páginasLibro Texto Guía Ciencia de ProgramarAndres Dario Torres ValenciaAún no hay calificaciones
- Lenguaje CDocumento42 páginasLenguaje CLaureano de PriegoAún no hay calificaciones
- Profundidad Primera Búsqueda o DFS para Un GráficoDocumento5 páginasProfundidad Primera Búsqueda o DFS para Un GráficoluisAún no hay calificaciones
- Manual SQL Parte 2Documento5 páginasManual SQL Parte 2AntonioSanchezAún no hay calificaciones
- 2 VisualNetDocumento22 páginas2 VisualNet0nai0100% (3)
- Preparando Sublime Text 3 para Programar en Python - HackpuntesDocumento8 páginasPreparando Sublime Text 3 para Programar en Python - HackpuntesRodrigo PalominoAún no hay calificaciones
- 4 - Archivo de Configuración y Documentación de KamailioDocumento24 páginas4 - Archivo de Configuración y Documentación de KamailioEdgar A CanizalezAún no hay calificaciones
- Guia de Aprendizaje 2Documento6 páginasGuia de Aprendizaje 2Andres Daza0% (1)
- PROYECTO FINAL DEL PARCIAL III - Junio2023Documento3 páginasPROYECTO FINAL DEL PARCIAL III - Junio2023jony sanchezAún no hay calificaciones
- Investigación Operativa - Ejercicios de AlgoritmosDocumento10 páginasInvestigación Operativa - Ejercicios de AlgoritmosAndres AdrianAún no hay calificaciones
- NumpyDocumento53 páginasNumpyjrodascAún no hay calificaciones
- Arrays y Clusters LabVIEWDocumento13 páginasArrays y Clusters LabVIEWdavidAún no hay calificaciones
- Silabo Programacion EstructuradaDocumento7 páginasSilabo Programacion EstructuradaGABRIEL UNACINO DLSTAún no hay calificaciones
- Primera Practica Modulo 2Documento1 páginaPrimera Practica Modulo 2zs.kastielAún no hay calificaciones
- Hilos en C# 1. Una Aplicación Sin HilosDocumento7 páginasHilos en C# 1. Una Aplicación Sin HilosPiero CajamalquiAún no hay calificaciones
- Crea Un Formulario Con Cuatro Etiquetas45Documento2 páginasCrea Un Formulario Con Cuatro Etiquetas45api-3767211Aún no hay calificaciones
- Proyecto Carrocerias Toro Rojo Primera EntregaDocumento12 páginasProyecto Carrocerias Toro Rojo Primera EntregastefaniAún no hay calificaciones
- Practica 1Documento17 páginasPractica 1Ramon Hernan Bacca PiconAún no hay calificaciones
- DPRN2 U1 A3Documento6 páginasDPRN2 U1 A3Yamile Ibarra CenicerosAún no hay calificaciones
- Asignacion de Memoria en JavaDocumento2 páginasAsignacion de Memoria en JavaTecnoCGAún no hay calificaciones
- Area de Un TrianguloDocumento7 páginasArea de Un TrianguloJeniffer100% (1)
- Quiz 1 - Semana 3 - Ra - Primer Bloque-Programacion de Computadores - (Grupo3)Documento7 páginasQuiz 1 - Semana 3 - Ra - Primer Bloque-Programacion de Computadores - (Grupo3)ramiromarzolaAún no hay calificaciones