También podría gustarte
- Factores Que Afectan La Distribución de PlantaDocumento100 páginasFactores Que Afectan La Distribución de PlantaGABY67% (3)
- Caracterización Del Transporte en ColombiaDocumento15 páginasCaracterización Del Transporte en ColombiacarlosarturotlAún no hay calificaciones
- Catalogo Im FicaDocumento73 páginasCatalogo Im FicaOscar Lopez100% (1)
- Práctica SMEDDocumento17 páginasPráctica SMEDPerla CervantesAún no hay calificaciones
- Lay OutDocumento41 páginasLay OutAndres FoffanoAún no hay calificaciones
- Planificación de Los Requerimientos de Material - Material Base de ClaseDocumento18 páginasPlanificación de Los Requerimientos de Material - Material Base de Claseeduar Arango100% (1)
- PDF Manufactura 1er ParcialDocumento132 páginasPDF Manufactura 1er ParcialHarold BarrosAún no hay calificaciones
- 3 Mat Lectura 2 Semana 7 Jit PDFDocumento26 páginas3 Mat Lectura 2 Semana 7 Jit PDFXaigua YahirAún no hay calificaciones
- Rendimiento Del Proceso.Documento45 páginasRendimiento Del Proceso.Yanier RuizAún no hay calificaciones
- 2.1 Principio de Manejo de MaterialesDocumento25 páginas2.1 Principio de Manejo de MaterialesCesar PalacioAún no hay calificaciones
- Anibal Conservación (Preservación y Mantenimiento)Documento22 páginasAnibal Conservación (Preservación y Mantenimiento)Abimael FigueroaAún no hay calificaciones
- Manual de Calidad.Documento7 páginasManual de Calidad.James Stiven Carreño RodríguezAún no hay calificaciones
- Hoja de TrabajoDocumento4 páginasHoja de TrabajoLaura Cuervo0% (1)
- Macroeconomia de Jose GregorioDocumento781 páginasMacroeconomia de Jose GregorioLuisa Acosta PeraltaAún no hay calificaciones
- Ingeco VII INDICADORES BONDAD FINANCIERADocumento28 páginasIngeco VII INDICADORES BONDAD FINANCIERACristian HernandezAún no hay calificaciones
- Practica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseDocumento3 páginasPractica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseJose Carlos Reyes BarrientosAún no hay calificaciones
- Desarrollo Económico Con Oferta Ilimitada de Mano de ObraDocumento6 páginasDesarrollo Económico Con Oferta Ilimitada de Mano de ObraErika Pamela Ccasa100% (1)
- Manual Taller Más AMA PDFDocumento47 páginasManual Taller Más AMA PDFkine_hectorAún no hay calificaciones
- Ingeniería Del Trabajo II 01 - Ingeniería Industrial-FusionadoDocumento168 páginasIngeniería Del Trabajo II 01 - Ingeniería Industrial-FusionadomariaAún no hay calificaciones
- Fresadora CNCDocumento11 páginasFresadora CNCRuiz Diana0% (1)
- Procedimiento para Cambio de Modelo SMEDDocumento7 páginasProcedimiento para Cambio de Modelo SMEDDonaldo CamarenaAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento4 páginasMantenimiento Productivo TotalAlex Mollo VillcaAún no hay calificaciones
- Clasificacion de Materiales Manejo de Materiales Jorge Martinez 1Documento6 páginasClasificacion de Materiales Manejo de Materiales Jorge Martinez 1Carolina Barrera CasanovaAún no hay calificaciones
- Esan Diseno Planta Clase 15.2 Guerchet-DreDocumento37 páginasEsan Diseno Planta Clase 15.2 Guerchet-DreCarlos100% (1)
- Trabajo Estandar y Justo A Tiempo PDFDocumento15 páginasTrabajo Estandar y Justo A Tiempo PDFNicole GranerosAún no hay calificaciones
- Tarea 2 C1Documento4 páginasTarea 2 C1MARIA MAGDALENA MUNGUIA MARTINEZAún no hay calificaciones
- Bodegas Manuales y Automatizadas LogisticaDocumento2 páginasBodegas Manuales y Automatizadas LogisticalolaAún no hay calificaciones
- 1.4 Ejemplo de Localización de Plantas IndustrialesDocumento3 páginas1.4 Ejemplo de Localización de Plantas IndustrialesSpunkyAún no hay calificaciones
- S06.s2 ErgonomiaDocumento44 páginasS06.s2 Ergonomiastephany condori (tefi)Aún no hay calificaciones
- Diagrama Relacional de Actividades 1Documento2 páginasDiagrama Relacional de Actividades 1christian muñoz restrepoAún no hay calificaciones
- Ejercicio N°2Documento4 páginasEjercicio N°2Erasmo Israel Garcia OchoaAún no hay calificaciones
- Politicas de MantenimientoDocumento64 páginasPoliticas de MantenimientoVladimirAún no hay calificaciones
- Practica Modelos 1Documento2 páginasPractica Modelos 1Ivan MartinezAún no hay calificaciones
- Ingeniería de Plantas 12 - Calculo de Areas PMARINDocumento36 páginasIngeniería de Plantas 12 - Calculo de Areas PMARINMayra Isabel Ortiz100% (1)
- Auditores SiGE - AdoDocumento101 páginasAuditores SiGE - Adoalexis II100% (1)
- Taller Balanceo de Linea 2Documento3 páginasTaller Balanceo de Linea 2Jose FigueroaAún no hay calificaciones
- Mantenimiento de CalidadDocumento34 páginasMantenimiento de Calidadelian112Aún no hay calificaciones
- Investigacion Sobre Operacion de BodegasDocumento6 páginasInvestigacion Sobre Operacion de BodegasJesus Perez AparicioAún no hay calificaciones
- Procesos MudaDocumento4 páginasProcesos MudaAndy AlcivarAún no hay calificaciones
- Grupo 1 TIPOS DE DISTRIBUCIÓN EN PLANTA.Documento19 páginasGrupo 1 TIPOS DE DISTRIBUCIÓN EN PLANTA.Oscar Vaca VeAún no hay calificaciones
- Tratamientos Termicos y Termoquimico de Los AcerosDocumento8 páginasTratamientos Termicos y Termoquimico de Los AcerosSebastian VargasAún no hay calificaciones
- PLAN DE TRANSICIÓN - INGENIERÍA INDUSTRIAL-signed-signed PDFDocumento15 páginasPLAN DE TRANSICIÓN - INGENIERÍA INDUSTRIAL-signed-signed PDFCésar SarangoAún no hay calificaciones
- Balanceo de LíneasDocumento22 páginasBalanceo de LíneasLu Villanueva100% (1)
- Tema 3.2 Proceso de Tableros Contrachapados.Documento3 páginasTema 3.2 Proceso de Tableros Contrachapados.Brandy Mijangos HernandezAún no hay calificaciones
- Eficiencia Global de ProduccionDocumento2 páginasEficiencia Global de ProduccionjulioebgAún no hay calificaciones
- Cuestionario 2Documento10 páginasCuestionario 2David MoralesAún no hay calificaciones
- 3 4 Embalaje de Producto Terminado PDFDocumento42 páginas3 4 Embalaje de Producto Terminado PDFKarla TovarAún no hay calificaciones
- Los 18 Elementos Del PPAP Son Los SiguientesDocumento2 páginasLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezAún no hay calificaciones
- Lay Out Del AlmacenDocumento1 páginaLay Out Del AlmacenSandra M Urrego100% (2)
- El Sistema de Produccion ToyotaDocumento43 páginasEl Sistema de Produccion ToyotaJESUS DANIEL PEREZ BERNAL100% (1)
- Cuestionario 2 Parte.Documento23 páginasCuestionario 2 Parte.Dilan Cesar Moya Urey0% (1)
- AMFECDocumento5 páginasAMFECanon_51533518Aún no hay calificaciones
- Materiales y Medio AmbienteDocumento13 páginasMateriales y Medio AmbienteC.L.OAún no hay calificaciones
- Diseño y Distrubucion de La Planta Beneficiadora de PollosDocumento10 páginasDiseño y Distrubucion de La Planta Beneficiadora de PollosScarlet PalaciosAún no hay calificaciones
- Despliegue de La Calidad Demandada y PlanificadaDocumento10 páginasDespliegue de La Calidad Demandada y PlanificadagaviotaperezAún no hay calificaciones
- Documentación Empleada en Programación de La ProducciónDocumento14 páginasDocumentación Empleada en Programación de La ProducciónAlejandro OrellanaAún no hay calificaciones
- Diseño de Un Plan de Mantenimiento Preventivo en Una Empresa LocalDocumento23 páginasDiseño de Un Plan de Mantenimiento Preventivo en Una Empresa LocalAntonio Baas BaasAún no hay calificaciones
- Trabajo de Campo de Metodos IDocumento15 páginasTrabajo de Campo de Metodos ILeonardo Puerto100% (1)
- Plan de Mantenimiento ProgramadoDocumento24 páginasPlan de Mantenimiento ProgramadojjrpgscribdAún no hay calificaciones
- Inv U1 Planeacion y Diseño Instalaciones JesusDocumento31 páginasInv U1 Planeacion y Diseño Instalaciones JesusJesus CastañedaAún no hay calificaciones
- Trabajo Final de Logistica Version Final SabadoDocumento68 páginasTrabajo Final de Logistica Version Final SabadoLuis Quispe Salcedo100% (1)
- Semana8 Modelos de Disposicion de Planta Gama Ficticia, TravelDocumento108 páginasSemana8 Modelos de Disposicion de Planta Gama Ficticia, TravelSeishi TakahashiAún no hay calificaciones
- Ingenieria de Plantas 10 Calculo de AreasDocumento37 páginasIngenieria de Plantas 10 Calculo de AreasDiscover NowAún no hay calificaciones
- Las 14 Maneras de MejoramientoDocumento7 páginasLas 14 Maneras de MejoramientoTorres Galvis100% (1)
- 001 - Elementos Necesarios para El Diseno de AlmacenDocumento153 páginas001 - Elementos Necesarios para El Diseno de AlmacenAlejosMiguelAún no hay calificaciones
- Distribucion de Plantas AliDocumento36 páginasDistribucion de Plantas AliHofkert SethAún no hay calificaciones
- Teoria de Clasificacion y CodificacionDocumento32 páginasTeoria de Clasificacion y CodificacioncarlosarturotlAún no hay calificaciones
- Proceso de Despacho de ObjetosDocumento2 páginasProceso de Despacho de ObjetoscarlosarturotlAún no hay calificaciones
- Desiciones de Localización PlantaDocumento2 páginasDesiciones de Localización PlantacarlosarturotlAún no hay calificaciones
- Resolucion No. 0071 de 1997Documento28 páginasResolucion No. 0071 de 1997carlosarturotlAún no hay calificaciones
- Técnicas de RecepciónDocumento5 páginasTécnicas de RecepcióncarlosarturotlAún no hay calificaciones
- Proceso de Recepción de MercanciasDocumento2 páginasProceso de Recepción de Mercanciascarlosarturotl75% (4)
- Validacion DocumentalDocumento8 páginasValidacion Documentalcarlosarturotl100% (1)
- Diccionario AlmacenesDocumento6 páginasDiccionario AlmacenescarlosarturotlAún no hay calificaciones
- Evaluacion Empresarial PasantiasDocumento4 páginasEvaluacion Empresarial PasantiasMilton Enrique Vasquez SalgadoAún no hay calificaciones
- Ciclo Medio - Maquinaria Pesada-Andes Tractors IDocumento127 páginasCiclo Medio - Maquinaria Pesada-Andes Tractors IHector Huillca ChinoAún no hay calificaciones
- Generalidades de La Auditoría Interna: NtroducciónDocumento2 páginasGeneralidades de La Auditoría Interna: Ntroducciónpovedatatan1992Aún no hay calificaciones
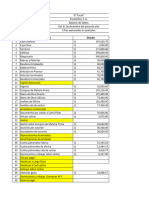
- Balance de Saldos Escarpines, S.A.Documento4 páginasBalance de Saldos Escarpines, S.A.María Daniela Soto MarroquinAún no hay calificaciones
- CONTROL Y ASEGURAMIENTO DE LA CALIDAD MicrocurriculoDocumento8 páginasCONTROL Y ASEGURAMIENTO DE LA CALIDAD MicrocurriculoLorena Cuellar MorenoAún no hay calificaciones
- Cde KFC Web Clientes ReferenciablesDocumento4 páginasCde KFC Web Clientes Referenciablesapi-440365603Aún no hay calificaciones
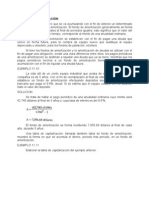
- Amortización y Fondos de AmortizaciónDocumento3 páginasAmortización y Fondos de AmortizaciónRinaldi PerezAún no hay calificaciones
- Trabajo Final Desarrollo OrganizacionalDocumento15 páginasTrabajo Final Desarrollo Organizacionaldimay82Aún no hay calificaciones
- Investigación OperativaDocumento6 páginasInvestigación OperativaJOSEAún no hay calificaciones
- Taller Flujo de Caja Actividad 5Documento18 páginasTaller Flujo de Caja Actividad 5julieth67% (3)
- Ámbitos de Actuación ProfesionalDocumento8 páginasÁmbitos de Actuación ProfesionalWilliam WaltonAún no hay calificaciones
- INCENTIVO LABORALDocumento3 páginasINCENTIVO LABORALAlexandra EscobarAún no hay calificaciones
- Folleto OmniVoice v2Documento6 páginasFolleto OmniVoice v2Jose Luis ZarateAún no hay calificaciones
- Empresa Distribuidora de GaseosasDocumento2 páginasEmpresa Distribuidora de GaseosasRichards More NavarroAún no hay calificaciones
- Administracion de PreciosDocumento44 páginasAdministracion de Preciosjh1550% (2)
- Depósito Plazo FijoDocumento6 páginasDepósito Plazo FijoPaul David Olivos MoreAún no hay calificaciones
- Actividad N. 1 de ISo 45001Documento6 páginasActividad N. 1 de ISo 45001ubaldiney oquendo usugaAún no hay calificaciones
- Políticas de EfectivoDocumento2 páginasPolíticas de EfectivoFredy RamirezAún no hay calificaciones
- Clase 2 - GlobalizacionDocumento28 páginasClase 2 - GlobalizacionDiego Alonso Medina LlerenaAún no hay calificaciones
- ADocumento9 páginasAMaria AscateAún no hay calificaciones
- Salida de Mercancías SAPDocumento2 páginasSalida de Mercancías SAPGabriel OrtizAún no hay calificaciones
- Carta Autorizacion Calle 62 Liquidacion Final Del 2023Documento1 páginaCarta Autorizacion Calle 62 Liquidacion Final Del 2023Mary ChiliAún no hay calificaciones
- Enero 2022 Modelo 1 CRDocumento10 páginasEnero 2022 Modelo 1 CRKatherine EgüezAún no hay calificaciones
- Gastos Deducibles y No DeduciblesDocumento45 páginasGastos Deducibles y No DeduciblesLinsen Ramos100% (1)
- Luis Echeverría Álvarez (Autoguardado)Documento10 páginasLuis Echeverría Álvarez (Autoguardado)Luis D. LaraAún no hay calificaciones