También podría gustarte
- Tabla de Equivalencias de Brocas y MachuelosDocumento1 páginaTabla de Equivalencias de Brocas y MachuelosHugo Alfredo Ordóñez Chocano89% (9)
- Estudio de Confinamiento de Ruido IglesiaDocumento12 páginasEstudio de Confinamiento de Ruido Iglesiafer195455Aún no hay calificaciones
- G3-Inyectores MecánicosDocumento8 páginasG3-Inyectores MecánicosBryan TapiaAún no hay calificaciones
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Cuestionario RectificacionDocumento18 páginasCuestionario RectificacionAndres SasintuñaAún no hay calificaciones
- Historia Del Mig MagDocumento5 páginasHistoria Del Mig Magcristhian arroyoAún no hay calificaciones
- Rectificadora de CilindrosDocumento12 páginasRectificadora de CilindrosDennis Quispe60% (5)
- Plantilla Mango SerruchoDocumento1 páginaPlantilla Mango SerruchoHugo Alfredo Ordóñez Chocano100% (1)
- Investigación de La Precisión de Los Elementos Mecánicos Según Su Proceso de FabricaciónDocumento4 páginasInvestigación de La Precisión de Los Elementos Mecánicos Según Su Proceso de FabricaciónSanti SarangoAún no hay calificaciones
- Métodos de Identificación de Golpes en La Carrocería - GRUPO 5Documento11 páginasMétodos de Identificación de Golpes en La Carrocería - GRUPO 5Luis IzaAún no hay calificaciones
- Guía de PrácticasDocumento21 páginasGuía de PrácticasJontn RomanzAún no hay calificaciones
- Proceso de LimadoDocumento18 páginasProceso de LimadoWilliam GasparAún no hay calificaciones
- Proceso de Acabado Superficial Por Inmersion PDFDocumento12 páginasProceso de Acabado Superficial Por Inmersion PDFAlmanelly BartoloAún no hay calificaciones
- Investigación de Los Métodos de Identificación de Golpes en La CarroceríaDocumento12 páginasInvestigación de Los Métodos de Identificación de Golpes en La CarroceríaLuis IzaAún no hay calificaciones
- Alineamiento de Maquinas - Parte 1°Documento78 páginasAlineamiento de Maquinas - Parte 1°Jorge Checmapocco FigueroaAún no hay calificaciones
- Ajustes y Tolerancias - L. GonzálesDocumento104 páginasAjustes y Tolerancias - L. GonzálesCristian Camilo JaimesAún no hay calificaciones
- Suspensión Neumática e Hidraulica en AutomóvilesDocumento28 páginasSuspensión Neumática e Hidraulica en Automóvilestomi04Aún no hay calificaciones
- Cuestionario ArcoDocumento6 páginasCuestionario ArcorodrigoAún no hay calificaciones
- Fuentes de Poder en SoldaduraDocumento7 páginasFuentes de Poder en SoldaduraGianfranco Ampuero VillavicencioAún no hay calificaciones
- Tratamientos Termoquímicos de Carbonitrurado, Cementado, Nitrurado.Documento3 páginasTratamientos Termoquímicos de Carbonitrurado, Cementado, Nitrurado.José Ed MendozaAún no hay calificaciones
- CONCLUSIONES OxicDocumento1 páginaCONCLUSIONES OxicDaniel G GyAún no hay calificaciones
- Soa Soldadura Oxi-AcetilenicaDocumento62 páginasSoa Soldadura Oxi-AcetilenicaAlois Junior Hernandez Sanchez100% (1)
- Diapositivas de Rectificado de MonoblockDocumento21 páginasDiapositivas de Rectificado de Monoblockmanuelelmer100% (2)
- Aplicaciones y Utilidades de La Soldadura SMAWDocumento3 páginasAplicaciones y Utilidades de La Soldadura SMAWDavid TipanAún no hay calificaciones
- Procesos de Rectificación de Superficies PlanasDocumento25 páginasProcesos de Rectificación de Superficies PlanasКуэнка Мануэл100% (1)
- Lubricantes MotoresDocumento35 páginasLubricantes MotoresRodrigo Leal GuzmanAún no hay calificaciones
- ¿Como Funciona El Regulador de Voltaje Interno y ExternoDocumento2 páginas¿Como Funciona El Regulador de Voltaje Interno y ExternoJosé Alfredo Horna MerinoAún no hay calificaciones
- Nuevos Materiales Utilizados para La Construcción de Las Partes Fijas y Móviles Del Motor de Combustión InternaDocumento4 páginasNuevos Materiales Utilizados para La Construcción de Las Partes Fijas y Móviles Del Motor de Combustión InternaStalin MayoAún no hay calificaciones
- Presentacion AceitesDocumento44 páginasPresentacion AceitesAlvaro CorriolsAún no hay calificaciones
- Electrodo E6013Documento3 páginasElectrodo E6013Daniel Del CarpioAún no hay calificaciones
- Preguntas de Reparación de Carrocerías Grupo 1Documento2 páginasPreguntas de Reparación de Carrocerías Grupo 1Jair Saavedra GuarderasAún no hay calificaciones
- Tipos de Herramientas para Reparación de Abolladuras Sin Pintura o PDRDocumento13 páginasTipos de Herramientas para Reparación de Abolladuras Sin Pintura o PDRLuis IzaAún no hay calificaciones
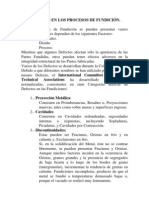
- Defectos de La FundicionDocumento5 páginasDefectos de La FundicioncrisbethjohanaAún no hay calificaciones
- Informe Proceso TigDocumento23 páginasInforme Proceso TigYen Fisher0% (1)
- Articulo de Rectificacion de ValvulasDocumento7 páginasArticulo de Rectificacion de ValvulasJose LuisAún no hay calificaciones
- Soldadura Oxiacetilenica 17Documento6 páginasSoldadura Oxiacetilenica 17Anonymous lYqrhLC6XAún no hay calificaciones
- 1.1 - Procesos de Manufactura CAV y SAVDocumento21 páginas1.1 - Procesos de Manufactura CAV y SAVbernardpo ballaAún no hay calificaciones
- Soldadura TigDocumento12 páginasSoldadura TigAlexis Aleshito100% (2)
- VirutajeDocumento11 páginasVirutajeVictor HugoAún no hay calificaciones
- Cuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueDocumento4 páginasCuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueCarlos Enrique Ayala MartinezAún no hay calificaciones
- Jonathan Vilca - Características Sistemas EPHS y EPSDocumento1 páginaJonathan Vilca - Características Sistemas EPHS y EPSJhonatan VilcaAún no hay calificaciones
- Diapositivas Del Proceso-De-Soldadura-GmawDocumento16 páginasDiapositivas Del Proceso-De-Soldadura-GmawcarlosAún no hay calificaciones
- Jonathan Vilca - Tolerancia Maxima de DesgasteDocumento4 páginasJonathan Vilca - Tolerancia Maxima de DesgasteJhonatan VilcaAún no hay calificaciones
- Proceso OawDocumento52 páginasProceso OawMonic R. Idme67% (3)
- Valvulas Manometros y Accesorios de OxiacetilenoDocumento10 páginasValvulas Manometros y Accesorios de OxiacetilenoLehyner Contreras100% (1)
- Muela Abrasivas IIIDocumento35 páginasMuela Abrasivas IIIBraulio Sepulveda Epulef100% (1)
- Encendido Transistorizado Por ContactoDocumento10 páginasEncendido Transistorizado Por ContactoDylan MontoyaAún no hay calificaciones
- Desgaste y Lubricacion Del DiferencialDocumento29 páginasDesgaste y Lubricacion Del DiferencialFredy Manrique AstoAún no hay calificaciones
- Daños de Las Partes Del Motor y DesarmadoDocumento47 páginasDaños de Las Partes Del Motor y DesarmadoBladimir Chinga MontaneroAún no hay calificaciones
- Hierro en PolvoDocumento3 páginasHierro en PolvoGerli Teran100% (1)
- Soldadura Por PlasmaDocumento3 páginasSoldadura Por PlasmaIsaias AlmendralAún no hay calificaciones
- Proceso Normalizado de TrazadoDocumento1 páginaProceso Normalizado de TrazadoLUIS COLLAGUASO100% (2)
- Averías y Soluciones Sistema de InyecciónDocumento43 páginasAverías y Soluciones Sistema de InyecciónRené FierroAún no hay calificaciones
- Simbologia Electrica y ElectronicaDocumento4 páginasSimbologia Electrica y ElectronicaMatias TenelandaAún no hay calificaciones
- 3 2 Proceso de Soldadura Oxiacetileno PDFDocumento64 páginas3 2 Proceso de Soldadura Oxiacetileno PDFAlan Veizaga100% (2)
- Encendido InacapDocumento39 páginasEncendido InacapCarlos Javier Olivarez Valenzuela100% (1)
- Soldadura Mig Mag TicDocumento10 páginasSoldadura Mig Mag TicRenan Bismark Cuenca TAún no hay calificaciones
- ElectrodosDocumento37 páginasElectrodoshgcuAún no hay calificaciones
- Examen DiplomadoDocumento6 páginasExamen DiplomadoFrancisco BanderaAún no hay calificaciones
- Soldadura. Electrica PDFDocumento85 páginasSoldadura. Electrica PDFOrielAún no hay calificaciones
- PROCESOS DE SOLDADURA Y CORE, IntroduccionDocumento13 páginasPROCESOS DE SOLDADURA Y CORE, IntroduccionHj CmAún no hay calificaciones
- Soldadura Grupo # 1Documento44 páginasSoldadura Grupo # 1edison cambaAún no hay calificaciones
- ACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmDocumento84 páginasACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmRaziel David Poot RodriguezAún no hay calificaciones
- Revista Fine WoodWorking, Vol. 215, Año 2010Documento100 páginasRevista Fine WoodWorking, Vol. 215, Año 2010Hugo Alfredo Ordóñez Chocano100% (3)
- Historia de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesDocumento86 páginasHistoria de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesRenato FarabeufAún no hay calificaciones
- Trucos Caseros para El Mobiliario en Madera, Talaya AmbronaDocumento6 páginasTrucos Caseros para El Mobiliario en Madera, Talaya AmbronaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Guía Sencilla para Hacer Mortajas Con El RouterDocumento1 páginaGuía Sencilla para Hacer Mortajas Con El RouterHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Bisagra Cazoleta Ficha DUCASSEDocumento2 páginasBisagra Cazoleta Ficha DUCASSECristian Muschietti0% (1)
- Literatura y Fuentes para El Peritaje Del Mueble Antiguo EspañolDocumento22 páginasLiteratura y Fuentes para El Peritaje Del Mueble Antiguo Españolseguimiento graduadosAún no hay calificaciones
- ESA+FSA Guia - Juntas y Bridas - EspanolDocumento54 páginasESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Prensa Rápida Con Cuña A 30ºDocumento3 páginasPrensa Rápida Con Cuña A 30ºHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Gramil SencilloDocumento5 páginasGramil SencilloHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDocumento39 páginasTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Curso Fundamental de Oficios de La Madera, Enseñanza PDFDocumento60 páginasCurso Fundamental de Oficios de La Madera, Enseñanza PDFHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- Norma NTG 41054 - Especificaciones Bloques Huecos de ConcretoDocumento14 páginasNorma NTG 41054 - Especificaciones Bloques Huecos de ConcretoFelix Maurelio Canchari MallquiAún no hay calificaciones
- Platina Columna VigaDocumento1 páginaPlatina Columna VigaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- Sika Acril TechoDocumento3 páginasSika Acril TechoHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Libro PlasticidadDocumento76 páginasLibro PlasticidadcquintanillaAún no hay calificaciones
- Manual de Prácticas de Laboratorio de ConcretoDocumento73 páginasManual de Prácticas de Laboratorio de Concretorle0n100% (2)
- Fijaciones Fisher FBA-FWADocumento2 páginasFijaciones Fisher FBA-FWAHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Chimeneas y FumisteriaDocumento4 páginasChimeneas y FumisteriaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Norma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMADocumento98 páginasNorma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMAHugo Alfredo Ordóñez Chocano100% (2)
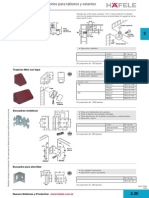
- Técnicas de Unión, Soporte para Tableros y EstantesDocumento1 páginaTécnicas de Unión, Soporte para Tableros y EstantesHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Tubos de Las Prensas de TuboDocumento9 páginasTubos de Las Prensas de TuboHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Eternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaDocumento14 páginasEternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaHugo Alfredo Ordóñez Chocano100% (2)
- Reguladores para Gases, HarrisDocumento88 páginasReguladores para Gases, HarrisHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Whirpool AWO D43430 EsDocumento2 páginasWhirpool AWO D43430 EsHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Procedimiento de Holiday DetectorDocumento5 páginasProcedimiento de Holiday DetectorAnonymous 8uLMTu100% (1)
- 10 Alcoholes y FenolesDocumento23 páginas10 Alcoholes y Fenolesalmine rojas0% (1)
- GRAFENODocumento4 páginasGRAFENOMichelle BallesterosAún no hay calificaciones
- Madera EstructuralDocumento27 páginasMadera EstructuralJoss TinanAún no hay calificaciones
- 5.1 FLUIDOS DENSIDAD Y PRESIÓN BIBLIOGRAFÍAS ExpoDocumento96 páginas5.1 FLUIDOS DENSIDAD Y PRESIÓN BIBLIOGRAFÍAS ExpoMayra SánchezAún no hay calificaciones
- Subestaciones Electricas RevisadoDocumento37 páginasSubestaciones Electricas RevisadoYan Flores Martinez100% (1)
- Estructura MetalicaDocumento119 páginasEstructura Metalicaelmasmas2706Aún no hay calificaciones
- Proceso de Fabricacion de Los ElectrodosDocumento20 páginasProceso de Fabricacion de Los ElectrodosMathew21Aún no hay calificaciones
- Analisis Granulometrico y Contenido de HumedadDocumento30 páginasAnalisis Granulometrico y Contenido de HumedadJose Luis Torres VenturaAún no hay calificaciones
- AAR M-107 M-208-2009 Traducido EspañolDocumento22 páginasAAR M-107 M-208-2009 Traducido EspañolAlonso ATAún no hay calificaciones
- Calculo de Rendimientos en MaquinariasDocumento8 páginasCalculo de Rendimientos en MaquinariasYetchan QuiveAún no hay calificaciones
- Clase Teorica 11-Estructuras TensadasDocumento86 páginasClase Teorica 11-Estructuras TensadasJorge Suárez0% (1)
- 1.ejemplo Calculo TomaDocumento25 páginas1.ejemplo Calculo TomaYohani Duarte MartinezAún no hay calificaciones
- Envio Ems. Mar y Luna 2019 PDFDocumento65 páginasEnvio Ems. Mar y Luna 2019 PDFjesus bustamanteAún no hay calificaciones
- Vatimetro InformeDocumento11 páginasVatimetro InformeKarla Salas QuispeAún no hay calificaciones
- TecsupDocumento9 páginasTecsupAnthonyAún no hay calificaciones
- Laboratorio de Quimica PDFDocumento3 páginasLaboratorio de Quimica PDFGreysi ArisacaAún no hay calificaciones
- Ajuste de Datos e InterpolacionDocumento167 páginasAjuste de Datos e InterpolacionAlfonso Salvador Perero LucioAún no hay calificaciones
- PROCEDIMIENTO PARA DETERMINACIÓN DEL PORCENTAJE DE ACIDEZ TITULABLE EN Gaseosas y RefrescosDocumento3 páginasPROCEDIMIENTO PARA DETERMINACIÓN DEL PORCENTAJE DE ACIDEZ TITULABLE EN Gaseosas y RefrescosOlguer OspinaAún no hay calificaciones
- Evaluacion Unidad 2 56786c0118546Documento6 páginasEvaluacion Unidad 2 56786c0118546Ramon MontañezAún no hay calificaciones
- Contenido Orden y Script Cosmovision GuaneDocumento36 páginasContenido Orden y Script Cosmovision GuaneAndrés LizcanoAún no hay calificaciones
- Eleccion de Chancadores .Documento11 páginasEleccion de Chancadores .Leslie Ahumada RamosAún no hay calificaciones
- Estudio de Mecanica de Suelos Iei 361 PariaDocumento14 páginasEstudio de Mecanica de Suelos Iei 361 PariaAldo Villacorta DiazAún no hay calificaciones
- Poli A MidasDocumento15 páginasPoli A MidasJohana Bautista ChipaAún no hay calificaciones
- Contenidos de Tercer GradoDocumento5 páginasContenidos de Tercer GradoDaryl Torres LazarteAún no hay calificaciones
- 2003 Nivelación ArealDocumento22 páginas2003 Nivelación ArealAlberto CastroAún no hay calificaciones
- 5-Curvas de DeclinacionDocumento61 páginas5-Curvas de DeclinacionEmili Vio KantutaAún no hay calificaciones
- Seno Coseno y TangenteDocumento5 páginasSeno Coseno y TangenteWalter ChanquinAún no hay calificaciones