También podría gustarte
- Refinación PresentacionDocumento41 páginasRefinación PresentacionOrlando Lara100% (1)
- Esquema General Refinería TarragonaDocumento1 páginaEsquema General Refinería TarragonaPolAún no hay calificaciones
- Procesos en Una Etapa de Equilibrio en Estado Estacionario. Parte 2Documento43 páginasProcesos en Una Etapa de Equilibrio en Estado Estacionario. Parte 2Liseli Cristina PalaciosAún no hay calificaciones
- Gas 2 - Plantas de Endulzamiento Del GasDocumento47 páginasGas 2 - Plantas de Endulzamiento Del GasVictor Hurtado SandovalAún no hay calificaciones
- UT 07 - Lubricantes - 2020Documento105 páginasUT 07 - Lubricantes - 2020Emilce Bogado MartinezAún no hay calificaciones
- ProcesoEndulzamientoGNDocumento2 páginasProcesoEndulzamientoGNLionel Villarroel SalazarAún no hay calificaciones
- Presentation BlendingDocumento21 páginasPresentation BlendingNatalyAún no hay calificaciones
- UT 7 - LubricantesDocumento90 páginasUT 7 - LubricantesFernanda Medrano MirelesAún no hay calificaciones
- Brochure - Refining Valve Application Guide (ES) .Documento16 páginasBrochure - Refining Valve Application Guide (ES) .juan nuñezAún no hay calificaciones
- Basic Operation Training (Amina)Documento54 páginasBasic Operation Training (Amina)Guisell GutierrezAún no hay calificaciones
- Diagrama Proceso Planta-SnqDocumento1 páginaDiagrama Proceso Planta-SnqNelson CabreraAún no hay calificaciones
- HG5840299SB NP300 QR25Documento1 páginaHG5840299SB NP300 QR25David Alonso Ruiz GonzalezAún no hay calificaciones
- Plantas Endulzamiento GasDocumento61 páginasPlantas Endulzamiento GasArielAún no hay calificaciones
- G01 04Versión02CASA21A (B A) 21B (B A) GDocumento1 páginaG01 04Versión02CASA21A (B A) 21B (B A) GJaime Ortiz RodriguezAún no hay calificaciones
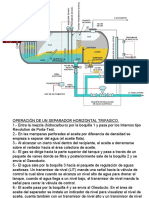
- Separador 3FDocumento2 páginasSeparador 3FRoberto Carlos DominguezAún no hay calificaciones
- Diagrama Produccion ModelDocumento1 páginaDiagrama Produccion Modelestelaq170Aún no hay calificaciones
- ROTULOSDocumento4 páginasROTULOSMarcos PerezAún no hay calificaciones
- Cap. 9 Aspectos EstrategicosDocumento27 páginasCap. 9 Aspectos EstrategicosfranciscoAún no hay calificaciones
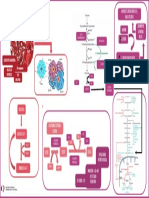
- Metabolismo EritrocitarioDocumento1 páginaMetabolismo EritrocitarioArturo VelazcoAún no hay calificaciones
- Diagrama ProyectoDocumento1 páginaDiagrama ProyectoNaomi GuerreroAún no hay calificaciones
- UT 5 - Unidades de Topping PDFDocumento47 páginasUT 5 - Unidades de Topping PDFkevinAún no hay calificaciones
- ToppingDocumento47 páginasToppingSantiAún no hay calificaciones
- 4.2.-Diagrama Flujo RefineriasDocumento17 páginas4.2.-Diagrama Flujo RefineriasCristhian Jhocemar Coarite LopezAún no hay calificaciones
- 9.-Diagrama Flujo RefineriasDocumento17 páginas9.-Diagrama Flujo RefineriasMijahilYllescasMarquezAún no hay calificaciones
- A-02 DIST MOVILGAS-ModelDocumento1 páginaA-02 DIST MOVILGAS-ModelWilliamjulian Camones MenesesAún no hay calificaciones
- RMU210NACS AA DiagramaElectrico RefrigeradorDocumento1 páginaRMU210NACS AA DiagramaElectrico RefrigeradorLuiver OrtizAún no hay calificaciones
- Esquema RefineríaDocumento1 páginaEsquema RefineríaIppo MakunouchiAún no hay calificaciones
- Lay Out P-EmergenciaDocumento9 páginasLay Out P-EmergenciaLui RastoneAún no hay calificaciones
- 13-1 Distribución de Energía: RD RDDocumento30 páginas13-1 Distribución de Energía: RD RDSalvador Orozco SalazarAún no hay calificaciones
- Registro de entrega de implementos de prevención COVID-19Documento2 páginasRegistro de entrega de implementos de prevención COVID-19Castillo Guerra LlerelyAún no hay calificaciones
- Diagrama de Flujo-DaDocumento1 páginaDiagrama de Flujo-DaNataly HonorioAún no hay calificaciones
- Diagrama de Flujo de Mp2Documento8 páginasDiagrama de Flujo de Mp2Cledy Cupe HernandezAún no hay calificaciones
- Mapas de NeuquenDocumento1 páginaMapas de NeuquenDiego SpagnuoloAún no hay calificaciones
- PSG 283 Ins Li 002 PDocumento6 páginasPSG 283 Ins Li 002 PSkeyla MarquezAún no hay calificaciones
- Pl02de10 Planta General ConduccionesDocumento1 páginaPl02de10 Planta General ConduccionesLiseth Cano QuinteroAún no hay calificaciones
- Cec05 000 XX PL Sa 000009Documento1 páginaCec05 000 XX PL Sa 000009javie huaypumaAún no hay calificaciones
- Formulario de Declaración Jurada Del Impuesto Selectivo Al Consumo de HidrocarburosDocumento3 páginasFormulario de Declaración Jurada Del Impuesto Selectivo Al Consumo de HidrocarburosRashid Geovanni Santander TitoAún no hay calificaciones
- PROYECTODocumento1 páginaPROYECTOJocelyn GualbertoAún no hay calificaciones
- Diagrama de Bloque Refinería ConchanDocumento1 páginaDiagrama de Bloque Refinería ConchanJoelSoriaCarpio100% (2)
- Refinación petróleo procesos separaciónDocumento86 páginasRefinación petróleo procesos separacióncarla condeAún no hay calificaciones
- Fermentacion Pfd-Layout2Documento1 páginaFermentacion Pfd-Layout2Erika DanielaAún no hay calificaciones
- 3 DIAGRAMA DE FLUJO AtastaDocumento1 página3 DIAGRAMA DE FLUJO AtastaTiffany JohnsonAún no hay calificaciones
- Flujograma de ProcesoDocumento1 páginaFlujograma de ProcesoCämïlö MöntöŸä100% (1)
- Semanal OctubreDocumento2 páginasSemanal OctubreNelson OcampoAún no hay calificaciones
- Diagrama de Procesos de Planta CriogenicaDocumento1 páginaDiagrama de Procesos de Planta CriogenicaRobertoAún no hay calificaciones
- Lay Out Con Maquinas y SimbolosDocumento3 páginasLay Out Con Maquinas y SimbolosARTURO DE LA VEGAAún no hay calificaciones
- FS6540170SBDocumento1 páginaFS6540170SBluz mery rinconAún no hay calificaciones
- K PO CatalogeDocumento36 páginasK PO Catalogeskilled.fiveAún no hay calificaciones
- Curso de Refinacion para ImprimirDocumento68 páginasCurso de Refinacion para ImprimirarmypriacAún no hay calificaciones
- Yamaha YBR Z motorbike pricing and specs under 40 charsDocumento2 páginasYamaha YBR Z motorbike pricing and specs under 40 charsMario OrtizAún no hay calificaciones
- Refinación PetróleoDocumento8 páginasRefinación PetróleoangelitoeldiablitoAún no hay calificaciones
- Flow Sheet - Planta Cienega NorteDocumento4 páginasFlow Sheet - Planta Cienega NorteLuis ZavaletaAún no hay calificaciones
- Esquema Preliminar PtarDocumento1 páginaEsquema Preliminar PtarBRAYAN STEVEN GUERRA GOMEZAún no hay calificaciones
- Flujograma Hidrocarburos Word PDF 12803 Downloable 1319264Documento2 páginasFlujograma Hidrocarburos Word PDF 12803 Downloable 1319264bryan correaAún no hay calificaciones
- Msp-101-Sso-169 Inspecciones Planeada - TeclesDocumento1 páginaMsp-101-Sso-169 Inspecciones Planeada - TeclesHUBERT RODRIGUEZ OREAún no hay calificaciones
- Hormig (On ArmadoDocumento1 páginaHormig (On ArmadoLucía CastiglioneAún no hay calificaciones
- Procesos de Plantas Refineria PDFDocumento13 páginasProcesos de Plantas Refineria PDFBruno Maturana VerdugoAún no hay calificaciones
- Bruno Maturana Control3.Documento7 páginasBruno Maturana Control3.Bruno Maturana VerdugoAún no hay calificaciones
- Bruno Maturana Control3.Documento7 páginasBruno Maturana Control3.Bruno Maturana VerdugoAún no hay calificaciones
- Tomo Iii Mecánica PDFDocumento512 páginasTomo Iii Mecánica PDFBruno Maturana VerdugoAún no hay calificaciones
- Tomo Iii Mecánica PDFDocumento512 páginasTomo Iii Mecánica PDFBruno Maturana VerdugoAún no hay calificaciones
- Descripcion Gral Proyecto PDFDocumento245 páginasDescripcion Gral Proyecto PDFBruno Maturana Verdugo100% (3)
- Presentación Equipos Mecánicos - 2019.08.31Documento35 páginasPresentación Equipos Mecánicos - 2019.08.31Bruno Maturana VerdugoAún no hay calificaciones
- Evaluación de Funciones Ejecutivas en Niños AnálisisDocumento23 páginasEvaluación de Funciones Ejecutivas en Niños AnálisisPaula Campos GonzalezAún no hay calificaciones
- Mapa Conceptual OrganizaciónDocumento2 páginasMapa Conceptual OrganizaciónLuis Pérez.Aún no hay calificaciones
- 141 - Edwin Gutierrez - EJERCICIO 1Documento5 páginas141 - Edwin Gutierrez - EJERCICIO 1Carlos andres PlataAún no hay calificaciones
- Punto 4.5. ANEXO 07 01 Fichas de Indicadores de Servicios de La Política Nacional GRD 06 07 22Documento48 páginasPunto 4.5. ANEXO 07 01 Fichas de Indicadores de Servicios de La Política Nacional GRD 06 07 22Pedro José Farroñay DíazAún no hay calificaciones
- Tae - Ape Unidad Iii Trabajo de Campo 3Documento4 páginasTae - Ape Unidad Iii Trabajo de Campo 3jenny chalacoAún no hay calificaciones
- Herramientas para Desarrolladores de GoogleDocumento22 páginasHerramientas para Desarrolladores de GoogleJhamilethAún no hay calificaciones
- Los Nuevos Miedos Marc AugéDocumento25 páginasLos Nuevos Miedos Marc AugéElba GermanoAún no hay calificaciones
- Sistema de gestión de becasDocumento8 páginasSistema de gestión de becaspara twichtAún no hay calificaciones
- Resolución 2320 de 2009Documento2 páginasResolución 2320 de 2009Mónica Paola Tascón CeballosAún no hay calificaciones
- Analisis de La Sentencia Del Tribunal ConstitucionalDocumento2 páginasAnalisis de La Sentencia Del Tribunal ConstitucionalJuan TitoAún no hay calificaciones
- Medición posterior de propiedades, planta y equipo según NIIF para PYMESDocumento4 páginasMedición posterior de propiedades, planta y equipo según NIIF para PYMESYeceniaAún no hay calificaciones
- ContabilidadDocumento24 páginasContabilidadluisAún no hay calificaciones
- Caso Integral Comercial PeruDocumento4 páginasCaso Integral Comercial PeruAEGES GroupAún no hay calificaciones
- Mecanismos de Transmisión de Un Motor de ArranqueDocumento4 páginasMecanismos de Transmisión de Un Motor de ArranqueOdaliz Salazar100% (1)
- Ac Etc PDFDocumento56 páginasAc Etc PDFLeonel ChavezAún no hay calificaciones
- Tarea 3Documento9 páginasTarea 3Jose CardonaAún no hay calificaciones
- M15 U3 A1 ConcepcionVictorioDocumento3 páginasM15 U3 A1 ConcepcionVictorioAnthony TwissAún no hay calificaciones
- Memoria DescriptivaDocumento8 páginasMemoria DescriptivaMartin JoseAún no hay calificaciones
- La Cuenca de CarúpanoDocumento4 páginasLa Cuenca de CarúpanoAnthony Gabriel Patete GuillenAún no hay calificaciones
- El Vencimiento Del Plazo La Continuación en El Uso Del Bien en El Contrato de Arrendamiento (Arts. 1700 1704)Documento10 páginasEl Vencimiento Del Plazo La Continuación en El Uso Del Bien en El Contrato de Arrendamiento (Arts. 1700 1704)Ariana SeverinoAún no hay calificaciones
- Cómo Ser Productivo Hoy MismoDocumento9 páginasCómo Ser Productivo Hoy MismoDiego AlejandroAún no hay calificaciones
- Caso Clínico #2 Trombosis Venosa ProfundaDocumento20 páginasCaso Clínico #2 Trombosis Venosa ProfundaWilson Jaime Saucedo LeonAún no hay calificaciones
- BENCHMARKINGDocumento7 páginasBENCHMARKINGantonyAún no hay calificaciones
- Instructivo Sistema Recuperacion de CloroDocumento3 páginasInstructivo Sistema Recuperacion de CloroAyala EdAún no hay calificaciones
- Importacion de Polizas en Formato Ascii en El Sist 5afabfe78ead0e633d8b4620Documento7 páginasImportacion de Polizas en Formato Ascii en El Sist 5afabfe78ead0e633d8b4620CHRISTIAN C. RUIZ AGUILARAún no hay calificaciones
- De NisaDocumento6 páginasDe NisaFernandoAún no hay calificaciones
- Lámpara en SerieDocumento3 páginasLámpara en SerieJose GarciaAún no hay calificaciones
- Requisitos y funciones del Revisor FiscalDocumento15 páginasRequisitos y funciones del Revisor FiscalOlga Lucia Rodriguez PovedaAún no hay calificaciones
- Congreso de Costos Aace 2018 Aacei Peru - Ficha - y - ProgramaDocumento15 páginasCongreso de Costos Aace 2018 Aacei Peru - Ficha - y - ProgramaMarco Antonio Minaya CajjakAún no hay calificaciones
- 300 mil estudiantes en riesgo de deserción escolarDocumento23 páginas300 mil estudiantes en riesgo de deserción escolarAlberto Aranda DavilaAún no hay calificaciones