También podría gustarte
- Riesgos en SCMDocumento17 páginasRiesgos en SCMGeraldiNeTednzAún no hay calificaciones
- KKKKDocumento1 páginaKKKKGeraldiNeTednzAún no hay calificaciones
- Sica-Reg-06 Ve 07 Reglamento General de Grado Academico de Bachiller y de Titulo ProfesionalDocumento10 páginasSica-Reg-06 Ve 07 Reglamento General de Grado Academico de Bachiller y de Titulo ProfesionalGeraldiNeTednzAún no hay calificaciones
- OPU-PC2-IX65-2020-2 (Pregunta 1)Documento1 páginaOPU-PC2-IX65-2020-2 (Pregunta 1)GeraldiNeTednzAún no hay calificaciones
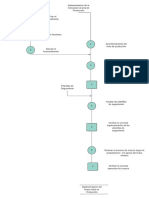
- Dop Mueble de MelaminaDocumento2 páginasDop Mueble de MelaminaGeraldiNeTednzAún no hay calificaciones
- Bicentenaria NuevavariedaddepapaparaprocesamientoDocumento15 páginasBicentenaria NuevavariedaddepapaparaprocesamientoGeraldiNeTednzAún no hay calificaciones
- OPU-PC2-IX65-2020-2 (Pregunta 2)Documento1 páginaOPU-PC2-IX65-2020-2 (Pregunta 2)GeraldiNeTednzAún no hay calificaciones
- Instructivo de Control de CalidadDocumento9 páginasInstructivo de Control de CalidadGeraldiNeTednzAún no hay calificaciones
- LC2 - 21-01 - In-Erp TeoriaDocumento3 páginasLC2 - 21-01 - In-Erp TeoriaGeraldiNeTednzAún no hay calificaciones
- PLANTILLA #09 - Atoche - GeraldineDocumento7 páginasPLANTILLA #09 - Atoche - GeraldineGeraldiNeTednzAún no hay calificaciones
- LC2 - 21-01 - Erp PracticaDocumento2 páginasLC2 - 21-01 - Erp PracticaGeraldiNeTednzAún no hay calificaciones
- Ejercicios de QuimicaDocumento14 páginasEjercicios de QuimicaHR TDAún no hay calificaciones
- Programa Preventivo Sobre Estrategias de Afrontamiento Ante El Estres I. Datos Generales 1. DenominaciónDocumento79 páginasPrograma Preventivo Sobre Estrategias de Afrontamiento Ante El Estres I. Datos Generales 1. DenominaciónDoris TufinioAún no hay calificaciones
- Módulo 5. Episodio 12.las Constelaciones Familiares Adaptadas A La Biodescodificación 1Documento3 páginasMódulo 5. Episodio 12.las Constelaciones Familiares Adaptadas A La Biodescodificación 1nicolas peñaAún no hay calificaciones
- TRASTORNO DE LA PERSONALIDAD - CuadroDocumento1 páginaTRASTORNO DE LA PERSONALIDAD - CuadroVirginia BritoAún no hay calificaciones
- Trabajo de EstructurasDocumento49 páginasTrabajo de EstructurasLuis EnriqueAún no hay calificaciones
- Selección de Personal Cap.4Documento6 páginasSelección de Personal Cap.4Romane UnzuetaAún no hay calificaciones
- R. Práct. No.2 HematopatologíaDocumento2 páginasR. Práct. No.2 HematopatologíaCristian TrinidadAún no hay calificaciones
- Martinic. El Estudio de Las Representaciones y El Análisis Estructural Del DiscursoDocumento21 páginasMartinic. El Estudio de Las Representaciones y El Análisis Estructural Del DiscursoBenjamin Pujadas100% (1)
- Requerimiento #032 Adquisición de Filtros y Aceites Segundo PedidoDocumento8 páginasRequerimiento #032 Adquisición de Filtros y Aceites Segundo PedidoKiara Mirella Porras CrisostomoAún no hay calificaciones
- Salme, Dossier El Trastorno Límite de La Personalidad: El Reto Del ManejoDocumento77 páginasSalme, Dossier El Trastorno Límite de La Personalidad: El Reto Del ManejoPedro Infante100% (1)
- Algebra Lineal Deber 1Documento5 páginasAlgebra Lineal Deber 1Michael Jumbo GAún no hay calificaciones
- Serial OroDocumento3 páginasSerial OroversusAún no hay calificaciones
- Perfil Técnico Entubado Gallinazo VIIDocumento28 páginasPerfil Técnico Entubado Gallinazo VIIPercy Laguna ChávezAún no hay calificaciones
- Examen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-PRESUPUESTOS-1Documento7 páginasExamen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-PRESUPUESTOS-1Yosed Calderon100% (1)
- Características de La DemografíaDocumento2 páginasCaracterísticas de La DemografíaqueAún no hay calificaciones
- Sistemas Jurídicos Sem13Documento6 páginasSistemas Jurídicos Sem13Jose De la CruzAún no hay calificaciones
- Activo DisponibleDocumento2 páginasActivo DisponibleEkvqpe Vino Vega QuispeAún no hay calificaciones
- Proyecto de Distribución de Aguas BlancasDocumento29 páginasProyecto de Distribución de Aguas BlancasBilly davilaAún no hay calificaciones
- Tomo Segunda Parte 8-16.en - EsDocumento209 páginasTomo Segunda Parte 8-16.en - EsMarcela HenaoAún no hay calificaciones
- Esfuerzos en Tornillos de PotenciaDocumento15 páginasEsfuerzos en Tornillos de PotenciaJohel Cl100% (1)
- Nociones Generales de ComputacionDocumento17 páginasNociones Generales de ComputacionOLIVIA LUZ TINTAYA APAZAAún no hay calificaciones
- Perfil 60870-5-104 PDFDocumento141 páginasPerfil 60870-5-104 PDFNathalyAún no hay calificaciones
- Guia Proyecto Innovación 2019Documento61 páginasGuia Proyecto Innovación 2019Javier RicardoAún no hay calificaciones
- Discapacidad Intelectual LímiteDocumento9 páginasDiscapacidad Intelectual LímiteSunnYadiraAún no hay calificaciones
- Algoritmos CuánticosDocumento30 páginasAlgoritmos CuánticosJhon Silva AleAún no hay calificaciones
- FSIAHO-50 Notif. Evento 1-A PdvsaDocumento3 páginasFSIAHO-50 Notif. Evento 1-A PdvsaelviaAún no hay calificaciones
- Sistema Gestion-Inventarios RopaDocumento1 páginaSistema Gestion-Inventarios RopaEfrain Max Taype SanchezAún no hay calificaciones
- Tipos de AprendizajeDocumento4 páginasTipos de AprendizajeSofía Loayza SkryguinaAún no hay calificaciones
- Materiales CerámicosDocumento20 páginasMateriales CerámicosJeily RodriguezAún no hay calificaciones
- 04-05-2021 PDFDocumento3 páginas04-05-2021 PDFAna KarenAún no hay calificaciones