También podría gustarte
- Ejercicios Resueltos Tema 5Documento16 páginasEjercicios Resueltos Tema 5Leandro López100% (1)
- Diagrama de Flujo de ProcesoDocumento10 páginasDiagrama de Flujo de ProcesoEduardo Ribera BrunoAún no hay calificaciones
- Guía Nº2 Materiales EléctricosDocumento3 páginasGuía Nº2 Materiales EléctricosLeandro López100% (1)
- Tecnología - MicroelectrónicaDocumento12 páginasTecnología - MicroelectrónicaLeandro LópezAún no hay calificaciones
- Trabajo Practico de MicroelectrónicaDocumento7 páginasTrabajo Practico de MicroelectrónicaLeandro LópezAún no hay calificaciones
- TP N°2.2.2.22..Documento2 páginasTP N°2.2.2.22..Leandro LópezAún no hay calificaciones
- Trabajo Práctico Entrada EsquemáticaDocumento3 páginasTrabajo Práctico Entrada EsquemáticaLeandro LópezAún no hay calificaciones
- Ejemplos de Garantías ConstitucionalesDocumento1 páginaEjemplos de Garantías ConstitucionalesLeandro LópezAún no hay calificaciones
- Como Configurar Pines en La Fpga Con Un Archivo de PinesDocumento11 páginasComo Configurar Pines en La Fpga Con Un Archivo de PinesLeandro LópezAún no hay calificaciones
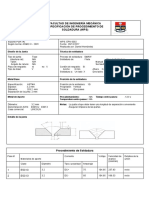
- Facultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDocumento2 páginasFacultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDaniel HernándezAún no hay calificaciones
- Perfiles LivianosDocumento15 páginasPerfiles LivianosLuis EstrellaAún no hay calificaciones
- Reglamento Interno Sst-Constructed Ryd Sac 2021Documento28 páginasReglamento Interno Sst-Constructed Ryd Sac 2021CONSTRUCTEC RYD100% (1)
- Herramientas EléctricasDocumento16 páginasHerramientas EléctricasLina Yisel MORALES BETANCOURTAún no hay calificaciones
- Fierro FundidoDocumento4 páginasFierro FundidoYupanqui RicardoAún no hay calificaciones
- MR394CLIO2Documento262 páginasMR394CLIO2Daniel0% (1)
- Ley de Coulomb y Campo El CtricoDocumento3 páginasLey de Coulomb y Campo El CtricoWilmer MendezAún no hay calificaciones
- JHA (Job Hazard Analysis)Documento8 páginasJHA (Job Hazard Analysis)Guillermina Montes AyponAún no hay calificaciones
- 3-Bases TécnicasDocumento58 páginas3-Bases TécnicasVladimir Ignacio Fica EspinozaAún no hay calificaciones
- Apu-Rell PastaDocumento5 páginasApu-Rell PastaJulitoDavidTovarPaucarAún no hay calificaciones
- Diseño de Estructuras - InfoDocumento56 páginasDiseño de Estructuras - InfoPercy ApazaAún no hay calificaciones
- 201soldadura MMAW EXPODocumento6 páginas201soldadura MMAW EXPOalbertt,00 ppAún no hay calificaciones
- En 420 2003Documento6 páginasEn 420 2003Carlos Alfredo Moreno SilvaAún no hay calificaciones
- GUIA I-Historia de La RobóticaDocumento21 páginasGUIA I-Historia de La RobóticaJairo MárquezAún no hay calificaciones
- Programa de Mantenimiento de Soldadura SemiautomaticaDocumento17 páginasPrograma de Mantenimiento de Soldadura SemiautomaticaEedinxhito QarevaloAún no hay calificaciones
- Tornillos de Alta Resistencia y SoldaduraDocumento8 páginasTornillos de Alta Resistencia y SoldaduraAni RiveroAún no hay calificaciones
- ProcesosDeManofactura (Incomplete)Documento44 páginasProcesosDeManofactura (Incomplete)Dayanna CastañedaAún no hay calificaciones
- Sedisa SDocumento6 páginasSedisa SRosemarie RengifoAún no hay calificaciones
- Temario Curso Reparación de VideojuegosDocumento5 páginasTemario Curso Reparación de VideojuegosCheckpoint Game CenterAún no hay calificaciones
- Atlas de MaquinasDocumento155 páginasAtlas de MaquinasFernando Cano100% (1)
- Polvos y Humos CH - MetalicosDocumento2 páginasPolvos y Humos CH - MetalicosCami SarmientoAún no hay calificaciones
- Ut Medicion de EspesoresDocumento17 páginasUt Medicion de EspesoresMiguelAngelLopezMurciaAún no hay calificaciones
- CTCC San Martin Especificación Técnica de Pintura ORDEN: 826Documento33 páginasCTCC San Martin Especificación Técnica de Pintura ORDEN: 826Abel Angel PesceAún no hay calificaciones
- Manual de GasfiteriaDocumento49 páginasManual de GasfiteriaLeaa AlvarezAún no hay calificaciones
- Soldadura BasicaDocumento14 páginasSoldadura BasicaCynthia Valeria PerezAún no hay calificaciones
- StayerDocumento64 páginasStayerKhantoAún no hay calificaciones
- Resolución 1460 2006Documento28 páginasResolución 1460 2006Gabriel PatrunoAún no hay calificaciones
- Ejericios Segunda Parte Ing. de Métodos V202201Documento39 páginasEjericios Segunda Parte Ing. de Métodos V202201giaranaAún no hay calificaciones
- Boletin Informativo Corte y SoldaduraDocumento3 páginasBoletin Informativo Corte y Soldadurajavier michel balleza herreraAún no hay calificaciones