También podría gustarte
- Catalogo Johnson Acero PDFDocumento48 páginasCatalogo Johnson Acero PDFNicolas JularAún no hay calificaciones
- Plan de Mantenimiento Preventivo y Correctivo de La Empresa Sli Pruinca PDFDocumento62 páginasPlan de Mantenimiento Preventivo y Correctivo de La Empresa Sli Pruinca PDFAndrea linaresAún no hay calificaciones
- Productos FuncionalesDocumento8 páginasProductos FuncionalesJohana NiñoAún no hay calificaciones
- Intolerancia A La LactosaDocumento12 páginasIntolerancia A La LactosaJohana NiñoAún no hay calificaciones
- 2 Productos Lacteos Sin VideosDocumento26 páginas2 Productos Lacteos Sin VideosJohana NiñoAún no hay calificaciones
- Buenas Practicas LogisticasDocumento14 páginasBuenas Practicas LogisticasJohana NiñoAún no hay calificaciones
- Actividad 1.3Documento4 páginasActividad 1.3Johana NiñoAún no hay calificaciones
- BACTERIASDocumento29 páginasBACTERIASJohana Niño100% (1)
- 2022 Desafios Profesion ContableDocumento52 páginas2022 Desafios Profesion ContableSeñalizacion VialAún no hay calificaciones
- FICHAS DE MATRICULA CETPRO JULI-2021 - Especialidad ELECTRICIDAD Chata Claros CristianDocumento5 páginasFICHAS DE MATRICULA CETPRO JULI-2021 - Especialidad ELECTRICIDAD Chata Claros CristianCristian Chata ClarosAún no hay calificaciones
- Guia de Aprendizaje InstalarDocumento10 páginasGuia de Aprendizaje Instalarluis gonzalezAún no hay calificaciones
- Guia Practica 1Documento11 páginasGuia Practica 1Gissela AttyAún no hay calificaciones
- Ficha Tecnica - Carro Osmosis OE700 - ESPAÑOLDocumento1 páginaFicha Tecnica - Carro Osmosis OE700 - ESPAÑOLAndres NeyraAún no hay calificaciones
- Transpaletas EléctricasDocumento5 páginasTranspaletas Eléctricasluis lagosAún no hay calificaciones
- Caracteristicas en Vacio de Las Maquinas de Corriente ContinuaDocumento16 páginasCaracteristicas en Vacio de Las Maquinas de Corriente ContinuaLeo RodriguezAún no hay calificaciones
- VEX-05 HabitacionalDocumento1 páginaVEX-05 HabitacionalFelipe GuzmanAún no hay calificaciones
- Taller 3 Uso Indebido Del Espectro Radioeléctrico y ClandestinidadDocumento3 páginasTaller 3 Uso Indebido Del Espectro Radioeléctrico y ClandestinidadadkjajsAún no hay calificaciones
- Sistema de Alerta e Información de Aeronaves RubricaDocumento6 páginasSistema de Alerta e Información de Aeronaves RubricaPaulo Flores MillonesAún no hay calificaciones
- Resumen HistoriaDocumento3 páginasResumen HistoriaAndy JoyaAún no hay calificaciones
- Normativa Multimodal de Los Sistemas Universitarios y Educación Mediada Por Las TICsDocumento8 páginasNormativa Multimodal de Los Sistemas Universitarios y Educación Mediada Por Las TICsEfecto Cocuyo100% (2)
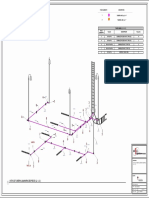
- Luminarias - Plano - l107 - Vista 3d Tuberia Luminaria Despiece (l3 - l2)Documento1 páginaLuminarias - Plano - l107 - Vista 3d Tuberia Luminaria Despiece (l3 - l2)alonso romeroAún no hay calificaciones
- Tesis Marzo 2010 UruralGDocumento26 páginasTesis Marzo 2010 UruralGkarla bocoAún no hay calificaciones
- Cot. Cambio de Cubierta CC ItaguiDocumento2 páginasCot. Cambio de Cubierta CC ItaguiMateo AgudeloAún no hay calificaciones
- Lanata S DesestimaciónDocumento1 páginaLanata S DesestimaciónDanielaTatarskyAún no hay calificaciones
- Formato-Instructivo para Instalacion de Pines Expander en La ArticulacionDocumento8 páginasFormato-Instructivo para Instalacion de Pines Expander en La Articulacionronys caballeroAún no hay calificaciones
- Taller Funcion de IncrementoDocumento15 páginasTaller Funcion de Incrementolaura cataño velascoAún no hay calificaciones
- Oferta Tecnica Economica - RI Tipo I Corredor Vial N°11Documento32 páginasOferta Tecnica Economica - RI Tipo I Corredor Vial N°11miguel andresAún no hay calificaciones
- Creo Melodia Diseño Instrumento - 15Documento15 páginasCreo Melodia Diseño Instrumento - 15SEGUNDO V.Aún no hay calificaciones
- Emmc U1 A2 GoclDocumento11 páginasEmmc U1 A2 Goclgonzalo castro lopezAún no hay calificaciones
- Memorando Circular-000012-2021-AfopvbmiDocumento25 páginasMemorando Circular-000012-2021-AfopvbmiLinoGiovannyLeonDelgadoAún no hay calificaciones
- Daniel - Galin - Software - Quality - Assurance - From - Thbookzz-Org (Translated En-Es)Documento637 páginasDaniel - Galin - Software - Quality - Assurance - From - Thbookzz-Org (Translated En-Es)C3L0PZAún no hay calificaciones
- Informe Comercioelectrónico LuisgoyaDocumento7 páginasInforme Comercioelectrónico LuisgoyaLuis Alberto Goya AnchundiaAún no hay calificaciones
- 3ro San BartolomeDocumento54 páginas3ro San BartolomeCarlos Delgado NietoAún no hay calificaciones
- Actividad Evaluativa - Eje3Documento2 páginasActividad Evaluativa - Eje3Dayana ChacueAún no hay calificaciones
- Especificaciones Tecnicas de BuzonesDocumento3 páginasEspecificaciones Tecnicas de BuzonesYoshio BlancoAún no hay calificaciones
- TI-Nspire CX SS Guidebook ES PDFDocumento535 páginasTI-Nspire CX SS Guidebook ES PDFhenry lizcanoAún no hay calificaciones