También podría gustarte
- Temple y RevenidoDocumento8 páginasTemple y RevenidoCande FloresAún no hay calificaciones
- Tar S06 Jespinoza 2023 01Documento1 páginaTar S06 Jespinoza 2023 01Jhonny Almonacid GranadozAún no hay calificaciones
- Cloud ComputingDocumento4 páginasCloud ComputingJhonny Almonacid GranadozAún no hay calificaciones
- T3 ComunicaciónI Grupo 19Documento5 páginasT3 ComunicaciónI Grupo 19Jhonny Almonacid GranadozAún no hay calificaciones
- Laboratorio - 04 - Jupyter NotebookDocumento5 páginasLaboratorio - 04 - Jupyter NotebookJhonny Almonacid GranadozAún no hay calificaciones
- Actividad TeoríaDocumento2 páginasActividad TeoríaJhonny Almonacid GranadozAún no hay calificaciones
- RIESGOS Semana.13Documento32 páginasRIESGOS Semana.13Jhonny Almonacid GranadozAún no hay calificaciones
- Semana 3-Ecuaciones de ValorDocumento42 páginasSemana 3-Ecuaciones de ValorJhonny Almonacid GranadozAún no hay calificaciones
- 5 CBA - ElectricidadDocumento21 páginas5 CBA - ElectricidadJhonny Almonacid GranadozAún no hay calificaciones
- PPT2 El Comercio, Dinero y CapitalDocumento31 páginasPPT2 El Comercio, Dinero y CapitalJhonny Almonacid GranadozAún no hay calificaciones
- U2 - Análisis de SensibilidadDocumento39 páginasU2 - Análisis de SensibilidadJhonny Almonacid GranadozAún no hay calificaciones
- Examen Final GIG 2020-01Documento6 páginasExamen Final GIG 2020-01Jhonny Almonacid GranadozAún no hay calificaciones
- Laboratorio 2 Automatizacion 2015Documento18 páginasLaboratorio 2 Automatizacion 2015Jhonny Almonacid GranadozAún no hay calificaciones
- Augusto ComteDocumento4 páginasAugusto ComteJhonny Almonacid GranadozAún no hay calificaciones
- Lean Six Sigma-TrabajoDocumento18 páginasLean Six Sigma-TrabajoJhonny Almonacid GranadozAún no hay calificaciones
- Logistica InlogDocumento15 páginasLogistica InlogJhonny Almonacid GranadozAún no hay calificaciones
- Manual Autocad Intermedio1Documento58 páginasManual Autocad Intermedio1Jhonny Almonacid GranadozAún no hay calificaciones
- LegislacionDocumento4 páginasLegislacionJhonny Almonacid GranadozAún no hay calificaciones
- 4D PF. INV. U2 Nadia LSR-1Documento15 páginas4D PF. INV. U2 Nadia LSR-1Luz SánchezAún no hay calificaciones
- FX TSP1 PDFDocumento2 páginasFX TSP1 PDFGustavo OrozcoAún no hay calificaciones
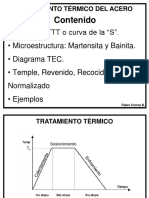
- Tratamientos Térmicos Temple y RevenidoDocumento7 páginasTratamientos Térmicos Temple y RevenidoDAYPLAY EBOGAMEX100% (1)
- DETERMINACION DE LA GRANULACION HereditariaDocumento9 páginasDETERMINACION DE LA GRANULACION HereditariaGonzalo Quispe JimenezAún no hay calificaciones
- Aceros para TempleDocumento3 páginasAceros para TempleGeovanni ErazoAún no hay calificaciones
- Archivos de Fabricación R.H. CS14Documento31 páginasArchivos de Fabricación R.H. CS14EdwardAún no hay calificaciones
- LABORATORIO #3 DesarrolloDocumento6 páginasLABORATORIO #3 DesarrolloJordan OLAún no hay calificaciones
- TAREA 2 Unidad 2Documento15 páginasTAREA 2 Unidad 2Jacke GoAún no hay calificaciones
- Tratamiento Térmico Acero D2Documento6 páginasTratamiento Térmico Acero D2Toramaru UtsunomiyaAún no hay calificaciones
- FX Thyx PDFDocumento2 páginasFX Thyx PDFGustavo OrozcoAún no hay calificaciones
- 4to Informe Tratamientos TermicosDocumento11 páginas4to Informe Tratamientos TermicosBryan Hermoza VizcarraAún no hay calificaciones
- Thyssen Aceros y Servicios S.A.: Thyroplast 2316Documento2 páginasThyssen Aceros y Servicios S.A.: Thyroplast 2316Rolando CastilloAún no hay calificaciones
- Julio NevadoDocumento11 páginasJulio NevadoMisael Curay pozoAún no hay calificaciones
- Sufrimiento ForeverDocumento2 páginasSufrimiento ForeverEsteban Cordova Rodas100% (1)
- Tratamientos Termicos 1Documento62 páginasTratamientos Termicos 1Arturo Dla FuentesAún no hay calificaciones
- Practica de Temple y Revenido 12Documento12 páginasPractica de Temple y Revenido 12Juvenal Tlv100% (1)
- Acero Sisa O1Documento2 páginasAcero Sisa O1ada040391Aún no hay calificaciones
- REVENIDODocumento13 páginasREVENIDOMaricielo SagumaAún no hay calificaciones
- Poster BDocumento4 páginasPoster BIBAR SAUL MAMANI ALARCONAún no hay calificaciones
- Hoja Técnica: AISI 9840 R AISI 9840 TDocumento2 páginasHoja Técnica: AISI 9840 R AISI 9840 TEdgar Segundo morenoAún no hay calificaciones
- Acero 4150 Tratado PDFDocumento1 páginaAcero 4150 Tratado PDFGustavo OrozcoAún no hay calificaciones
- Acero SISA 6F3 1.2714Documento2 páginasAcero SISA 6F3 1.2714Isai Molina HernándezAún no hay calificaciones
- Tratamientos Térmicos Del Acero-2017Documento49 páginasTratamientos Térmicos Del Acero-2017YELTSIN DRASKOVIS FRANCO GOMEZAún no hay calificaciones
- F 1516Documento4 páginasF 1516CristianSalazarAún no hay calificaciones
- Tablas Propiedades AcerosDocumento14 páginasTablas Propiedades AcerosVictor BenitezAún no hay calificaciones
- FX 2363 PDFDocumento2 páginasFX 2363 PDFGustavo OrozcoAún no hay calificaciones
- Tratamiento Térmico Revenido - Suárez, Tejedor, Villalobos IND3ADocumento7 páginasTratamiento Térmico Revenido - Suárez, Tejedor, Villalobos IND3ANicolas Santiago Tejedor DominguezAún no hay calificaciones
- Laboratorio Ensayo TérmicoDocumento7 páginasLaboratorio Ensayo TérmicoEnrique Mejia GamarraAún no hay calificaciones
- Ejercicio 1 y 2Documento12 páginasEjercicio 1 y 2yenifer paola camachoAún no hay calificaciones